
A Review of the Effects of Raw Material Compositions and Steam Curing Regimes on the Performance and Microstructure of Precast Concrete

Abstract
:1. Introduction
2. Effect of Raw Material Compositions on PC
2.1. Pure Cement PC
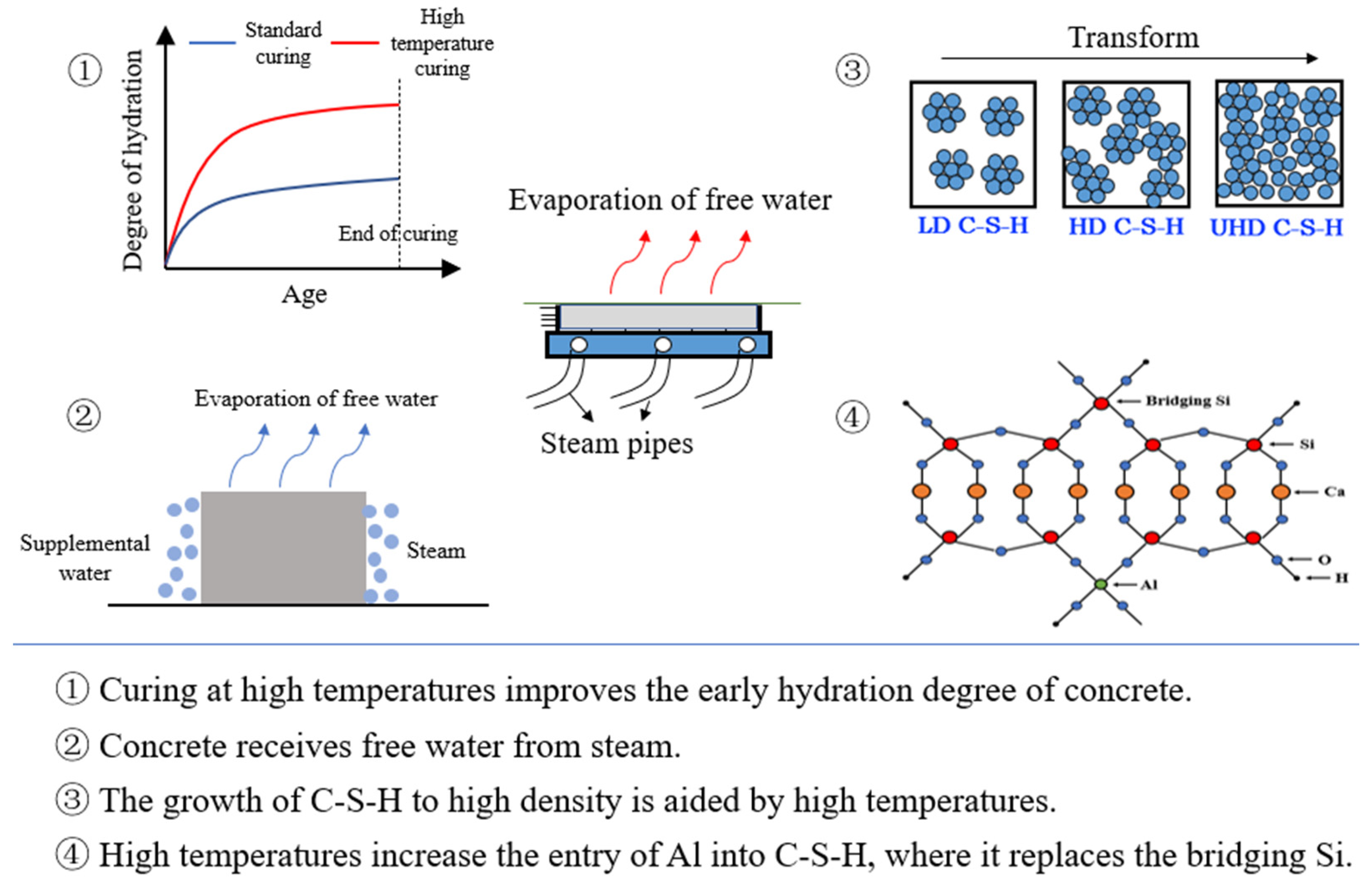
2.1.1. The Early-Stage Effect of PC
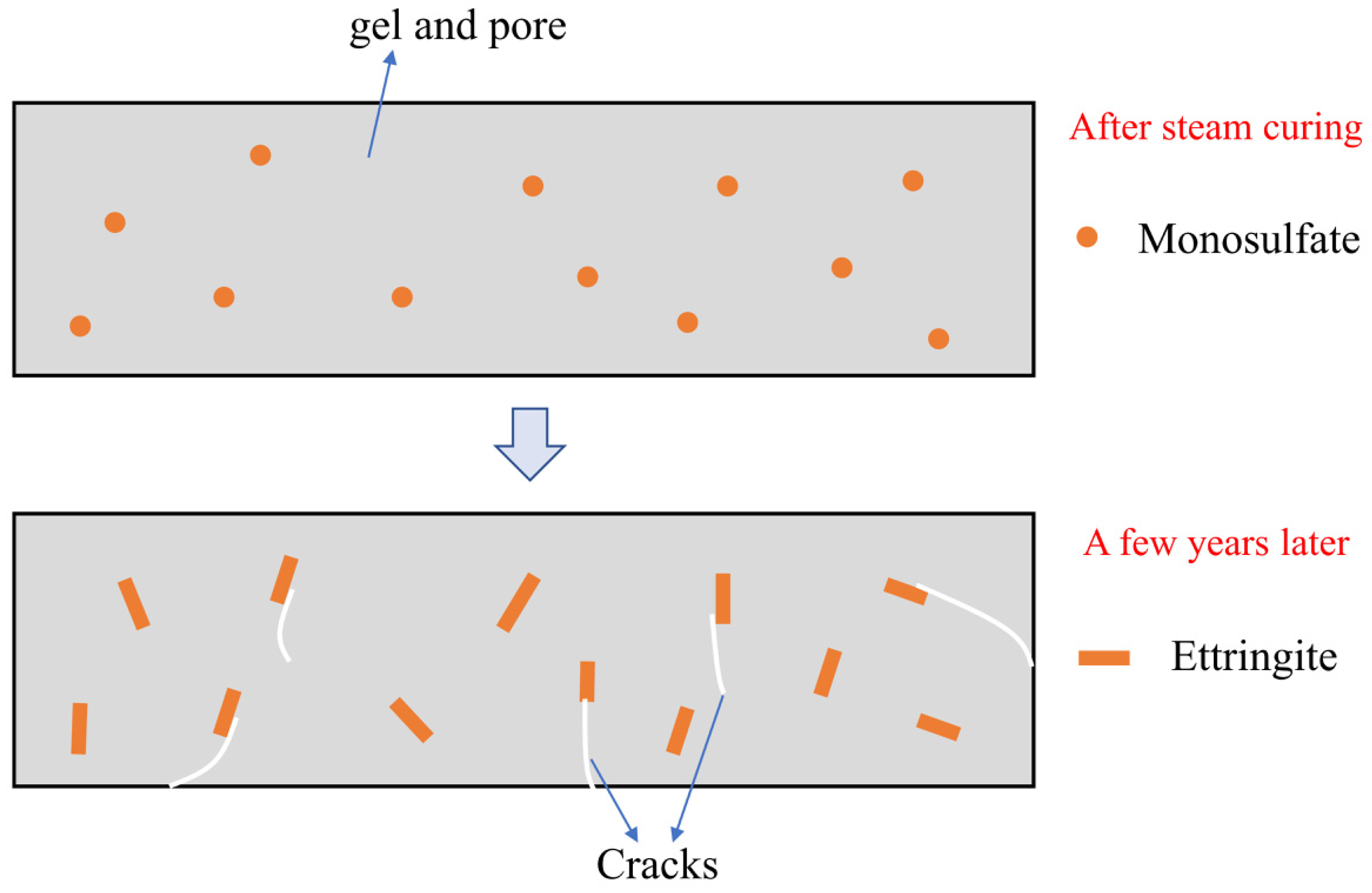
2.1.2. The Later-Stage Effect of PC
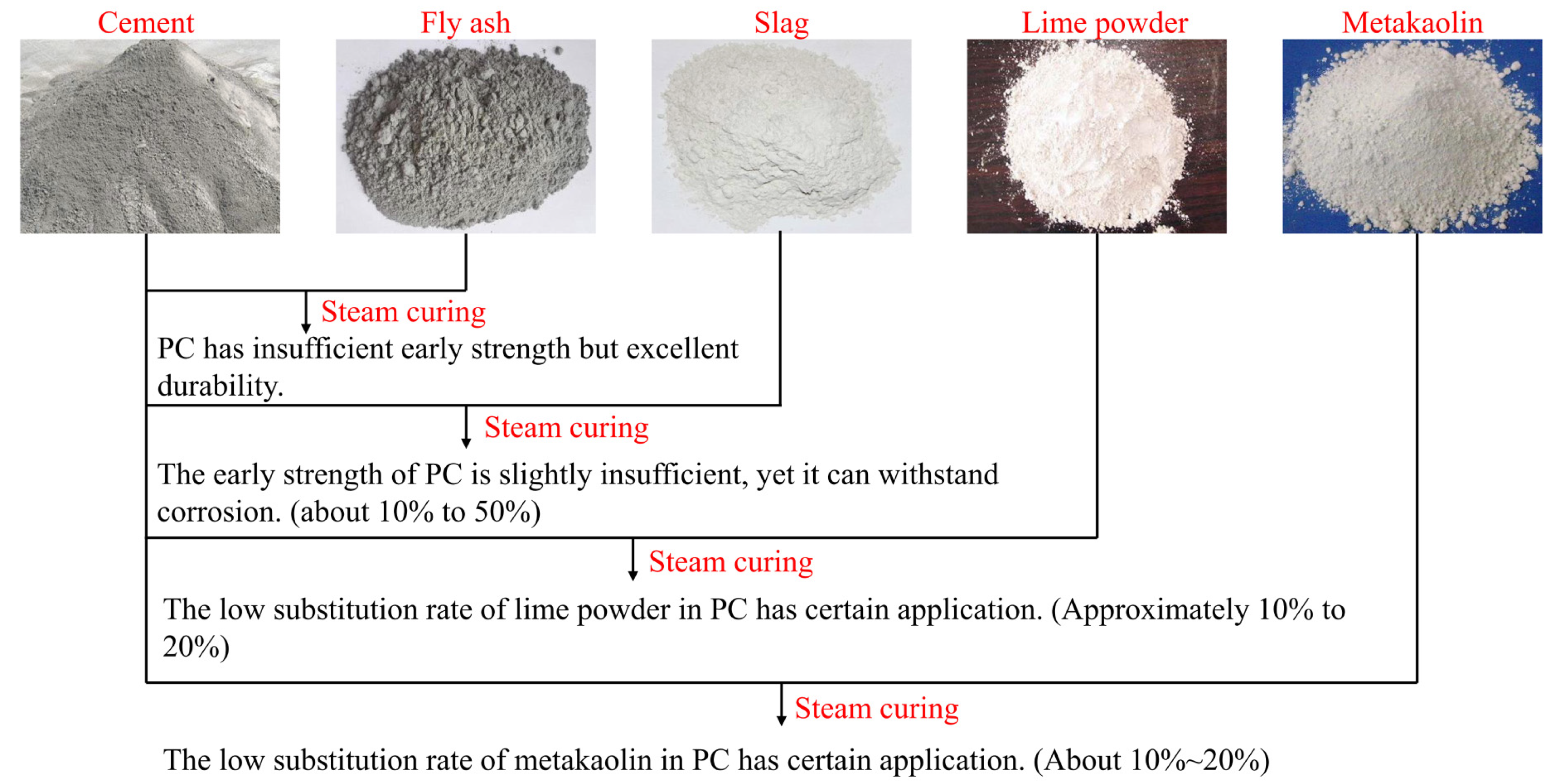
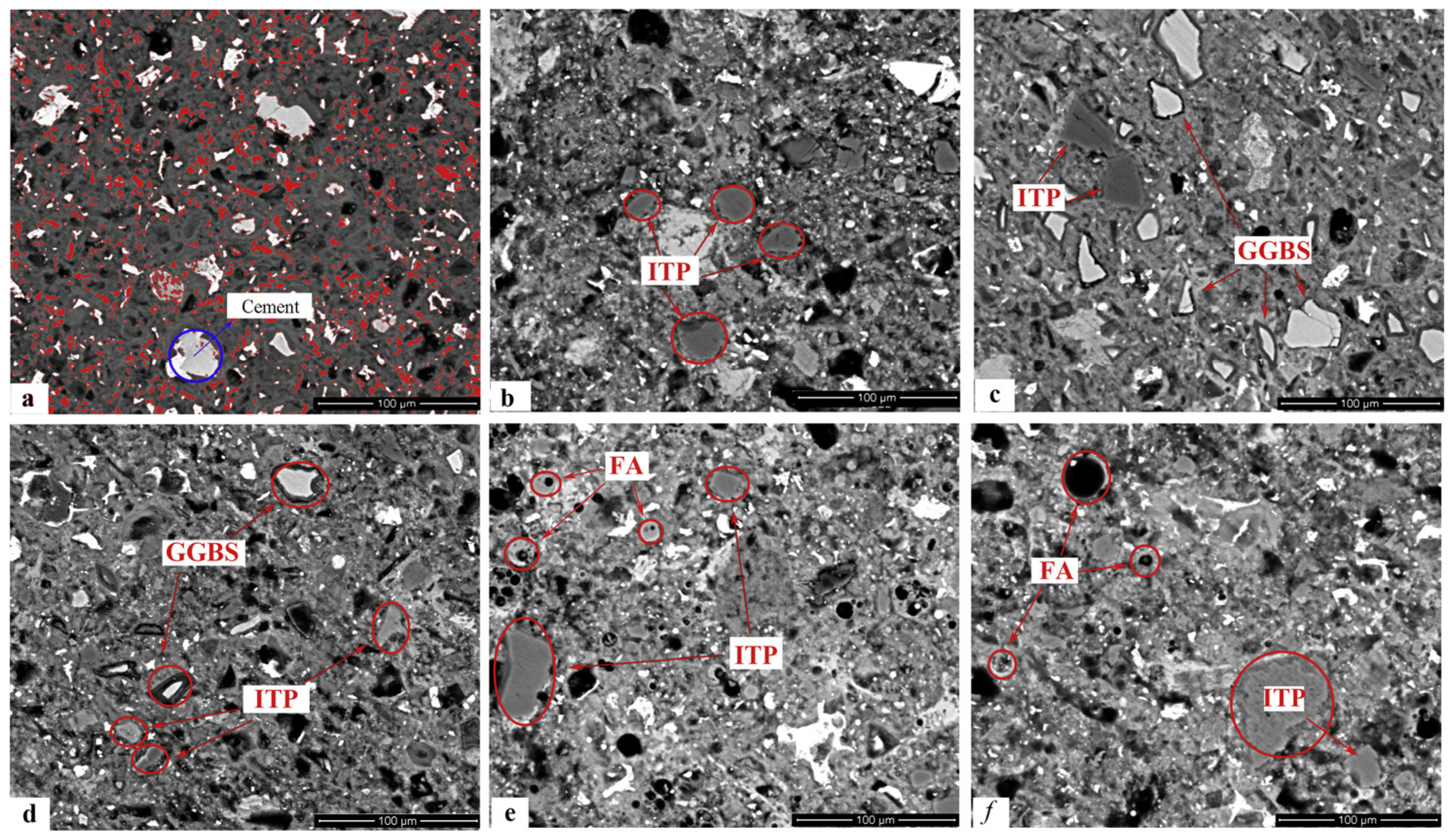
2.2. Cement-Mineral Admixtures PC
2.2.1. Cement-Fly Ash Type PC
2.2.2. Cement-Blast Furnace Slag Powder Type PC
2.2.3. Cement-Other Admixture Type PC
2.2.4. Cement-New Solid Waste Powder Type PC
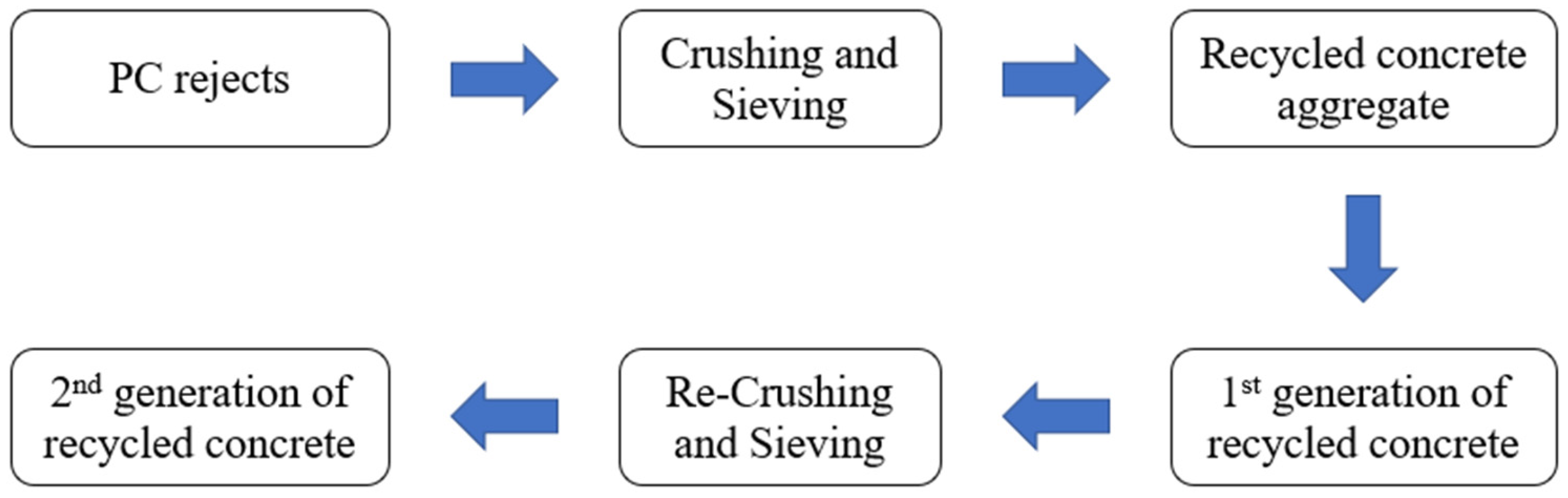
2.3. Special Aggregate Type PC
2.4. CO2 Emissions from PC Raw Material
2.5. Summary and Prospects
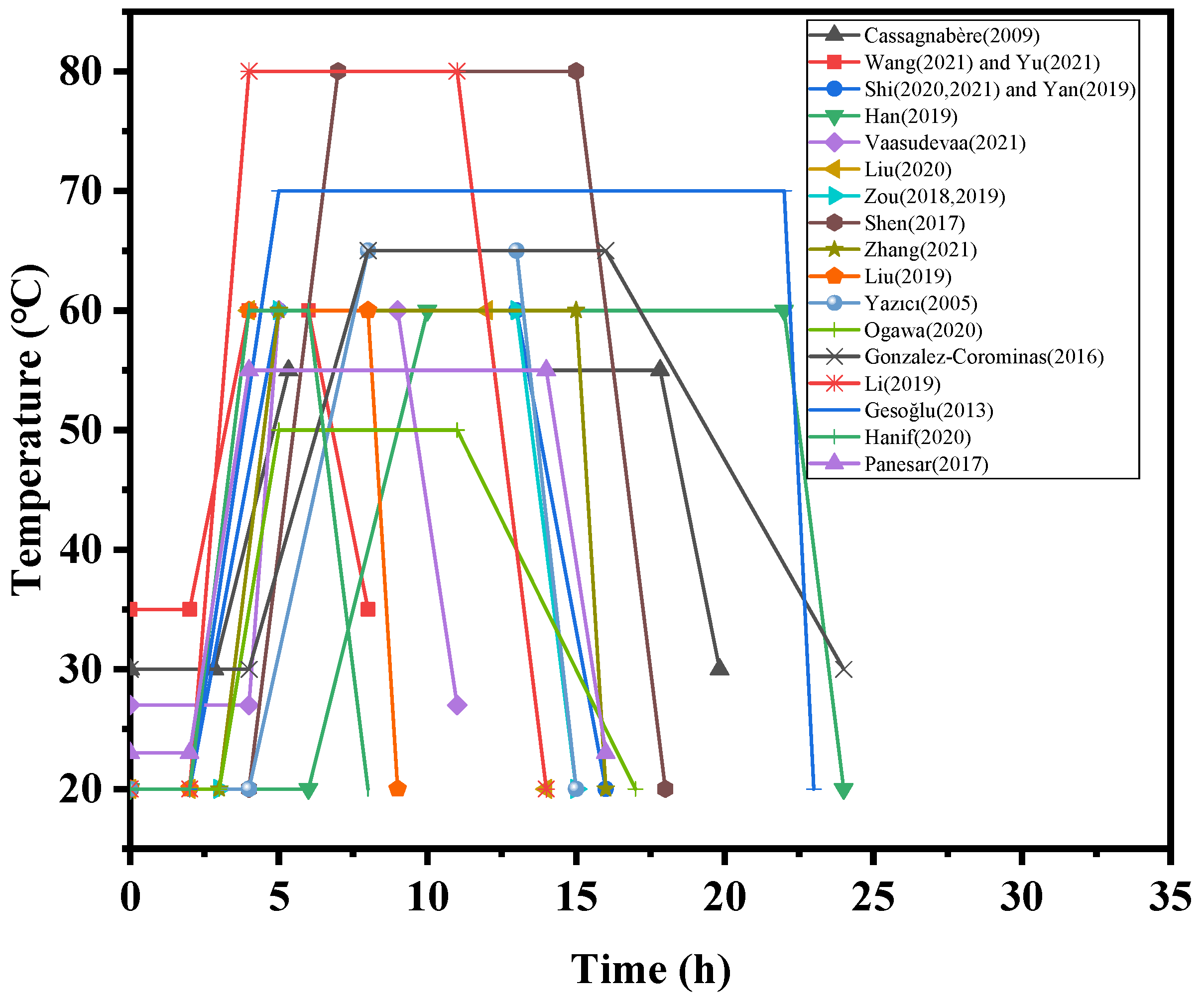
3. Effect of Steam Curing Regimes on PC
3.1. Effect of Temperature Gradient on PC
3.2. Effect of Secondary Curing on PC
3.3. CO2 Emissions from PC Production
3.4. Summary and Prospects
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Li, H.; Chen, W.; Huang, Z.; Hao, H.; Ngo, T.T.; Pham, T.M.; Yeoh, K.J. Dynamic response of monolithic and precast concrete joint with wet connections under impact loads. Eng. Struct. 2022, 250, 113434. [Google Scholar] [CrossRef]
- Li, B.B.; Wang, J.F.; Duan, M.J.; Guo, L.; Wang, B. Cyclic experimental and numerical analytical investigation of precast concrete frames with buckling-restrained braces considering various assembling connections. Structures 2021, 34, 1135–1153. [Google Scholar] [CrossRef]
- Radan, T. Advantages of precast concrete in highway infrastructure construction. Procedia Eng. 2017, 196, 176–180. [Google Scholar]
- Wei, W.; Shao, Z.; Qiao, R.; Chen, W.; Zhou, H.; Yuan, Y. Recent development of microwave applications for concrete treatment. Constr. Build. Mater. 2021, 269, 121224. [Google Scholar] [CrossRef]
- Liang, C.F.; Pan, B.H.; Ma, Z.M.; He, Z.; Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cem. Concr. Compos. 2020, 105, 103446. [Google Scholar] [CrossRef]
- He, Z.M. Heat Damage Effects of Steam Curing on Concrete and Corresponding Improvement Measures; Central South University: Changsha, China, 2012. (In Chinese) [Google Scholar]
- Vaasudevaa, B.V.; Dhandapani, Y.; Santhanam, M. Performance evaluation of limestone-calcined clay (LC2) combination as a cement substitute in concrete systems subjected to short-term heat curing. Constr. Build. Mater. 2021, 302, 124121. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Chen, T.F.; Gao, X.J. Incorporation of self-ignited coal gangue in steam cured precast concrete. J. Clean. Prod. 2021, 292, 126004. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E.; Ali, B.; Mermerdaş, K. Strength and transport properties of steam cured and water cured lightweight aggregate concretes. Constr. Build. Mater. 2013, 49, 417–424. [Google Scholar] [CrossRef]
- Verbeck, G.J.; Helmuth, R.H. Structure and physical properties of cement paste. In Proceedings of the Fifth International Symposium on the Chemistry of Cement, Tokyo, Japan, 7–11 October 1968; pp. 1–32. [Google Scholar]
- Kjellsen, K.O.; Detwiler, R.J.; Gjorv, O.E. Backscattered electron imaging of cement pastes hydrated at different temperature. Cem. Concr. Res. 1990, 20, 308–311. [Google Scholar] [CrossRef]
- Pang, X.Y.; Sun, L.J.; Sun, F.; Zhang, G.; Guo, S.; Bu, Y. Cement hydration kinetics study in the temperature range from 15 °C to 95 °C. Cem. Concr. Res. 2021, 148, 106552. [Google Scholar] [CrossRef]
- Liu, B.J.; Shi, J.Y.; Zhou, F.; Shen, S.; Ding, Y.; Qin, J. Effects of steam curing regimes on the capillary water absorption of concrete: Prediction using multivariable regression models. Constr. Build. Mater. 2020, 256, 119426. [Google Scholar] [CrossRef]
- Bahafid, S.; Ghabezlooa, S.; Duc, M.; Faure, P.; Sulem, J. Effect of the hydration temperature on the microstructure of Class G cement: C-S-H composition anddensity. Cem. Concr. Res. 2017, 95, 270–281. [Google Scholar] [CrossRef]
- Shen, P.L.; Lua, L.N.; He, Y.J.; Wang, F.; Hu, S. The effect of curing regimes on the mechanical properties, nano-mechanical properties and microstructure of ultra-high performance concrete. Cem. Concr. Res. 2019, 118, 1–13. [Google Scholar] [CrossRef]
- Zhou, Y.C.; Liu, J.H.; Lou, B.C.; Ji, H.G. The microstructure and nano-mechanical performance of concrete in coastal ultra-deep mine engineering environments. Constr. Build. Mater. 2021, 279, 122504. [Google Scholar] [CrossRef]
- Escalante-García, J.I.; Sharp, J.H. Effect of temperature on the hydration of the main clinker phases in portland cements: Part I, neat cements. Cem. Concr. Res. 1998, 28, 1245–1257. [Google Scholar] [CrossRef]
- García Calvo, J.L.; Alonso, M.C.; Fernández Luco, L.; Velasco, M.R. Durability performance of sustainable self-compacting concretes in precast products due to heat curing. Constr. Build. Mater. 2016, 111, 379–385. [Google Scholar] [CrossRef]
- Ma, K.L.; Long, G.C.; Xie, Y.J. A real case of steam-cured concrete track slab premature deterioration due to ASR and DEF. Case Stud. Constr. Mater. 2017, 6, 63–71. [Google Scholar] [CrossRef]
- Ma, K.L.; He, J.H.; Long, G.C.; Dang, H.F.; Xie, Y.J. Steam-curing temperature effect and its influence on heat damage of cement-based material. Mater. Rep. 2017, 31, 171–176. (In Chinese) [Google Scholar]
- Shi, J.Y.; Liu, B.J.; Zhou, F.; Shen, S.; Guo, A.; Xie, Y. Effect of steam curing regimes on temperature and humidity gradient, permeability and microstructure of concrete. Constr. Build. Mater. 2021, 281, 122562. [Google Scholar] [CrossRef]
- Duan, Y.; Wang, Q.C.; Yang, Z.J.; Cui, X.; Liu, F.; Chen, H. Research on the effect of steam curing temperature and duration on the strength of manufactured sand concrete and strength estimation model considering thermal damage. Constr. Build. Mater. 2021, 315, 125531. [Google Scholar] [CrossRef]
- Ramezanianpour, A.M.; Esmaeili, K.; Ghahari, S.A.; Ramezanianpour, A.A. Influence of initial steam curing and different types of mineral additives on mechanical and durability properties of self-compacting concrete. Constr. Build. Mater. 2014, 73, 187–194. [Google Scholar] [CrossRef]
- Li, Q.T.; Liu, P.; Sun, H.F. Investigation on the free expansive deformation of concrete during the heating process. Constr. Build. Mater. 2021, 306, 124871. [Google Scholar] [CrossRef]
- Wang, P.G.; Fu, H.; Guo, T.F.; Zuo, W.; Zhao, H.; Tian, L.; Chen, C. Volume deformation of steam-cured concrete with fly ash during and after steam curing. Constr. Build. Mater. 2021, 306, 124854. [Google Scholar] [CrossRef]
- Zou, C.; Long, G.; Zeng, X.; Ma, C.; Xie, Y.; Sun, Z. Water evolution and hydration kinetics of cement paste under steam-curing condition based on low-field NMR method. Constr. Build. Mater. 2021, 271, 121583. [Google Scholar] [CrossRef]
- Shen, P.; Lu, L.; He, Y.; Rao, M.; Fu, Z.; Wang, F.; Hu, S. Experimental investigation on the autogenous shrinkage of steam cured ultra-high performance concrete. Constr. Build. Mater. 2018, 162, 512–522. [Google Scholar] [CrossRef]
- Zou, C.; Long, G.; Xie, Y.; He, J.; Ma, C.; Zeng, X. Evolution of multi-scale pore structure of concrete during steam-curing process. Microporous Mesoporous Mater. 2019, 288, 109566. [Google Scholar] [CrossRef]
- Yu, Y.; Jin, Z.; Shao, S.; Zhang, X.; Li, N.; Xiong, C. Evolution of temperature stress and tensile properties of concrete during steam-curing process. Constr. Build. Mater. 2021, 305, 124691. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhang, Y.; Hussein, H.H.; Liu, J.; Chen, G. Experimental study and theoretical prediction on shrinkage-induced restrained stresses in UHPC-RC composites under normal curing and steam curing. Cem. Concr. Compos. 2020, 110, 103602. [Google Scholar] [CrossRef]
- Heinz, D.; Ludwig, U. Mechanism of subsequent ettringite formation in mortars and concretes after heat treatment. In Proceedings of the 8th International Congress on the Chemistry of Cement, Rio de Janeiro, Brazil, 22–27 September 1986; Abla Gráfica e Editora Ltd.: Rio de Janeiro, Brazil, 1986; pp. 189–194. [Google Scholar]
- Taylor, H.F.W.; Famy, C.; Scrivener, K.L. Delayed ettringite formation. Cem. Concr. Res. 2001, 31, 683–693. [Google Scholar] [CrossRef]
- Gu, Y.; Metalssi, O.O.; Martin, R.P.; Fen-Chong, T.; Dangla, P. Locating ettringite due to DEF at the pore scale of cement paste by heat-based dissolution tests. Constr. Build. Mater. 2020, 258, 120000. [Google Scholar] [CrossRef]
- Zhuang, S.; Sun, J. The feasibility of properly raising temperature for preparing high-volume fly ash or slag steam-cured concrete: An evaluation on DEF, 4-year strength and durability. Constr. Build. Mater. 2020, 242, 118094. [Google Scholar] [CrossRef]
- Zhang, Z.; Olek, J.; Diamond, S. Diamond. Studies on delayed ettringite formation in heat-cured mortars: II. Characteristics of cement that may be susceptible to DEF. Cem. Concr. Res. 2002, 32, 1737–1742. [Google Scholar] [CrossRef]
- Escadeillas, G.; Aubert, J.E.; Segerer, M.; Prince, W. Some factors affecting delayed ettringite formation in heat-cured mortars. Cem. Concr. Res. 2007, 37, 1445–1452. [Google Scholar] [CrossRef]
- Zhou, Y.C.; Liu, J.H.; Huang, S.; Yang, H.T.; Ji, H.G. Performance change of shaft lining concrete under simulated coastal ultra-deep mine environments. Constr. Build. Mater. 2020, 230, 116909. [Google Scholar] [CrossRef]
- Li, C.; Sun, H.; Li, L. A review: The comparison between alkali-activated slag (Si + Ca) and metakaolin (Si + Al) cements. Cem. Concr. Res. 2010, 40, 1341–1349. [Google Scholar] [CrossRef]
- Yang, N.R. Non-Traditional Cementitious Materials Chemistry; Wuhan University of Technology Press: Wuhan, China, 2017. (In Chinese) [Google Scholar]
- Escalante-García, J.; Sharp, J. Effect of temperature on the hydration of the main clinker phases in Portland cements: Part II, Blended cements. Cem. Concr. Res. 1998, 28, 1259–1274. [Google Scholar] [CrossRef]
- Deschner, F.; Lothenbach, B.; Winnefeld, F.; Neubauer, J. Effect of temperature on the hydration of Portland cement blended with siliceous fly ash. Cem. Concr. Res. 2013, 52, 169–181. [Google Scholar] [CrossRef]
- Lam, L.; Wong, Y.L.; Poon, C.S. Degree of hydration and gel/space ratio of high volume fly as/cement system. Cem. Concr. Res. 2000, 30, 747–756. [Google Scholar] [CrossRef]
- Narmluk, M.; Nawa, T. Effect of fly ash on the kinetics of Portland cement hydration at different curing temperatures. Cem. Concr. Res. 2011, 41, 579–589. [Google Scholar] [CrossRef] [Green Version]
- Yazıcı, H.; Aydın, S.; Yiğiter, H.; Baradan, B. Effect of steam curing on class C high-volume fly ash concrete mixtures. Cem. Concr. Res. 2005, 35, 1122–1127. [Google Scholar] [CrossRef]
- Yang, J.; Hu, H.; He, X.; Su, Y.; Wang, Y.; Tan, H.; Pan, H. Effect of steam curing on compressive strength and microstructure of high volume ultrafine fly ash cement mortar. Constr. Build. Mater. 2021, 266, 120894. [Google Scholar] [CrossRef]
- Zou, F.B.; Tan, H.B.; He, X.Y.; Ma, B.; Deng, X.; Zhang, T.; Mei, J.; Liu, X.; Qi, H. Effect of triisopropanolamine on compressive strength and hydration of steaming-cured cement-fly ash paste. Constr. Build. Mater. 2018, 192, 836–845. [Google Scholar] [CrossRef]
- Liu, M.; Tan, H.; He, X. Effects of nano-SiO2 on early strength and microstructure of steam-cured high volume fly ash cement system. Constr. Build. Mater. 2019, 194, 350–359. [Google Scholar] [CrossRef]
- Mei, J.; Tan, H.; Li, H.; Ma, B.; Liu, X.; Jiang, W.; Zhang, T.; Li, X. Effect of sodium sulfate and nano-SiO2 on hydration and microstructure of cementitious materials containing high volume fly ash under steam curing. Constr. Build. Mater. 2018, 163, 812–825. [Google Scholar] [CrossRef]
- Mei, J.; Ma, B.; Tan, H.; Li, H.; Liu, X.; Jiang, W.; Zhang, T.; Guo, Y. Influence of steam curing and nano silica on hydration and microstructure characteristics of high volume fly ash cement system. Constr. Build. Mater. 2018, 171, 83–95. [Google Scholar] [CrossRef]
- Castellano, C.C.; Bonavetti, V.L.; Donza, H.A.; Irassar, E.F. The effect of w/b and temperature on the hydration and strength of blastfurnace slag cements. Constr. Build. Mater. 2016, 111, 679–688. [Google Scholar] [CrossRef]
- Ogirigbo, O.R.; Black, L. Influence of slag composition and temperature on the hydration and microstructure of slag blended cements. Constr. Build. Mater. 2016, 126, 496–507. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, H.V.; Nakarai, K.; Pham, K.H.; Kajita, S.; Sagawa, T. Effects of slag type and curing method on the performance of expansive concrete. Constr. Build. Mater. 2020, 262, 120422. [Google Scholar] [CrossRef]
- Won, J.P.; Kim, H.H.; Lee, S.J.; Choi, S.J. Carbon reduction of precast concrete under the marine environment. Constr. Build. Mater. 2015, 74, 118–123. [Google Scholar] [CrossRef]
- Yan, X.; Jiang, L.; Guo, M.; Chen, Y.; Song, Z.; Bian, R. Evaluation of sulfate resistance of slag contained concrete under steam curing. Constr. Build. Mater. 2019, 195, 231–237. [Google Scholar] [CrossRef]
- Yan, X.; Jiang, L.; Guo, M.; Chen, Y.; Zhu, P.; Jin, W.; Zha, J. Using EDTA-2Na to inhibit sulfate attack in slag cement mortar under steam curing. Constr. Build. Mater. 2020, 265, 120324. [Google Scholar] [CrossRef]
- Panesar, D.K.; Aqel, M.; Rhead, D.; Schell, H. Effect of cement type and limestone particle size on the durability of steam cured self-consolidating concrete. Cem. Concr. Compos. 2017, 80, 175–189. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Q.; Chen, H. Properties of high-volume limestone powder concrete under standard curing and steam-curing conditions. Powder Technol. 2016, 301, 16–25. [Google Scholar] [CrossRef]
- Mo, Z.; Gao, X.; Su, A. Mechanical performances and microstructures of metakaolin contained UHPC matrix under steam curing conditions. Constr. Build. Mater. 2021, 268, 121112. [Google Scholar] [CrossRef]
- Cassagnabère, F.; Escadeillas, G.; Mouret, M. Study of the reactivity of cement/metakaolin binders at early age for specific use in steam cured precast concrete. Constr. Build. Mater. 2009, 23, 775–784. [Google Scholar] [CrossRef]
- Shen, P.; Lu, L.; Chen, W.; Wang, F.; Hu, S. Efficiency of metakaolin in steam cured high strength concrete. Constr. Build. Mater. 2017, 152, 357–366. [Google Scholar] [CrossRef]
- Yang, D.; Zeng, D.H.; Zhang, J.; Li, L.J.; Mao, R. Chemical and microbial properties in contaminated soils around a magnesite mine in northeast China. Land Degrad. Dev. 2012, 23, 256–262. [Google Scholar] [CrossRef] [Green Version]
- Sánchez-López, A.S.; Carrillo-González, R.; González-Chávez, M.D.C.A.; Rosas-Saito, G.H.; Vangronsveld, J. Phytobarriers: Plants capture particles containing potentially toxic elements originating from mine tailings in semiarid regions. Environ. Pollut. 2015, 205, 33–42. [Google Scholar] [CrossRef]
- Vigneshwari, M.; Arunachalam, K.; Angayarkanni, A. Replacement of silica fume with thermally treated rice husk ash in Reactive Powder Concrete. J. Clean. Prod. 2018, 188, 264–277. [Google Scholar] [CrossRef]
- Li, B.; Cao, R.; You, N.; Chen, C.; Zhang, Y. Products and properties of steam cured cement mortar containing lithium slag under partial immersion in sulfate solution. Constr. Build. Mater. 2019, 220, 596–606. [Google Scholar] [CrossRef]
- Li, B.; Huo, B.; Cao, R.; Wang, S.; Zhang, Y. Sulfate resistance of steam cured ferronickel slag blended cement mortar. Cem. Concr. Compos. 2019, 96, 204–211. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Johari, M.A.M.; Alharbi, Y.R.; Abadel, A.A.; Amran, Y.M.; Tayeh, B.A.; Abutaleb, A. Influence of steam curing regimes on the properties of ultrafine POFA-based high-strength green concrete. J. Build. Eng. 2021, 38, 102204. [Google Scholar] [CrossRef]
- Han, F.; Song, S.; Liu, J.; Huang, S. Properties of steam-cured precast concrete containing iron tailing powder. Powder Technol. 2019, 345, 292–299. [Google Scholar] [CrossRef]
- Cai, L.; Ma, B.; Li, X.; Lv, Y.; Liu, Z.; Jian, S. Mechanical and hydration characteristics of autoclaved aerated concrete (AAC) containing iron-tailings: Effect of content and fineness. Constr. Build. Mater. 2016, 128, 361–372. [Google Scholar] [CrossRef]
- Uchikawa, H.; Hanehara, S.; Sawaki, D. The role of steric repulsive force in the dispersion of cement particles in fresh paste prepared with organic admixture. Cem. Concr. Res. 1996, 27, 37–50. [Google Scholar] [CrossRef]
- Fiol, F.; Thomas, C.; Muñoz, C.; Ortega-López, V.; Manso, J. The influence of recycled aggregates from precast elements on the mechanical properties of structural self-compacting concrete. Constr. Build. Mater. 2018, 182, 309–323. [Google Scholar] [CrossRef]
- Hanif, A.; Kim, Y.; Lu, Z.; Park, C. Early-age behavior of recycled aggregate concrete under steam curing regime. J. Clean. Prod. 2017, 152, 103–114. [Google Scholar] [CrossRef]
- Gonzalez-Corominas, A.; Etxeberria, M.; Poon, C.S. Influence of steam curing on the pore structures and mechanical properties of fly-ash high performance concrete prepared with recycled aggregates. Cem. Concr. Compos. 2016, 71, 77–84. [Google Scholar] [CrossRef]
- Yammine, A.; Leklou, N.; Choinska, M.; Bignonnet, F.; Mechling, J.M. DEF damage in heat cured mortars made of recycled concrete sand aggregate. Constr. Build. Mater. 2020, 252, 119059. [Google Scholar] [CrossRef]
- Long, G.; Yang, J.; Xie, Y. The mechanical characteristics of steam-cured high strength concrete incorporating with lightweight aggregate. Constr. Build. Mater. 2017, 136, 456–464. [Google Scholar] [CrossRef]
- Ogawa, Y.; Bui, P.T.; Kawai, K.; Sato, R. Effects of porous ceramic roof tile waste aggregate on strength development and carbonation resistance of steam-cured fly ash concrete. Constr. Build. Mater. 2020, 236, 117462. [Google Scholar] [CrossRef]
- Salesa, Á.; Pérez-Benedicto, J.A.; Colorado-Aranguren, D.; López-Julián, P.L.; Esteban, L.M.; Sanz-Baldúz, L.J.; Saez-Hostaled, S.L.; Ramis, J.; Olivares, D. Physico–mechanical properties of multi–recycled concrete from precast concrete industry. J. Clean. Prod. 2017, 141, 248–255. [Google Scholar] [CrossRef]
- Erdem, S.; Blankson, M.A. Environmental performance and mechanical analysis of concrete containing recycled asphalt pavement (RAP) and waste precast concrete as aggregate. J. Hazard. Mater. 2014, 264, 403–410. [Google Scholar] [CrossRef]
- Soares, D.; De Brito, J.; Ferreira, J.; Pacheco, J. Use of coarse recycled aggregates from precast concrete rejects: Mechanical and durability performance. Constr. Build. Mater. 2014, 71, 263–272. [Google Scholar] [CrossRef]
- Eskander, S.M.; Fankhauser, S. Reduction in greenhouse gas emissions from national climate legislation. Nat. Clim. Change 2020, 10, 750–756. [Google Scholar] [CrossRef]
- Kastiukas, G.; Ruan, S.; Liang, S.; Zhou, X. Development of precast geopolymer concrete via oven and microwave radiation curing with an environmental assessment. J. Clean. Prod. 2020, 255, 120290. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A.; Ventura, A. LCA allocation procedure used as an incitative method for waste recycling: An application to mineral additions in concrete. Resour. Conserv. Recycl. 2010, 54, 1231–1240. [Google Scholar] [CrossRef] [Green Version]
- Shi, J.; Liu, B.; Wu, X.; Qin, J.; Jiang, J.; He, Z. Evolution of mechanical properties and permeability of concrete during steam curing process. J. Build. Eng. 2020, 32, 101796. [Google Scholar] [CrossRef]
- Shi, J.; Liu, B.; Shen, S.; Tan, J.; Dai, J.; Ji, R. Effect of curing regime on long-term mechanical strength and transport properties of steam-cured concrete. Constr. Build. Mater. 2020, 255, 119407. [Google Scholar] [CrossRef]
- Shi, J.; Liu, B.; Wu, X.; Tan, J.; Dai, J.; Ji, R. Effect of steam curing on surface permeability of concrete: Multiple transmission media. J. Build. Eng. 2020, 32, 101475. [Google Scholar] [CrossRef]
- Shi, J.; Liu, B.; Zhou, F.; Shen, S.; Dai, J.; Ji, R.; Tan, J. Heat damage of concrete surfaces under steam curing and improvement measures. Constr. Build. Mater. 2020, 252, 119104. [Google Scholar] [CrossRef]
- Liu, B.; Jiang, J.; Shen, S.; Zhou, F.; Shi, J.; He, Z. Effects of curing methods of concrete after steam curing on mechanical strength and permeability. Constr. Build. Mater. 2020, 256, 119441. [Google Scholar] [CrossRef]
- Zou, C.; Long, G.; Ma, C.; Xie, Y. Effect of subsequent curing on surface permeability and compressive strength of steam-cured concrete. Constr. Build. Mater. 2018, 188, 424–432. [Google Scholar] [CrossRef]
- Zdeb, T. An analysis of the steam curing and autoclaving process parameters for reactive powder concretes. Constr. Build. Mater. 2017, 131, 758–766. [Google Scholar] [CrossRef]
- Erdem, T.K.; Turanli, L.; Erdogan, T.Y. Setting time: An important criterion to determine the length of the delay period before steam curing of concrete. Cem. Concr. Res. 2003, 33, 741–745. [Google Scholar] [CrossRef]
- Peng, G.F.; Niu, X.J.; Shang, Y.J.; Zhang, D.P.; Chen, X.W.; Ding, H. Combined curing as a novel approach to improve resistance of ultra-high performance concrete to explosive spalling under high temperature and its mechanical properties. Cem. Concr. Res. 2018, 109, 147–158. [Google Scholar] [CrossRef]
- Alghazali, H.H.; Aljazaeri, Z.R.; Myers, J.J. Effect of accelerated curing regimes on high volume Fly ash mixtures in precast manufacturing plants. Cem. Concr. Res. 2020, 131, 105913. [Google Scholar] [CrossRef]
- Kang, H.; Moon, J. Secondary curing effect on the hydration of ultra-high performance concrete. Constr. Build. Mater. 2021, 298, 123874. [Google Scholar] [CrossRef]
- Li, G.; Zhou, J.; Yue, J.; Gao, X.; Wang, K. Effects of nano-SiO2 and secondary water curing on the carbonation and chloride resistance of autoclaved concrete. Constr. Build. Mater. 2020, 235, 117465. [Google Scholar] [CrossRef]
- Rostami, V.; Shao, Y.; Boyd, A.J. Durability of concrete pipes subjected to combined steam and carbonation curing. Constr. Build. Mater. 2011, 25, 3345–3355. [Google Scholar] [CrossRef]
- Yim, H.J.; Park, S.J.; Jun, Y. Physicochemical and mechanical changes of thermally damaged cement pastes and concrete for re-curing conditions. Cem. Concr. Res. 2019, 125, 105831. [Google Scholar] [CrossRef]
- Joshi, S. Product environmental life-cycle assessment using input–output techniques. J. Ind. Ecol. 2000, 3, 95–120. [Google Scholar] [CrossRef]
- Li, X.J.; Zheng, Y.D. Using LCA to research carbon footprint for precast concrete piles during the building construction stage: A China study. J. Clean. Prod. 2020, 245, 118754. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Improvement | Age | Type of Concrete | Researchers |
|---|---|---|---|
| 47% | 1d | 100% cement, w/b = 0.45, binder = 360 kg/m3 | Vaasudevaa [7] |
| 15% | 1d | 100% cement, w/b = 0.40, binder = 400 kg/m3 | |
| 92% | 1d | 100% cement, w/b = 0.36, binder = 474 kg/m3 | Zhang [8] |
| 31% | 1d | 100% cement, w/b = 0.35, binder = 450 kg/m3 | Gesoğlu [9] |
| Improvement | Age | Type of Concrete | Researchers |
|---|---|---|---|
| −20% | 28 d | 100% cement, w/b = 0.4 | Calvo [18] |
| −6% | 28 d | 100% cement, w/b = 0.45, binder = 360 kg/m3 | Vaasudevaa [7] |
| 18% | 28 d | 100% cement, w/b = 0.40, binder = 400 kg/m3 | |
| −11% | 90 d | 100% cement, w/b = 0.36, binder = 474 kg/m3 | Zhang [8] |
| −12% | 28 d | 100% cement, w/b = 0.35, binder = 450 kg/m3 | Gesoğlu [9] |
| −14% | 56 d | 100% cement, w/b = 0.35, binder = 450 kg/m3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Zhan, Y.; Zhu, M.; Wang, S.; Liu, J.; Ning, N. A Review of the Effects of Raw Material Compositions and Steam Curing Regimes on the Performance and Microstructure of Precast Concrete. Materials 2022, 15, 2859. https://doi.org/10.3390/ma15082859
Zhou Y, Zhan Y, Zhu M, Wang S, Liu J, Ning N. A Review of the Effects of Raw Material Compositions and Steam Curing Regimes on the Performance and Microstructure of Precast Concrete. Materials. 2022; 15(8):2859. https://doi.org/10.3390/ma15082859
Chicago/Turabian StyleZhou, Yucheng, Yijian Zhan, Mintao Zhu, Shengyi Wang, Juanhong Liu, and Ning Ning. 2022. "A Review of the Effects of Raw Material Compositions and Steam Curing Regimes on the Performance and Microstructure of Precast Concrete" Materials 15, no. 8: 2859. https://doi.org/10.3390/ma15082859