
Destructive and Non-Destructive Testing of the Performance of Copper Slag Fiber-Reinforced Concrete

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Gradation of Fine Aggregate
2.3. Concrete Proportioning
3. Experimental Procedures
3.1. Destructive Testing
3.2. Non-Destructive Testing
3.2.1. Ultrasonic Pulse Velocity
3.2.2. Rebound Hammer Test
4. Results and Discussions
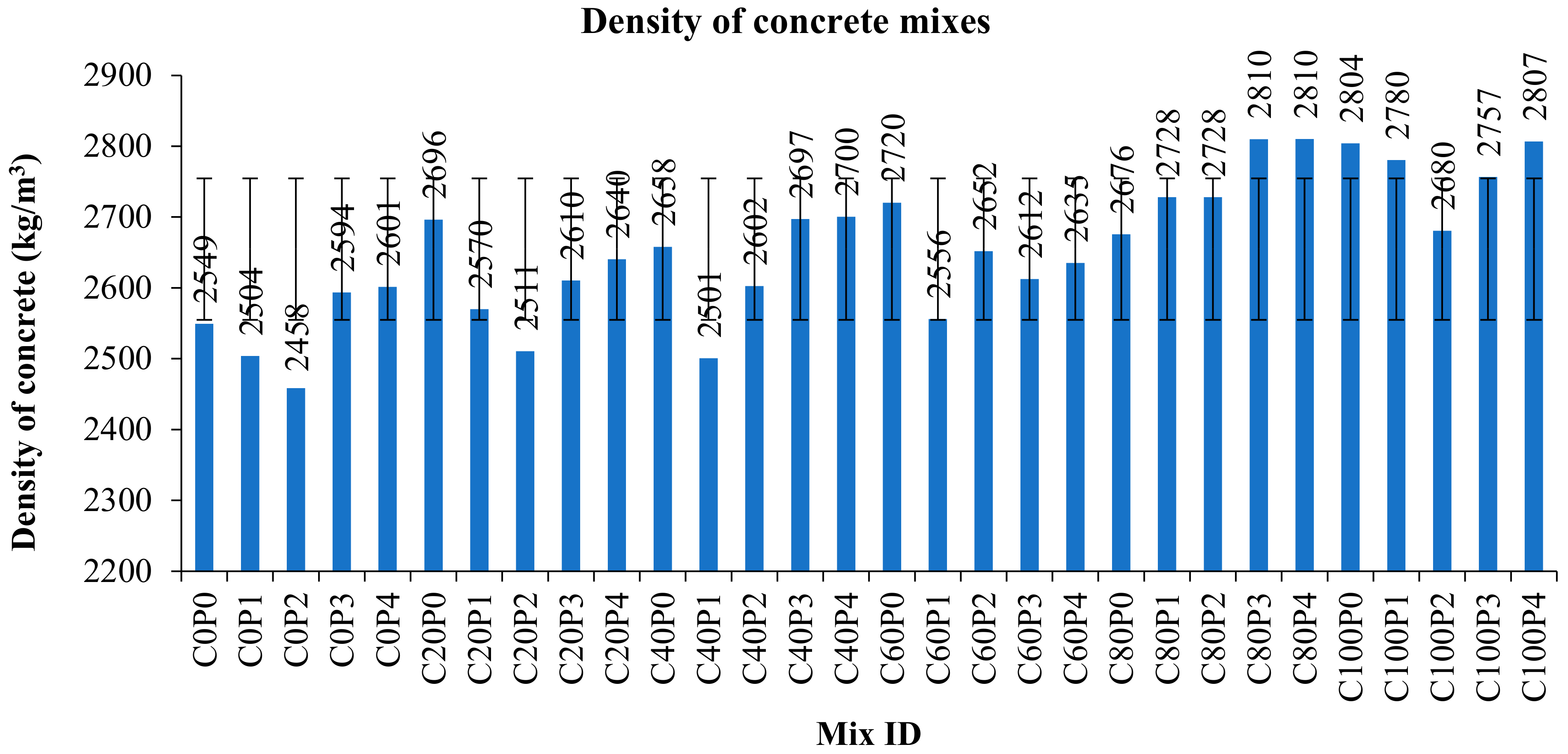
4.1. Density
4.2. Workability
4.3. Destructive Testing
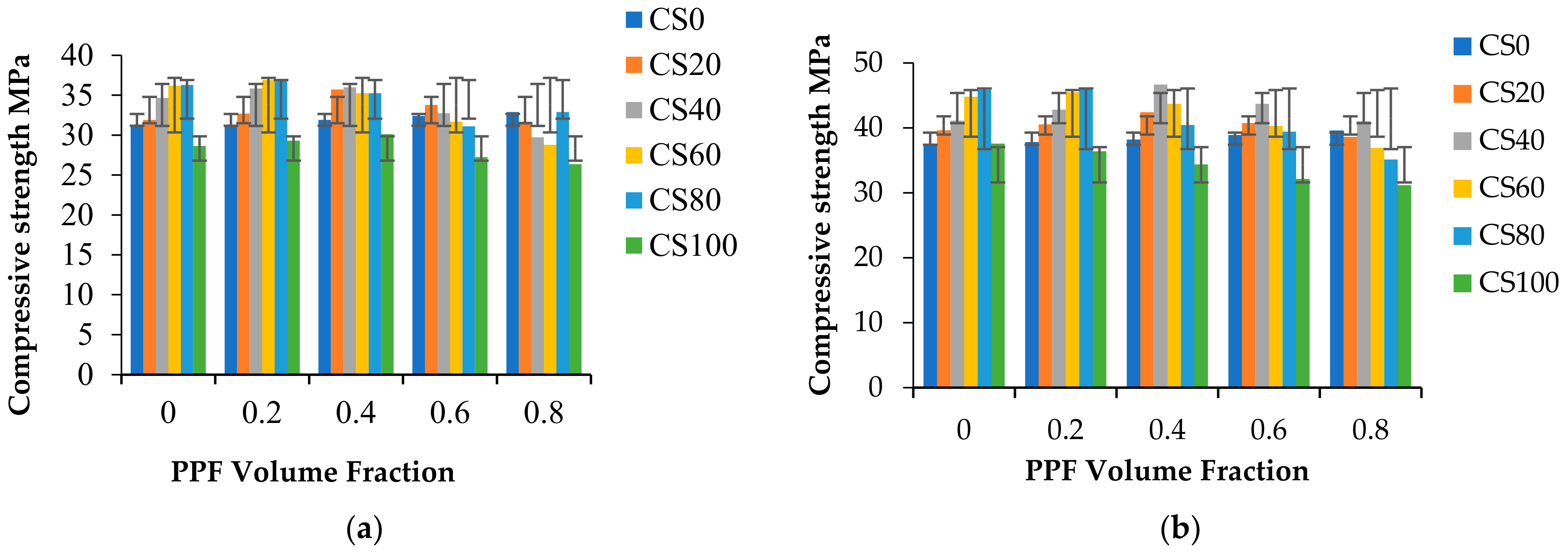
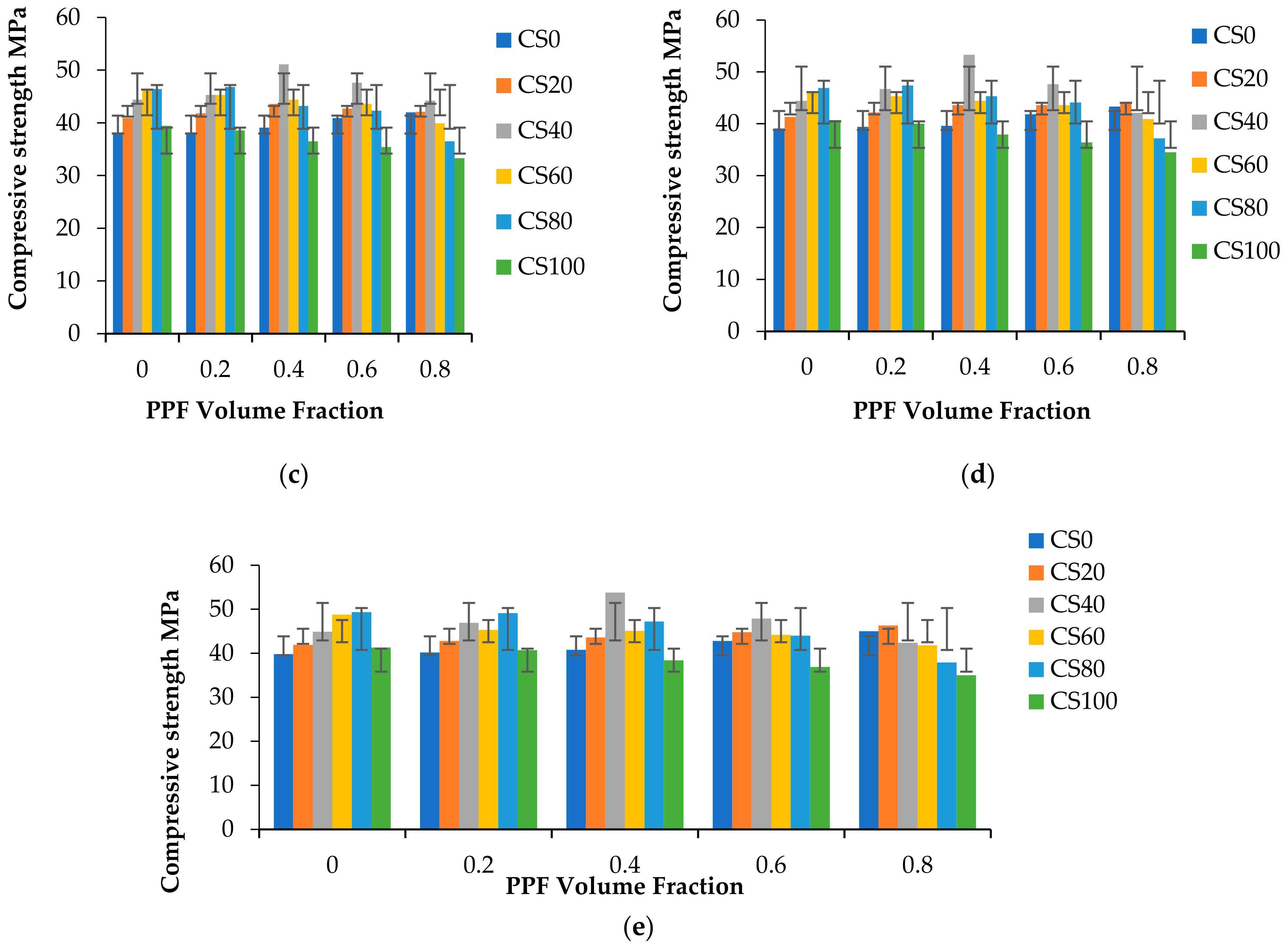
4.3.1. Compressive Strength
4.3.2. Compressive Strength of Cement Mortar
4.4. Non-Destructive Testing
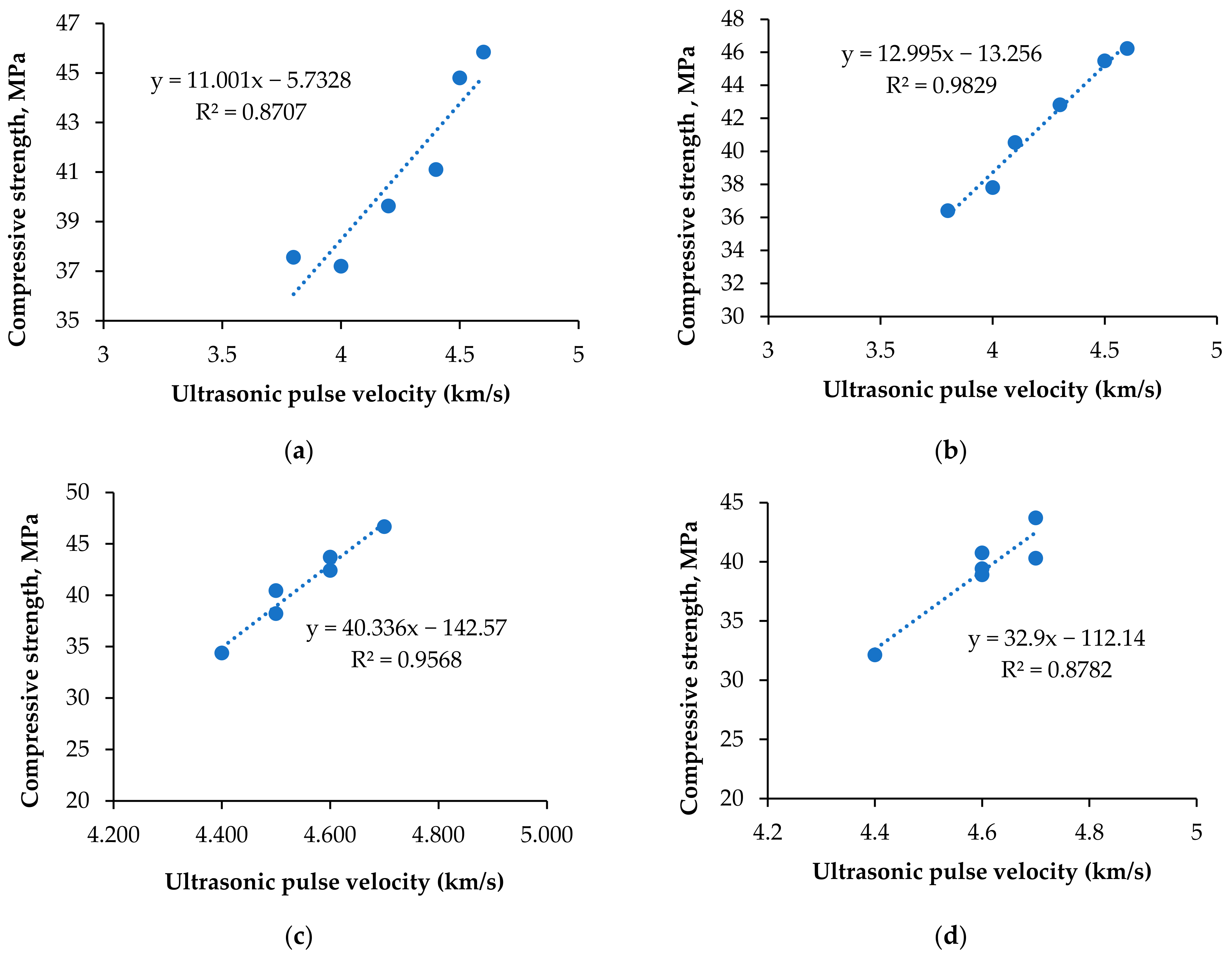
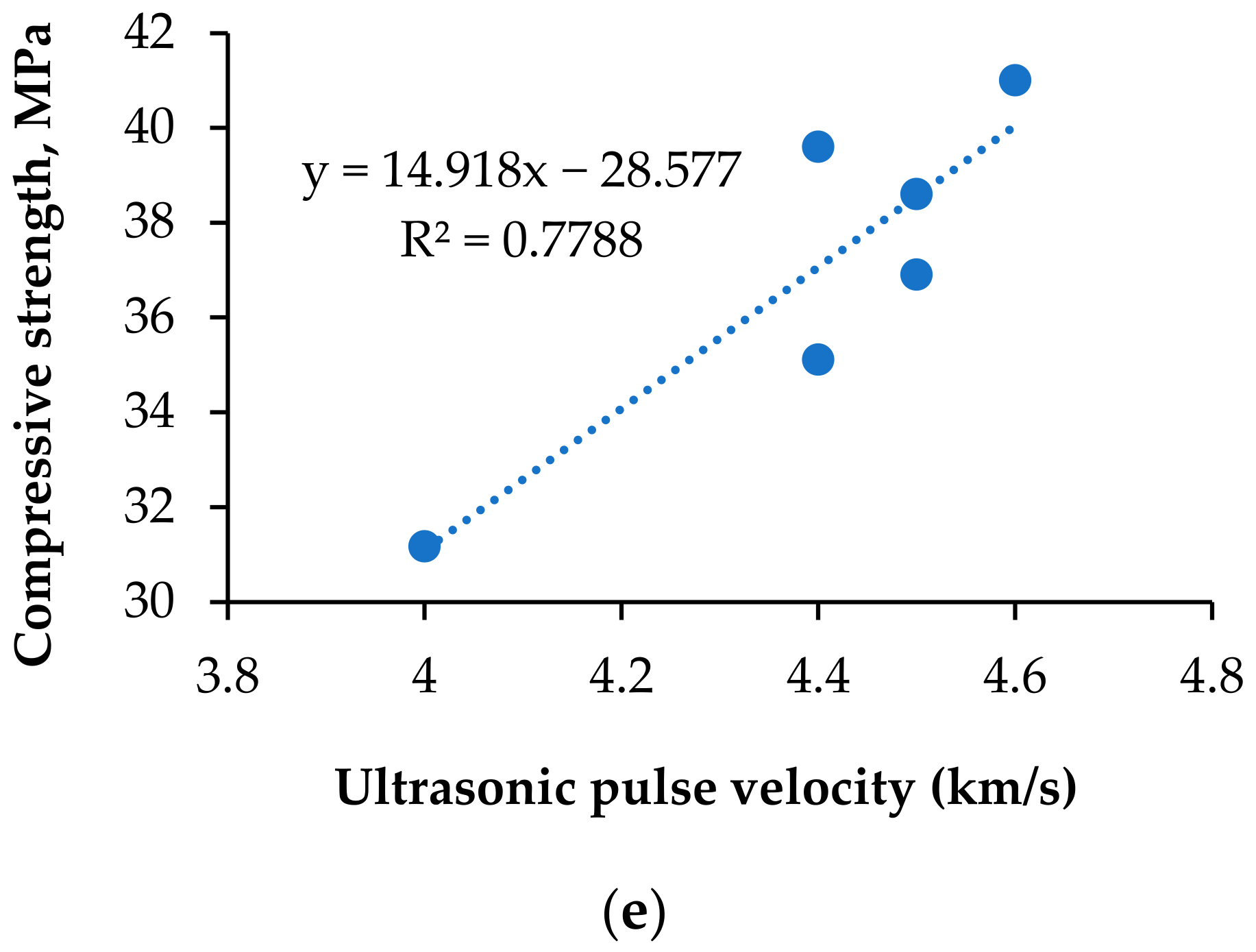
4.4.1. Ultrasonic Pulse Velocity
4.4.2. Rebound Hammer
4.5. Chemical Composition of Copper Slag
5. Conclusions
- -
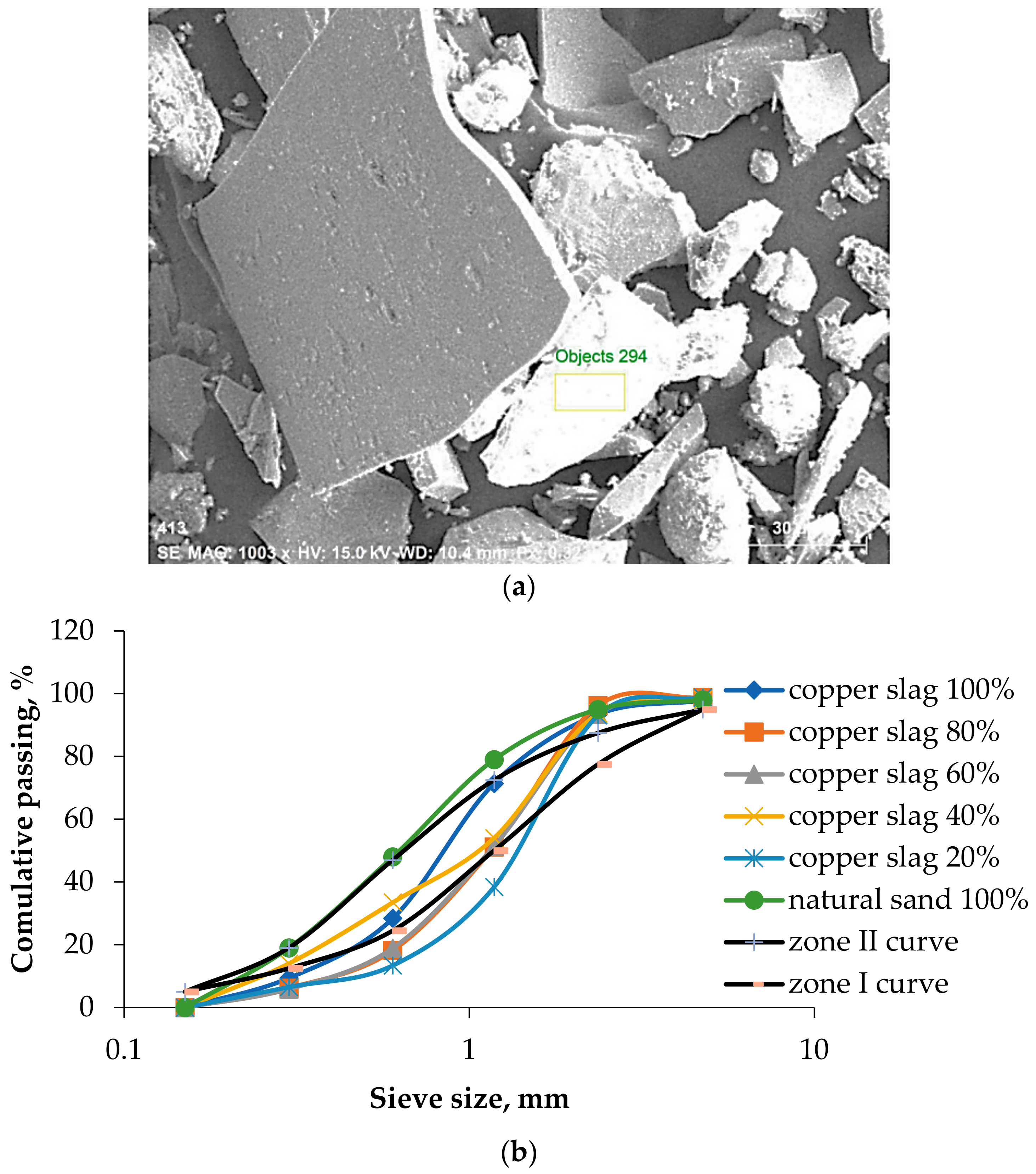
- Copper slag has sharp angular lines and points that bond between aggregates. It has dimensional stability due to its high density. The density of the concrete increased within the range of 5% to 10%.
- -
- In line with the IS: 383-1970, the gradation of 40% of copper slag replaced with sand fits with zone II. Copper slag 20%, 60%, 80%, and 100% replacements satisfy zone I criterion, which shows that the particle sizes are coarser than sand.
- -
- Fiber-reinforced concrete alone gives equivalent or lower strength when compared to the control. From our results, copper slag addition leads to a 35% increase in the compressive strength of concrete. The application of copper slag for mortar shows better results, up to 80% replacement. Compressive strength increased to 75% was reported against the reference mix.
- -
- The split tensile test of concrete disclosed that the maximum split tensile strength of 3.54 N/mm2 was perceived at the C40P4 mix, which was 31.58% greater than the control concrete. The maximum flexural strength of control concrete at 28 days for the C40P2 mix was 9.58 N/mm2, which is a 26.05% increase compared to control concrete.
- -
- In cement mortar, the maximum compressive strength at 28 days was 39.11 N/mm2 for 20% copper slag and 0.4% PPF, which was 83% higher than normal concrete.
- -
- Even 80% copper slag in cement mortar produced a compressive strength of 37.11 N/mm2 at 28 days, which was almost 75% greater than the compressive strength of the control mix.
- -
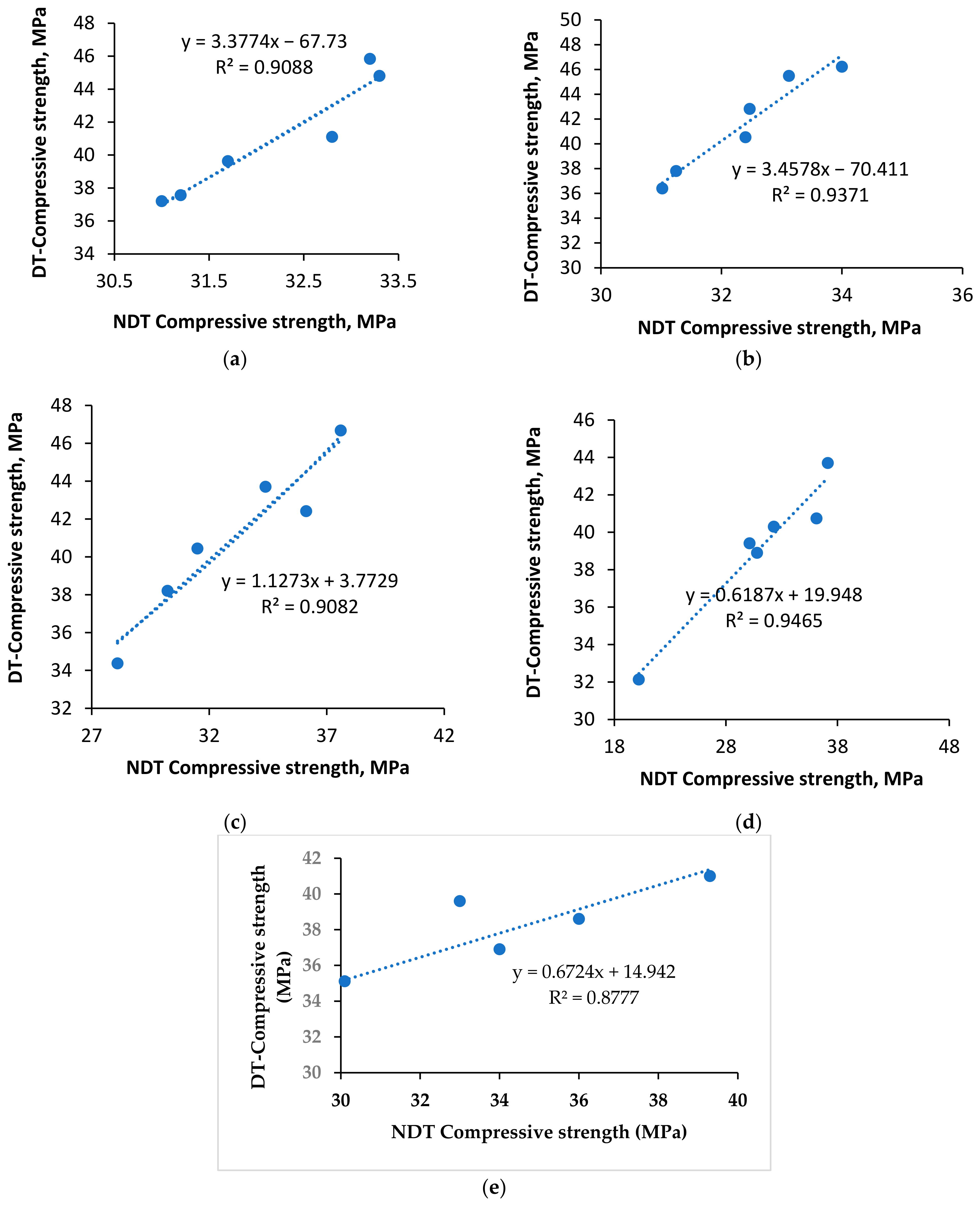
- The concrete quality is good, and, in fact, excellent according to the ultrasonic pulse velocity test. In the rebound hammer test, 87% of results showed 30 to 40 MPa strength values, while only 13% fell below 30 MPa. The regression analysis designed to predict the compressive strength through NDT testing provided a better fit with the true values.
- -
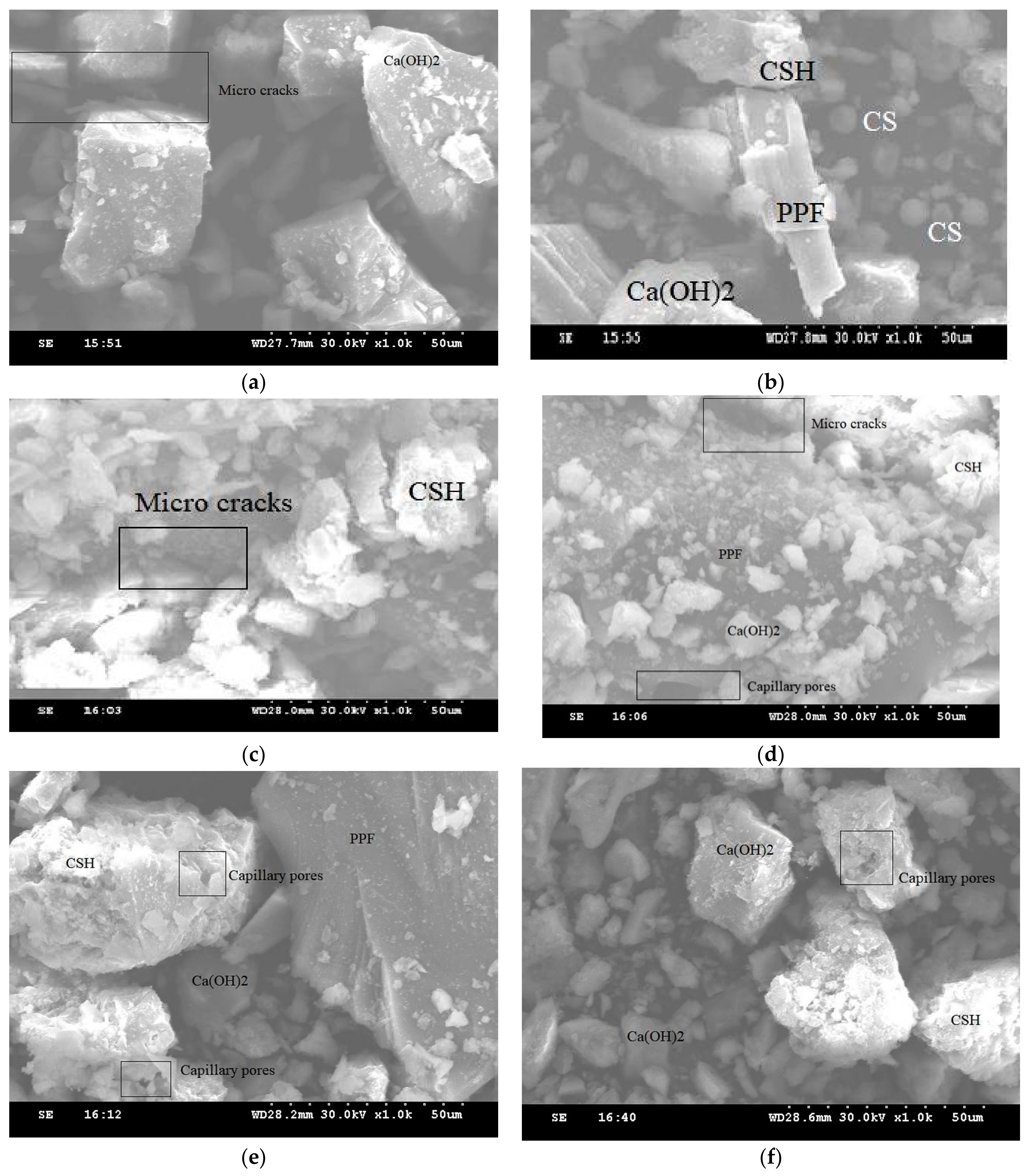
- The Ca(OH)2 crystalline structure freely available in the microstructure of control concrete is depleted in copper slag concrete, since the copper slag consumes the unreacted Ca(OH)2 to produce C–S–H gel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Correction Statement
References
- Amran, M.; Murali, G.; Khalid, N.H.A.; Fediuk, R.; Ozbakkaloglu, T.; Lee, Y.H.; Haruna, S.; Lee, Y.Y. Slag uses in making an ecofriendly and sustainable concrete: A review. Constr. Build. Mater. 2021, 272, 121942. [Google Scholar] [CrossRef]
- Fediuk, R.; Amran, M.; Vatin, N.; Vasilev, Y.; Lesovik, V.; Ozbakkaloglu, T. Acoustic properties of innovative concretes: A review. Materials 2021, 14, 398. [Google Scholar] [CrossRef] [PubMed]
- Gagg, C.R. Cement and concrete as an engineering material: An historic appraisal and case study analysis. Eng. Fail. Anal. 2014, 40, 114–140. [Google Scholar] [CrossRef]
- Mundra, S.; Sindhi, P.R.; Chandwani, V.; Nagar, R.; Agrawal, V. Crushed rock sand—An economical and ecological alternative to natural sand to optimize concrete mix. Perspect. Sci. 2016, 8, 345–347. [Google Scholar] [CrossRef]
- Kumar, P.; Singh, N. Influence of recycled concrete aggregates and coal bottom ash on various properties of high volume fly ash-self compacting concrete. J. Build. Eng. 2020, 32, 101491. [Google Scholar] [CrossRef]
- Aggarwal, Y.; Siddique, R. Microstructure and properties of concrete using bottom ash and waste foundry sand as partial replacement of fine aggregates. Constr. Build. Mater. 2014, 54, 210–223. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Murali, G.; Avudaiappan, S.; Ozbakkaloglu, T.; Vatin, N.; Karelina, M.; Klyuev, S.; Gholampour, A. Fly ash-based eco-efficient concretes: A comprehensive review of the short-term properties. Materials 2021, 14, 4264. [Google Scholar] [CrossRef]
- Amran, M.; Debbarma, S.; Ozbakkaloglu, T. Fly ash-based eco-friendly geopolymer concrete: A critical review of the long-term durability properties. Constr. Build. Mater. 2021, 270, 121857. [Google Scholar] [CrossRef]
- Amran, M.; Lee, Y.H.; Fediuk, R.; Murali, G.; Mosaberpanah, M.A.; Ozbakkaloglu, T.; Lee, Y.Y.; Vatin, N.; Klyuev, S.; Karelia, M. Palm oil fuel ash-based eco-friendly concrete composite: A critical review of the long-term properties. Materials 2021, 14, 7074. [Google Scholar] [CrossRef]
- Amran, M.; Murali, G.; Fediuk, R.; Vatin, N.; Vasilev, Y.; Abdelgader, H. Palm oil fuel ash-based eco-efficient concrete: A critical review of the short-term properties. Materials 2021, 14, 332. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Murali, G.; Vatin, N.; Klyuev, S.; Ozbakkaloglu, T.; Vasilev, Y. Use of recycled concrete aggregates in production of green cement-based concrete composites: A review. Crystals 2021, 11, 232. [Google Scholar] [CrossRef]
- Tolstoy, A.; Lesovik, V.; Fediuk, R.; Amran, M.; Gunasekaran, M.; Vatin, N.; Vasilev, Y. Production of greener high-strength concrete using russian quartz sandstone mine waste aggregates. Materials 2020, 13, 5575. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Klyuev, S.; Chulkova, I.; Ozbakkaloglu, T.; Vatin, N.; Karelina, M.; Azevedo, A. Design strategy for recycled aggregate concrete: A review of status and future perspectives. Crystals 2021, 11, 695. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, H.M.M.; Zeyad, A.M.; de Azevedo, A.R.G.; Klyuev, S.; Vatin, N.; Karelina, M. Capacity to develop recycled aggregate concrete in South East Asia. Buildings 2021, 11, 234. [Google Scholar] [CrossRef]
- Patel, D.; Shrivastava, R.; Tiwari, R.P.; Yadav, R.K. Properties of cement mortar in substitution with waste fine glass powder and environmental impact study. J. Build. Eng. 2020, 27, 100940. [Google Scholar] [CrossRef]
- Dai, J.; Wang, Q.; Xie, C.; Xue, Y.; Duan, Y.; Cui, X. The effect of fineness on the hydration activity index of ground granulated blast furnace slag. Materials 2019, 12, 2984. [Google Scholar] [CrossRef]
- Aprianti, E.; Shafigh, P.; Bahri, S.; Farahani, J.N. Supplementary cementitious materials origin from agricultural wastes—A review. Constr. Build. Mater. 2015, 74, 176–187. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Alyousef, R.; Alabduljabbar, H.; El-Zeadani, M. Clean production and properties of geopolymer concrete; A review. J. Clean. Prod. 2020, 251, 119679. [Google Scholar] [CrossRef]
- Wang, W.; Noguchi, T. Alkali-silica reaction (ASR) in the alkali-activated cement (AAC) system: A state-of-the-art review. Constr. Build. Mater. 2020, 252, 119105. [Google Scholar] [CrossRef]
- Samad, S.; Shah, A. Role of binary cement including supplementary cementitious material (SCM), in production of environmentally sustainable concrete: A critical review. Int. J. Sustain. Built Environ. 2017, 6, 663–674. [Google Scholar] [CrossRef]
- Yang, K.H.; Song, J.K.; Song, K.I. CO2 reduction assessment of alkali-activated concrete based on korean life-cycle inventory database. In Handbook of Low Carbon Concrete; Butterworth-Heinemann: Oxford, UK, 2017; pp. 139–157. [Google Scholar] [CrossRef]
- Tavasoli, S.; Nili, M.; Serpoosh, B. Effect of GGBS on the frost resistance of self-consolidating concrete. Constr. Build. Mater. 2018, 165, 717–722. [Google Scholar] [CrossRef]
- Mathew, B.J.; Sudhakar, M.; Natarajan, C. Strength, economic and sustainability characteristics of coal ash—GGBS based geopolymer concrete. Int. J. Comput. Eng. Res. 2013, 3, 207–212. [Google Scholar]
- Liu, S.; Li, L. Influence of fineness on the cementitious properties of steel slag. J. Therm. Anal. Calorim. 2014, 117, 629–634. [Google Scholar] [CrossRef]
- Mengxiao, S.; Qiang, W.; Zhikai, Z. Comparison of the properties between high-volume fly ash concrete and high-volume steel slag concrete under temperature matching curing condition. Constr. Build. Mater. 2015, 98, 649–655. [Google Scholar] [CrossRef]
- Onn, C.C.; Mo, K.H.; Radwan, M.K.H.; Liew, W.H.; Ng, C.G.; Yusoff, S. Strength, carbon footprint and cost considerations of mortar blends with high volume ground granulated blast furnace slag. Sustainability 2019, 11, 7194. [Google Scholar] [CrossRef]
- Siddique, R.; Bennacer, R. Use of iron and steel industry by-product (GGBS) in cement paste and mortar. Resour. Conserv. Recycl. 2012, 69, 29–34. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P. Hydration properties of basic oxygen furnace steel slag. Constr. Build. Mater. 2010, 24, 1134–1140. [Google Scholar] [CrossRef]
- Li, J.; Yu, Q.; Wei, J.; Zhang, T. Structural characteristics and hydration kinetics of modified steel slag. Cem. Concr. Res. 2011, 41, 324–329. [Google Scholar] [CrossRef]
- Hu, J. Comparison between the effects of superfine steel slag and superfine phosphorus slag on the long-term performances and durability of concrete. J. Therm. Anal. Calorim. 2017, 128, 1251–1263. [Google Scholar] [CrossRef]
- Zhang, T.; Yu, Q.; Wei, J.; Li, J. Investigation on mechanical properties, durability and micro-structural development of steel slag blended cements. J. Therm. Anal. Calorim. 2012, 110, 633–639. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Mi, G. Effect of blended steel slag-GBFS mineral admixture on hydration and strength of cement. Constr. Build. Mater. 2012, 35, 8–14. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, D.; Yan, P. Design and experimental study of a ternary blended cement containing high volume steel slag and blast-furnace slag based on fuller distribution model. Constr. Build. Mater. 2017, 140, 248–256. [Google Scholar] [CrossRef]
- Atahan, H.N.; Dikme, D. Use of mineral admixtures for enhanced resistance against sulfate attack. Constr. Build. Mater. 2011, 25, 3450–3457. [Google Scholar] [CrossRef]
- Attari, A.; McNally, C.; Richardson, M.G. A COMBINED SEM—Calorimetric approach for assessing hydration and porosity development in GGBS concrete. Cem. Concr. Compos. 2016, 68, 46–56. [Google Scholar] [CrossRef]
- Smirnova, O.M.; Potyomkin, D.A. Influence of ground granulated blast furnace slag properties on the superplasticizers effect. Int. J. Civ. Eng. Technol. 2018, 9, 874–880. [Google Scholar]
- Hong, C.W.; Lee, J.I.; Ryu, J.H. Effect of copper slag as a fine aggregate on the properties of concrete. J. Ceram. Process. Res. 2017, 18, 324–328. [Google Scholar]
- Tang, Y.X.; Lee, Y.H.; Amran, M.; Fediuk, R.; Vatin, N.; Kueh, A.B.H.; Lee, Y.Y. Artificial Neural Network-Forecasted Compression Strength of Alkaline-Activated Slag Concretes. Sustainability 2022, 14, 5214. [Google Scholar] [CrossRef]
- Chin, W.Q.; Lee, Y.H.; Amran, M.; Fediuk, R.; Vatin, N.; Kueh, A.B.H.; Lee, Y.Y. A sustainable reuse of agro-industrial wastes into green cement bricks. Materials 2022, 15, 1713. [Google Scholar] [CrossRef]
- Lee, J.Y.; Choi, J.S.; Yuan, T.F.; Yoon, Y.S.; Mitchell, D. Comparing properties of concrete containing electric arc furnace slag and granulated blast furnace slag. Materials 2019, 12, 1371. [Google Scholar] [CrossRef]
- Bostanci, S.C. Use of waste marble dust and recycled glass for sustainable concrete production. J. Clean. Prod. 2020, 251, 119785. [Google Scholar] [CrossRef]
- Amran, M.; Al-Fakih, A.; Chu, S.H.; Fediuk, R.; Haruna, S.; Azevedo, A.; Vatin, N. Long-term durability properties of geopolymer concrete: An in-depth review. Case Stud. Constr. Mater. 2021, 15, e00661. [Google Scholar] [CrossRef]
- Siddika, A.; Amin, M.R.; Rayhan, M.A.; Islam, M.S.; Al Mamun, M.A.; Alyousef, R.; Mugahed Amran, Y.H. Performance of sustainable green concrete incorporated with fly ash, rice husk ash, and stone dust. Acta Polytech. 2021, 61, 279–291. [Google Scholar] [CrossRef]
- Chithra, S.; Senthil Kumar, S.R.R.; Chinnaraju, K. The effect of colloidal nano-silica on workability, mechanical and durability properties of high performance concrete with copper slag as partial fine aggregate. Constr. Build. Mater. 2016, 113, 794–804. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Hisada, M.; Al-Oraimi, S.K.; Al-Saidy, A.H. Copper slag as sand replacement for high performance concrete. Cem. Concr. Compos. 2009, 31, 483–488. [Google Scholar] [CrossRef]
- Mavroulidou, M. Mechanical properties and durability of concrete with water cooled copper slag aggregate. Waste Biomass Valoriz. 2017, 8, 1841–1854. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Hisada, M.; Al-Saidy, A.H.; Al-Oraimi, S.K. Performance of high strength concrete made with copper slag as a fine aggregate. Constr. Build. Mater. 2009, 23, 2132–2140. [Google Scholar] [CrossRef]
- Ambily, P.S.; Umarani, C.; Ravisankar, K.; Prem, P.R.; Bharatkumar, B.H.; Iyer, N.R. Studies on ultra high performance concrete incorporating copper slag as fine aggregate. Constr. Build. Mater. 2015, 77, 233–240. [Google Scholar] [CrossRef]
- Siddique, S.; Chaudhary, S.; Shrivastava, S.; Gupta, T. Sustainable utilisation of ceramic waste in concrete: Exposure to adverse conditions. J. Clean. Prod. 2019, 210, 246–255. [Google Scholar] [CrossRef]
- Kim, H.K. Utilization of sieved and ground coal bottom ash powders as a coarse binder in high-strength mortar to improve workability. Constr. Build. Mater. 2015, 91, 57–64. [Google Scholar] [CrossRef]
- Brindha, D.; Baskaran, T.; Nagan, S. Assessment of corrosion and durability characteristics of copper slag admixed concrete. Int. J. Civ. Struct. Eng. 2010, 1, 192–210. [Google Scholar]
- Abdelgader, H.S.; Kurpińska, M.; Amran, M. Effect of slag coal ash and foamed glass on the mechanical properties of two-stage concrete. Mater. Today Proc. 2022, 58, 1091–1097. [Google Scholar] [CrossRef]
- Raju, S.; Rathinam, J.; Dharmar, B.; Rekha, S.; Avudaiappan, S.; Amran, M.; Usanova, K.I.; Fediuk, R.; Guindos, P.; Ramamoorthy, R.V. Cyclically loaded copper slag admixed reinforced concrete beams with cement partially replaced with fly ash. Materials 2022, 15, 3101. [Google Scholar] [CrossRef]
- Mashrei, M.A.; Sultan, A.A.; Mahdi, A.M. Effects of polypropylene fibers on compressive and flexural strength of concrete material. Int. J. Civ. Eng. Technol. 2018, 9, 2208–2217. [Google Scholar]
- Lesovik, V.; Fediuk, R.; Amran, M.; Alaskhanov, A.; Volodchenko, A.; Murali, G.; Uvarov, V.; Elistratkin, M. 3D-printed mortars with combined steel and polypropylene fibers. Fibers 2021, 9, 79. [Google Scholar] [CrossRef]
- Chakrawarthi, V.; Avudaiappan, S.; Amran, M.; Dharmar, B.; Raj Jesuarulraj, L.; Fediuk, R.; Saavedra Flores, E. Impact resistance of polypropylene fibre-reinforced alkali–Activated copper slag concrete. Materials 2021, 14, 7735. [Google Scholar] [CrossRef]
- Pothisiri, T.; Soklin, C. Effects of mixing sequence of polypropylene fibers on spalling resistance of normal strength concrete. Eng. J. 2014, 18, 55–63. [Google Scholar] [CrossRef]
- Amran, M.; Huang, S.-S.; Debbarma, S.; Rashid, R.S. Fire resistance of geopolymer concrete: A critical review. Constr. Build. Mater. 2022, 324, 126722. [Google Scholar] [CrossRef]
- Sohaib, N.; Mamoon, R.; Sana, G.; Seemab, F. Using polypropylene fibers in concrete to achieve maximum strength. In Proceedings of the Eighth International Conference on Advances in Civil and Structural Engineering—CSE, Kuala Lumpur, Malaysia, 3–4 February 2018. [Google Scholar] [CrossRef]
- Chakrawarthi, V.; Darmar, B.; Elangovan, A. Copper slag concrete admixed with polypropylene fibres. Gradjevinar 2016, 68, 95–104. [Google Scholar] [CrossRef]
- Hsie, M.; Tu, C.; Song, P.S. Mechanical properties of polypropylene hybrid fiber-reinforced concrete. Mater. Sci. Eng. A 2008, 494, 153–157. [Google Scholar] [CrossRef]
- Mubarak, M.; Muhammad Rashid, R.S.; Amran, M.; Fediuk, R.; Vatin, N.; Klyuev, S. Mechanical properties of high-performance hybrid fibre-reinforced concrete at elevated temperatures. Sustainability 2021, 13, 13392. [Google Scholar] [CrossRef]
- Abid, S.R.; Murali, G.; Amran, M.; Vatin, N.; Fediuk, R.; Karelina, M. Evaluation of mode II fracture toughness of hybrid fibrous geopolymer composites. Materials 2021, 14, 349. [Google Scholar] [CrossRef] [PubMed]
- IS:8112-1989; Specification for 43 Grade Ordinary Portland Cement. Bureau of Indian Standards: New Delhi, India, 2013; p. 17.
- IS:2386-1963; Methods of Test for Aggregates for Concrete. Bureau of Indian Standards: New Delhi, India, 1963; pp. 1–14.
- Prem, P.R.; Verma, M.; Ambily, P.S. Sustainable cleaner production of concrete with high volume copper slag. J. Clean. Prod. 2018, 193, 43–58. [Google Scholar] [CrossRef]
- Wang, R.; Shi, Q.; Li, Y.; Cao, Z.; Si, Z. A critical review on the use of copper slag (CS) as a substitute constituent in concrete. Constr. Build. Mater. 2021, 292, 123371. [Google Scholar] [CrossRef]
- Vijayaprabha, C.; Brindha, D. Investigation on cyclic behaviour of FRC beams incorporating copper slag as sustainable waste. J. Mater. Eng. Struct. 2020, 7, 293–306. [Google Scholar]
- IS 1199:1959; Indian Standard Methods of Sampling and Analysis of Concrete. Bureau of Indian Standards: New Delhi, India, 2004; pp. 1199–1959.
- IS 516; Method of Tests for Strength of Concrete. Bureau of Indian Standards: New Delhi, India, 1959; pp. 1–30.
- IS 13311-2; Method of Non-Destructive Testing of Concret-Methods of Test, Part 2: Rebound Hammer. Bureau of Indian Standards: New Delhi, India, 1992.
- Gabasiane, T.S.; Danha, G.; Mamvura, T.A.; Mashifana, T.; Dzinomwa, G. Characterization of copper slag for beneficiation of iron and copper. Heliyon 2021, 7, e06757. [Google Scholar] [CrossRef]
- Raju, S.; Dharmar, B. Studies on flexural behavior of reinforced concrete beams with copper slag and fly ash. Struct. Concr. 2020, 21, 107–116. [Google Scholar] [CrossRef]
- Mithun, B.M.; Narasimhan, M.C. Performance of alkali activated slag concrete mixes incorporating copper slag as fine aggregate. J. Clean. Prod. 2016, 112, 837–844. [Google Scholar] [CrossRef]
- Chithra, S.; Kumar, S.R.R.S.; Chinnaraju, K.; Alfin Ashmita, F. A comparative study on the compressive strength prediction models for high performance concrete containing nano silica and copper slag using regression analysis and artificial neural networks. Constr. Build. Mater. 2016, 114, 528–535. [Google Scholar] [CrossRef]
- Siddique, R.; Singh, M.; Jain, M. Recycling copper slag in steel fibre concrete for sustainable construction. J. Clean. Prod. 2020, 271, 122559. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Al-Saidy, A.H.; Taha, R. Effect of copper slag as a fine aggregate on the properties of cement mortars and concrete. Constr. Build. Mater. 2011, 25, 933–938. [Google Scholar] [CrossRef]
- Wu, W.; Zhang, W.; Ma, G. Optimum content of copper slag as a fine aggregate in high strength concrete. Mater. Des. 2010, 31, 2878–2883. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Abdelgader, H.S.; Murali, G.; Ozbakkaloglu, T.; Lee, Y.H.; Lee, Y.Y. Fiber-reinforced alkali-activated concrete: A review. J. Build. Eng. 2022, 45, 103638. [Google Scholar] [CrossRef]
- Dash, M.K.; Patro, S.K.; Rath, A.K. Sustainable use of industrial-waste as partial replacement of fine aggregate for preparation of concrete–A review. Int. J. Sustain. Built Environ. 2016, 5, 484–516. [Google Scholar] [CrossRef]
- Shi, C.; Meyer, C.; Behnood, A. Utilization of copper slag in cement and concrete. Resour. Conserv. Recycl. 2008, 52, 1115–1120. [Google Scholar] [CrossRef]
- Sudarvizhi, M.; Ilangovan, R. Performance of copper slag and ferrous slag as partial replacement of sand in concrete. Int. J. Civ. Struct. Eng. 2011, 1, 918–927. [Google Scholar]
- Zhong, H.; Zhang, M. Experimental study on engineering properties of concrete reinforced with hybrid recycled tyre steel and polypropylene fibres. J. Clean. Prod. 2020, 259, 120914. [Google Scholar] [CrossRef]
- Gebretsadik, B.; Jadidi, K.; Farhangi, V.; Karakouzian, M. Application of ultrasonic measurements for the evaluation of steel fiber reinforced concrete. Eng. Technol. Appl. Sci. Res. 2021, 11, 6662–6667. [Google Scholar] [CrossRef]
- Ramli, M.; Hoe, K.W. Influences of short discrete fibers in high strength concrete with very coarse sand. Am. J. Appl. Sci. 2010, 7, 1572–1578. [Google Scholar] [CrossRef]
- Lee, S. Effect of nylon fiber addition on the performance of recycled aggregate concrete. Appl. Sci. 2019, 9, 767. [Google Scholar] [CrossRef]
- Khademi, F.; Akbari, M.; Jamal, S.M. Prediction of concrete compressive strength using ultrasonic pulse velocity test and artificial neural network modeling. Rev. Romana Mater. 2016, 46, 343–350. [Google Scholar]
- Badache, A.; Benosman, A.S.; Senhadji, Y.; Mouli, M. Thermo-physical and mechanical characteristics of sand-based lightweight composite mortars with recycled high-density polyethylene (HDPE). Constr. Build. Mater. 2018, 163, 40–52. [Google Scholar] [CrossRef]
- Ahmmad, R.; Jumaat, M.Z.; Alengaram, U.J.; Bahri, S.; Rehman, M.A.; Bin Hashim, H. Performance evaluation of palm oil clinker as coarse aggregate in high strength lightweight concrete. J. Clean. Prod. 2016, 112, 566–574. [Google Scholar] [CrossRef]
- Sreenivasulu, C.; Guru Jawahar, J.; Sashidhar, C. Effect of copper slag on micro, macro, and flexural characteristics of geopolymer concrete. J. Mater. Civ. Eng. 2020, 32, 04020086. [Google Scholar] [CrossRef]
- Murari, K.; Siddique, R.; Jain, K.K. Use of waste copper slag, a sustainable material. J. Mater. Cycles Waste Manag. 2015, 17, 13–26. [Google Scholar] [CrossRef]
- Najimi, M.; Sobhani, J.; Pourkhorshidi, A.R. Durability of copper slag contained concrete exposed to sulfate attack. Constr. Build. Mater. 2011, 25, 1895–1905. [Google Scholar] [CrossRef]
- Wu, W.; Zhang, W.; Ma, G. Mechanical properties of copper slag reinforced concrete under dynamic compression. Constr. Build. Mater. 2010, 24, 910–917. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types of Aggregate | Specific Gravity | Bulk Density (g/cm3) | Fineness Modulus | Water Absorption (%) |
|---|---|---|---|---|
| Sand | 2.51 | 1.42 | 3.37 | 1.25 |
| Copper Slag | 3.56 | 1.75 | 3.00 | 0.15 |
| Coarse aggregate | 2.80 | 1.38 | 6.13 | 0.92 |
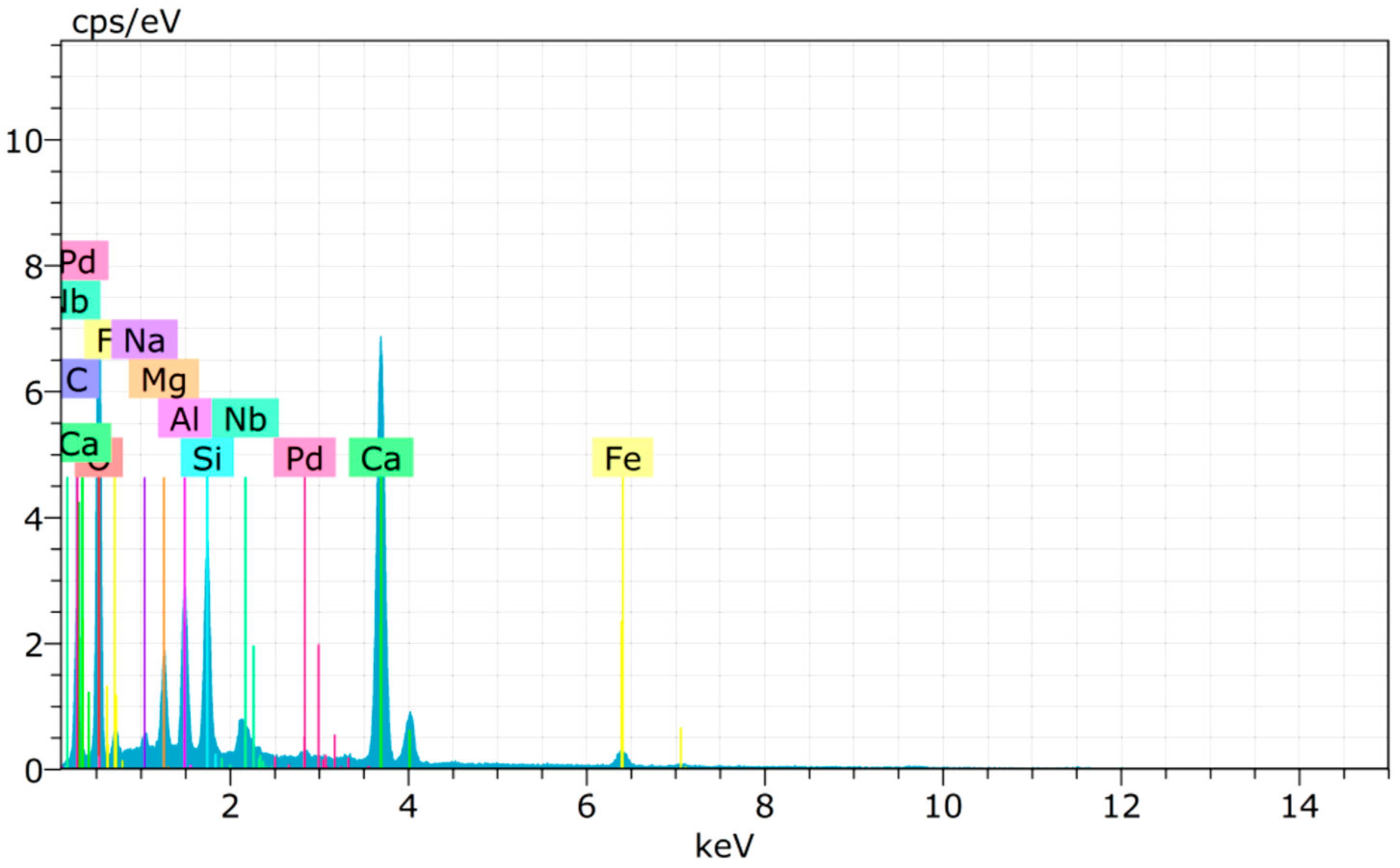
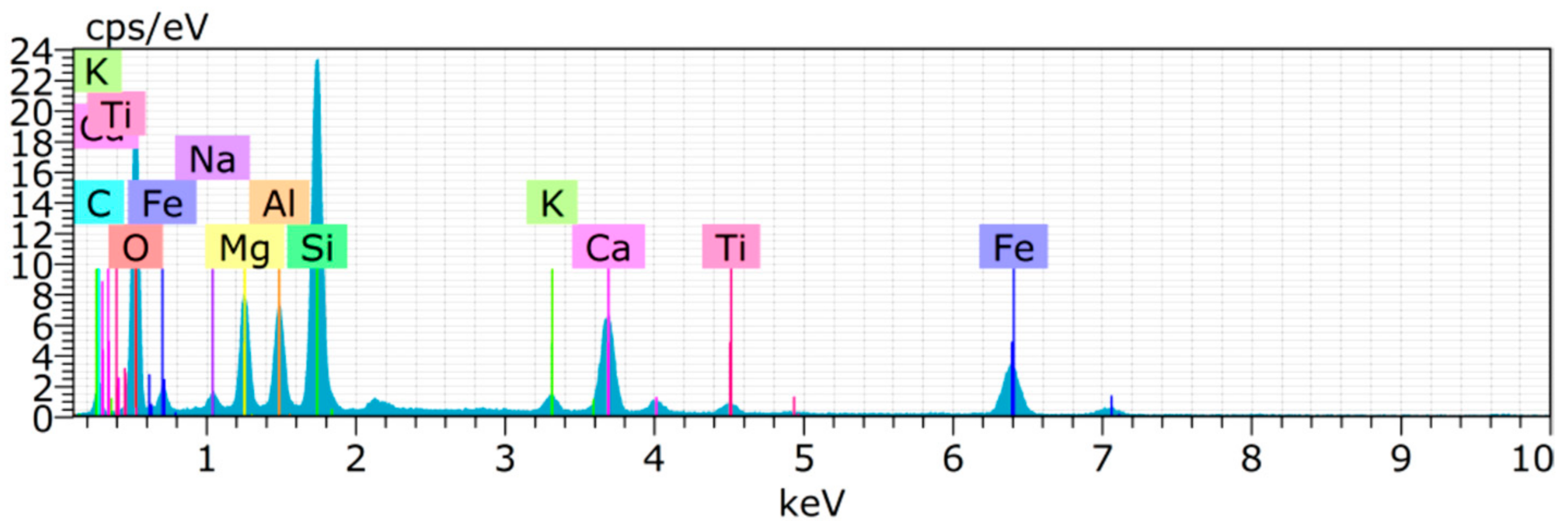
| Chemical Composition | Cement | Copper Slag | Sand | Polypropylene Fiber |
|---|---|---|---|---|
| (%) | ||||
| Oxide (O) | 45.28 | 45.96 | 43.4 | - |
| Silica (Si) | 4.21 | 12.87 | 48.22 | 0.2 |
| Ferrous (Fe) | 3.38 | 9.73 | 0.4 | - |
| Calcium (Ca) | 26.34 | 8.79 | - | - |
| Carbon (C) | 12.51 | 8.55 | 7.97 | 99.04 |
| Magnesium (Mg) | 2.11 | 5.73 | - | 0.1 |
| Aluminum (Al) | 3.37 | 4.59 | - | - |
| Sodium (Na) | 0.56 | 1.31 | - | - |
| Titanium (Ti) | - | 1.27 | - | - |
| Potassium (K) | - | 1.19 | - | - |
| Palladium (Pd) | 0.47 | - | - | 0.51 |
| Fluorine (F) | - | - | - | 0.14 |
| No. | ID | Copper Slag (%) | PPF (%) | Quantity (kg/m3) | |||||
|---|---|---|---|---|---|---|---|---|---|
| Cement | Fine Aggregate | Copper Slag | Coarse Aggregate | Water | PPF | ||||
| 1 | Control mix | CS0 | 0 | 363 | 620 | 0 | 1343 | 148.8 | 0 |
| 2 | C0P1 | 0.2 | 363 | 619 | 0 | 1343 | 148.8 | 1.82 | |
| 3 | C0P2 | 0.4 | 363 | 618 | 0 | 1343 | 148.8 | 3.64 | |
| 4 | C0P3 | 0.6 | 363 | 616 | 0 | 1343 | 148.8 | 5.46 | |
| 5 | C0P4 | 0.8 | 363 | 615 | 0 | 1343 | 148.8 | 7.28 | |
| 6 | C20P0 | CS20 | 0 | 363 | 496 | 178 | 1343 | 148.8 | 0 |
| 7 | C20P1 | 0.2 | 363 | 495 | 177 | 1343 | 148.8 | 1.82 | |
| 8 | C20P2 | 0.4 | 363 | 494 | 177 | 1343 | 148.8 | 3.64 | |
| 9 | C20P3 | 0.6 | 363 | 493 | 176 | 1343 | 148.8 | 5.46 | |
| 10 | C20P4 | 0.8 | 363 | 492 | 176 | 1343 | 148.8 | 7.28 | |
| 11 | C40P0 | CS40 | 0 | 363 | 372 | 355 | 1343 | 148.8 | 0 |
| 12 | C40P1 | 0.2 | 363 | 371 | 354 | 1343 | 148.8 | 1.82 | |
| 13 | C40P2 | 0.4 | 363 | 371 | 354 | 1343 | 148.8 | 3.64 | |
| 14 | C40P3 | 0.6 | 363 | 370 | 353 | 1343 | 148.8 | 5.46 | |
| 15 | C40P4 | 0.8 | 363 | 369 | 352 | 1343 | 148.8 | 7.28 | |
| 16 | C60P0 | CS60 | 0 | 363 | 248 | 533 | 1343 | 148.8 | 0 |
| 17 | C60P1 | 0.2 | 363 | 247 | 531 | 1343 | 148.8 | 1.82 | |
| 18 | C60P2 | 0.4 | 363 | 247 | 530 | 1343 | 148.8 | 3.64 | |
| 19 | C60P3 | 0.6 | 363 | 246 | 529 | 1343 | 148.8 | 5.46 | |
| 20 | C60P4 | 0.8 | 363 | 246 | 528 | 1343 | 148.8 | 7.28 | |
| 21 | C80P0 | CS80 | 0 | 363 | 124 | 708 | 1343 | 148.8 | 0 |
| 22 | C80P1 | 0.2 | 363 | 124 | 708 | 1343 | 148.8 | 1.82 | |
| 23 | C80P2 | 0.4 | 363 | 124 | 707 | 1343 | 148.8 | 3.64 | |
| 24 | C80P3 | 0.6 | 363 | 123 | 705 | 1343 | 148.8 | 5.46 | |
| 25 | C80P4 | 0.8 | 363 | 123 | 704 | 1343 | 148.8 | 7.28 | |
| 26 | C100P0 | CS100 | 0 | 363 | 620 | 0 | 1343 | 148.8 | 0 |
| 27 | C100P1 | 0.2 | 363 | 620 | 0 | 1343 | 148.8 | 1.82 | |
| 28 | C100P2 | 0.4 | 363 | 620 | 0 | 1343 | 148.8 | 3.64 | |
| 29 | C100P3 | 0.6 | 363 | 620 | 0 | 1343 | 148.8 | 5.46 | |
| 30 | C100P4 | 0.8 | 363 | 620 | 0 | 1343 | 148.8 | 7.28 | |
| No. | Name of the Testing | Duration of Testing in Days | Dimension in mm | No. of Proportions | No. of Specimens for Each Testing | Total No. of Specimens |
|---|---|---|---|---|---|---|
| 1 | Compressive strength of concrete | 7, 28, 56, 90, 180 | 150 × 150 × 150 | 30 | 15 per proportion | 450 |
| 2 | Ultrasonic pulse velocity test | 28 | 150 × 150 × 150 | 30 | Before testing the compressive strength of concrete | |
| 3 | Rebound hammer test | 28 | 150 × 150 × 150 | 30 | Before testing the compressive strength of concrete | |
| 4 | SEM | 28 | - | 6 | Powder sample collected after crushing | |
| 5 | Flexural strength of concrete | 28 | 150 × 150 × 500 | 30 | 3 | 90 |
| 6 | Compressive strength of cement mortar | 7, 28 | 70.6 × 70.6 × 70.6 | 18 | 6 | 108 |
| No. | Pulse Velocity (m/sec) | Quality of Concrete |
|---|---|---|
| 1 | >4500 | Excellent |
| 2 | 3500 to 4500 | Good |
| 3 | 3000 to 3500 | Medium |
| 4 | <3000 | Doubtful |
| Mix ID | Compressive Strength of Cement Mortar at 7 Days in MPa | Compressive Strength of Cement Mortar at 28 Days in MPa | Percentage Increase in Strength at 7 Days Compared to Control Specimen | Percentage Increase in Strength at 28 Days Compared to Control Specimen |
|---|---|---|---|---|
| C0P0 | 16.00 | 21.30 | _ | _ |
| C0P1 | 23.11 | 23.11 | 44.44 | 8.50 |
| C0P2 | 19.56 | 26.67 | 22.25 | 25.21 |
| C20P0 | 17.78 | 28.44 | 11.13 | 33.52 |
| C20P1 | 21.33 | 37.33 | 33.31 | 75.26 |
| C20P2 | 37.33 | 39.11 | 133.31 | 83.62 |
| C40P0 | 17.78 | 23.11 | 11.13 | 8.50 |
| C40P1 | 19.56 | 30.22 | 22.25 | 41.88 |
| C40P2 | 28.44 | 33.78 | 77.75 | 58.59 |
| C60P0 | 21.33 | 26.66 | 33.31 | 25.16 |
| C60P1 | 24.89 | 28.44 | 55.56 | 33.52 |
| C60P2 | 26.67 | 32.00 | 66.69 | 50.23 |
| C80P0 | 24.89 | 24.88 | 55.56 | 16.81 |
| C80P1 | 28.44 | 33.77 | 77.75 | 58.54 |
| C80P2 | 30.22 | 37.33 | 88.88 | 75.26 |
| C100P0 | 17.78 | 26.67 | 11.13 | 25.21 |
| C100P1 | 19.56 | 28.44 | 22.25 | 33.52 |
| C100P2 | 23.11 | 30.22 | 44.44 | 41.88 |
| Mix ID | Mean Compressive Strength at 28 Days (σc) | Mean Tensile Strength at 28 Days (σt) | Mean Flexural Strength at 28 Days (σf) | |||
|---|---|---|---|---|---|---|
| C0P0 | 37.2 | 2.68 | 7.6 | 0.07 | 0.2 | 0.35 |
| C0P1 | 37.8 | 2.44 | 5.61 | 0.06 | 0.15 | 0.43 |
| C0P2 | 38.2 | 2.68 | 6.23 | 0.07 | 0.16 | 0.43 |
| C0P3 | 38.9 | 3.11 | 6.23 | 0.08 | 0.16 | 0.5 |
| C0P4 | 39.6 | 3.53 | 5.82 | 0.09 | 0.15 | 0.61 |
| C20P0 | 39.63 | 2.25 | 6.26 | 0.06 | 0.16 | 0.36 |
| C20P1 | 40.53 | 2.54 | 6.82 | 0.06 | 0.17 | 0.37 |
| C20P2 | 42.41 | 2.82 | 7.25 | 0.07 | 0.17 | 0.39 |
| C20P3 | 40.74 | 3.11 | 6.53 | 0.08 | 0.16 | 0.48 |
| C20P4 | 38.6 | 2.68 | 5.9 | 0.07 | 0.15 | 0.45 |
| C40P0 | 41.1 | 2.42 | 6.35 | 0.06 | 0.15 | 0.38 |
| C40P1 | 42.81 | 2.54 | 7.52 | 0.06 | 0.18 | 0.34 |
| C40P2 | 46.67 | 2.82 | 7.58 | 0.06 | 0.16 | 0.37 |
| C40P3 | 43.7 | 3.11 | 6.33 | 0.07 | 0.14 | 0.49 |
| C40P4 | 41 | 3.53 | 5.52 | 0.09 | 0.13 | 0.64 |
| C60P0 | 44.8 | 2.62 | 6.12 | 0.06 | 0.14 | 0.43 |
| C60P1 | 45.48 | 2.82 | 6.89 | 0.06 | 0.15 | 0.41 |
| C60P2 | 43.7 | 2.97 | 7.31 | 0.07 | 0.17 | 0.41 |
| C60P3 | 40.3 | 3.25 | 6.17 | 0.08 | 0.15 | 0.53 |
| C60P4 | 36.9 | 3.39 | 5.82 | 0.09 | 0.16 | 0.58 |
| C80P0 | 45.84 | 2.6 | 5.93 | 0.06 | 0.13 | 0.44 |
| C80P1 | 46.22 | 2.54 | 6.15 | 0.05 | 0.13 | 0.41 |
| C80P2 | 40.44 | 2.82 | 6.52 | 0.07 | 0.16 | 0.43 |
| C80P3 | 39.41 | 3.11 | 6.35 | 0.08 | 0.16 | 0.49 |
| C80P4 | 35.11 | 3.39 | 6.57 | 0.1 | 0.19 | 0.52 |
| C100P0 | 37.56 | 2.57 | 5.23 | 0.07 | 0.14 | 0.49 |
| C100P1 | 36.4 | 2.6 | 5.67 | 0.07 | 0.16 | 0.46 |
| C100P2 | 34.37 | 2.81 | 5.32 | 0.08 | 0.15 | 0.53 |
| C100P3 | 32.13 | 3.21 | 5.71 | 0.1 | 0.18 | 0.56 |
| C100P4 | 31.17 | 3.56 | 5.27 | 0.11 | 0.17 | 0.68 |
| MIX ID | Ultrasonic Pulse Velocity Testing | Rebound Hammer Test | |
|---|---|---|---|
| Ultrasonic Pulse Velocity (km/s) | Quality of Concrete as per IS13311-1992 Part 1 | Compressive Strength Obtained through Rebound Hammer (MPa) | |
| C0P0 | 4.000 | Good | 31 |
| C0P1 | 4.000 | Good | 31.25 |
| C0P2 | 4.500 | Good | 30.23 |
| C0P3 | 4.600 | Excellent | 30.8 |
| C0P4 | 4.400 | Good | 31.83 |
| C20P0 | 4.200 | Good | 31.7 |
| C20P1 | 4.100 | Good | 32.4 |
| C20P2 | 4.600 | Excellent | 36.13 |
| C20P3 | 4.600 | Excellent | 36.12 |
| C20P4 | 4.500 | Good | 33.15 |
| C40P0 | 4.400 | Good | 32.8 |
| C40P1 | 4.300 | Good | 32.47 |
| C40P2 | 4.700 | Excellent | 37.6 |
| C40P3 | 4.700 | Excellent | 37.13 |
| C40P4 | 4.600 | Excellent | 31.95 |
| C60P0 | 4.500 | Good | 33.3 |
| C60P1 | 4.500 | Good | 33.12 |
| C60P2 | 4.600 | Excellent | 34.4 |
| C60P3 | 4.700 | Excellent | 32.3 |
| C60P4 | 4.500 | Good | 33.9 |
| C80P0 | 4.600 | Excellent | 33.2 |
| C80P1 | 4.600 | Excellent | 34 |
| C80P2 | 4.500 | Good | 31.5 |
| C80P3 | 4.600 | Excellent | 30.12 |
| C80P4 | 4.400 | Good | 25.07 |
| C100P0 | 3.800 | Good | 31.2 |
| C100P1 | 3.800 | Good | 31.02 |
| C100P2 | 4.400 | Good | 28.1 |
| C100P3 | 4.400 | Good | 20.2 |
| C100P4 | 4.000 | Good | 25.63 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chakrawarthi, V.; Dharmar, B.; Avudaiappan, S.; Amran, M.; Flores, E.S.; Alam, M.A.; Fediuk, R.; Vatin, N.I.; Rashid, R.S.M. Destructive and Non-Destructive Testing of the Performance of Copper Slag Fiber-Reinforced Concrete. Materials 2022, 15, 4536. https://doi.org/10.3390/ma15134536
Chakrawarthi V, Dharmar B, Avudaiappan S, Amran M, Flores ES, Alam MA, Fediuk R, Vatin NI, Rashid RSM. Destructive and Non-Destructive Testing of the Performance of Copper Slag Fiber-Reinforced Concrete. Materials. 2022; 15(13):4536. https://doi.org/10.3390/ma15134536
Chicago/Turabian StyleChakrawarthi, Vijayaprabha, Brindha Dharmar, Siva Avudaiappan, Mugahed Amran, Erick Saavedra Flores, Mohammad Ayaz Alam, Roman Fediuk, Nikolai Ivanovich Vatin, and Raizal S. M. Rashid. 2022. "Destructive and Non-Destructive Testing of the Performance of Copper Slag Fiber-Reinforced Concrete" Materials 15, no. 13: 4536. https://doi.org/10.3390/ma15134536