
Study on the Weldability of Copper—304L Stainless Steel Dissimilar Joint Performed by Robotic Gas Tungsten Arc Welding

 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Welding Process
2.3. Testing Methods
3. Results and Discussion
4. Conclusions
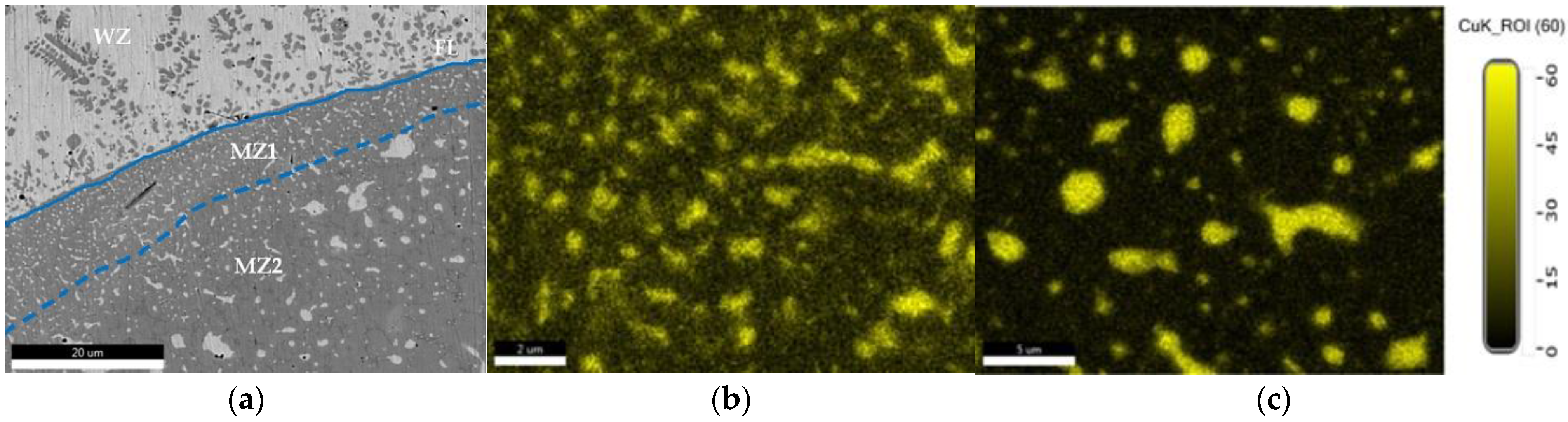
- When dissimilar materials, such as Cu and 304L SS, are welded together, the weld zone can be considered as a multi-element alloy, resulted from mixing the non-ferrous elements and iron, with preponderant participation of copper and separation of Cu- or Fe-rich globular compounds during welding. In the transition zone, developed between the fusion zone and the 304L stainless steel, a narrow double mixing zone, containing minimum of 66 wt.% Fe, 18 wt.% Cr, 8 wt.% Cu, and 4 wt.% Ni, was observed by microstructural analysis;
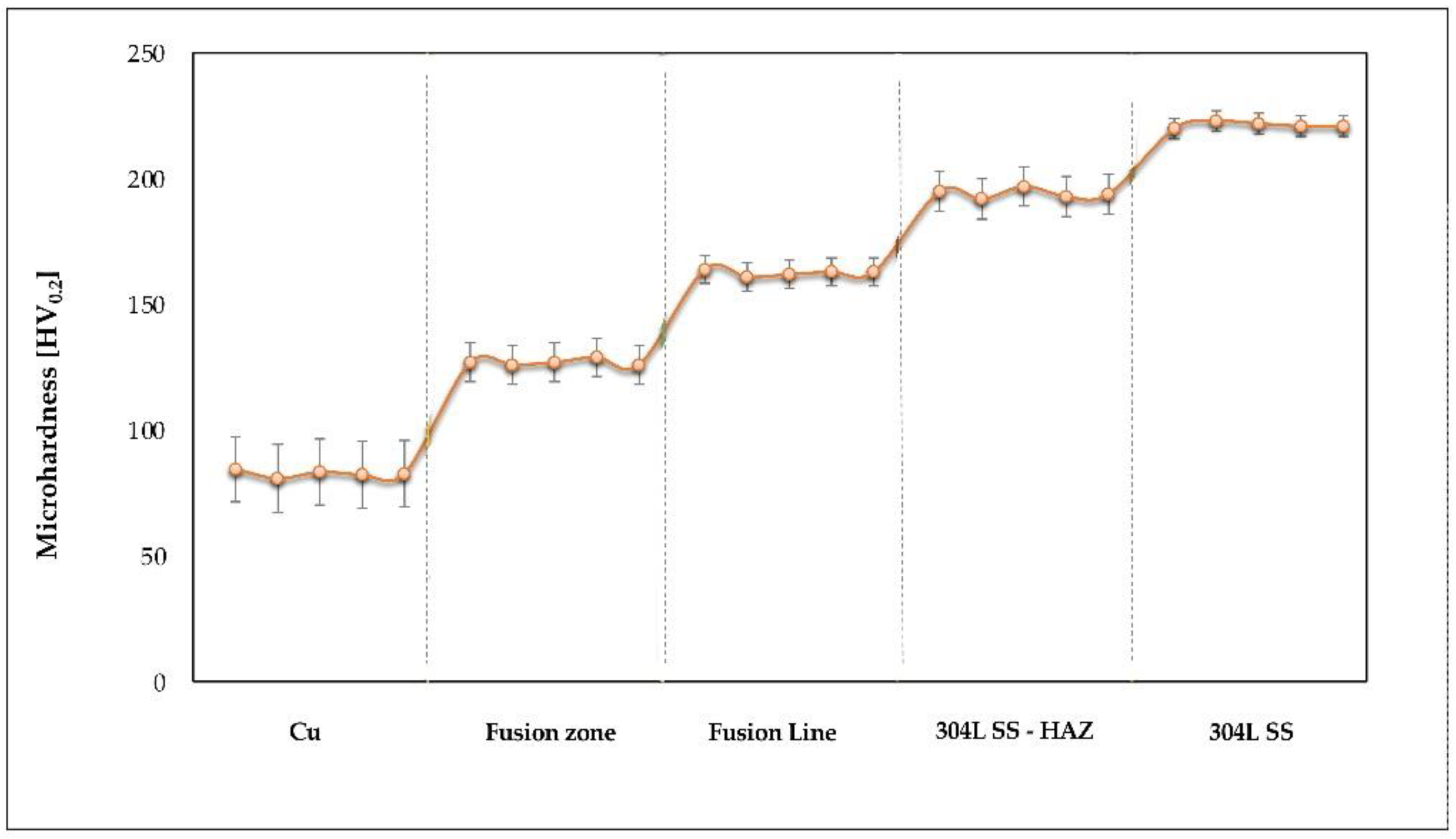
- Due to the formation of Fe-, Cr-, and Ni-rich compounds, an increase in hardness (up to 127 HV0.2) was noticed in the fusion zone in comparison with the hardness measured in the Cu metal (82 HV0.2);
- The optimization of the robotic welding regime was carried out by adjusting the parameters values, and, further, by analyzing the effects of the welding process on the geometry and the appearance of the weld bead. Finally, through successive adjustments of parameters, the optimum welding regime was determined (welding speed of 14 cm/min, main current 125 A, pulse current 100 A, oscillation frequency 2.84 Hz, and pulse frequency 5 Hz) and appropriate dissimilar joints, without imperfections and good results at the tightness test, were achieved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Voiculescu, I. Brazing Behaviour of Ag-Cu Filler Materials. In Soldering Materials; Mohamad, A.A., Ed.; Intech Open: Rijeka, Croatia, 2017; pp. 39–61. [Google Scholar] [CrossRef]
- Stanciu, E.M.; Pascu, A.M.; Tierean, H.; Roata, I.C.; Voiculescu, I.; Hulka, I.; Croitoru, C. Dissimilar Laser Welding of AISI 321 and AISI 1010. Teh. Vjesn. 2018, 25, 344–349. [Google Scholar] [CrossRef]
- Akella, S.; Harinadh, V.; Krishna, Y.; Buddu, K.R. A Welding Simulation of Dissimilar Materials SS304 and Copper. Procedia Mater. Sci. 2014, 5, 2440–2449. [Google Scholar] [CrossRef]
- Kaynak, I. The Welding of Dissimilar Materials with Copper Based Consumables. Usak Univ. J. Mater. Sci. 2016, 5, 15–24. [Google Scholar] [CrossRef]
- Chang, C.C.; Wu, L.H.; Shueh, C.; Chan, C.K.; Shen, I.C.; Kuan, C.K. Evaluation of microstructure and mechanical properties of dissimilar welding of copper alloy and stainless steel. Int. J. Adv. Manuf. Technol. 2016, 91, 2217–2224. [Google Scholar] [CrossRef]
- Sahul, M.; Tomčíková, E.; Sahul, M.; Pašák, M.; Ludrovcová, B.; Hodúlová, E. Effect of Disk Laser Beam Offset on the Microstructure and Mechanical Properties of Copper—AISI 304 Stainless Steel Dissimilar Metals Joints. Metals 2020, 10, 1294. [Google Scholar] [CrossRef]
- Shiri, S.G.; Nazarzadeh, M.; Sharifitabar, M.; Afarani, M.S. Gas tungsten arc welding of CP-copper to 304 stainless steel using different filler materials. Trans. Nonferrous Met. Soc. China 2012, 22, 2937–2942. [Google Scholar] [CrossRef]
- Antony, K.; Rakeshnath, T.R. Dissimilar Laser Welding of Commercially Pure Copper and Stainless Steel 316L. Mater. Today Proc. 2020, 26, 369–372. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V. Microstructure and properties of copper to stainless steel joints by hybrid FSW. Metallogr. Microstruct. Anal. 2017, 6, 470–480. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V. Studies on tool shoulder diameter of dissimilar friction stir welding copper to stainless steel. Metallogr. Microstruct. Anal. 2019, 8, 263–274. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V. Processing steel-copper bimetallic joint by a laser beam welding technique. Mater. Manuf. Process 2019, 34, 1232–1242. [Google Scholar] [CrossRef]
- Shaibu, V.B.; Sahoo, S.K.; Kumar, A. Computational Modeling of Dissimilar Metal CO2 Laser Welding: Applied to Copper and 304 Stainless Steel. Procedia Eng. 2015, 127, 208–214. [Google Scholar] [CrossRef]
- Vemanaboina, H.; Akella, S.; Buddu, R.K. Welding Process Simulation Model for Temperature and Residual Stress Analysis. Procedia Mater. Sci. 2014, 6, 1539–1546. [Google Scholar] [CrossRef]
- Scutelnicu, E.; Iordachescu, M.; Iordachescu, D. Arc Welding of Dissimilar Metals: FEA and Experiments in Case of Copper-Carbon Steel Joints. Metal. Int. 2009, 14, 33–37. [Google Scholar]
- Gao, Z.; Yang, Y.; Wang, L.; Zhou, B.; Yan, F. Formation Mechanism and Control of Solidification Cracking in Laser-Welded Joints of Steel/Copper Dissimilar Metals. Metals 2022, 12, 1147. [Google Scholar] [CrossRef]
- Chen, S.; Huang, J.; Xia, J.; Zhang, H.; Zhao, X. Microstructural Characteristics of a Stainless Steel/Copper Dissimilar Joint Made by Laser Welding. Metall. Mater. Trans. A 2013, 44, 3690–3696. [Google Scholar] [CrossRef]
- Dehaghi, O.T.; Rafiei, M. Dissimilar Joint Properties of Cu to 304 Stainless Steel by GTAW Process. J. Metall. Mater. Eng. 2019, 30, 21–30. [Google Scholar] [CrossRef]
- Voiculescu, I.; Geanta, V.; Stefanescu, E.V.; Simion, G.; Scutelnicu, E. Effect of Diffusion on Dissimilar Welded Joint between Al0.8CoCrFeNi High-Entropy Alloy and S235JR Structural Steel. Metals 2022, 12, 548. [Google Scholar] [CrossRef]
- Milosan, I.; Cristea, D.; Voiculescu, I.; Pop, M.A.; Balat-Pichelin, M.; Predescu, A.M.; Bogatu, C.A.; Bedo, T.; Berbecaru, A.C.; Geantă, V.; et al. Characterization of EN 1.4136 stainless steel heat-treated in solar furnace. Int. J. Adv. Manuf. Technol. 2019, 101, 2955–2964. [Google Scholar] [CrossRef]
- Roy, C.; Pavanan, V.V.; Vishnu, G.; Hari, P.R.; Arivarasu, M.; Manikandan, M.; Devendranath, R.; Arivazhagan, N. Characterization of Metallurgical and Mechanical Properties of Commercially Pure Copper and AISI 304 Dissimilar Weldments. Procedia Mater. Sci. 2014, 5, 2503–2512. [Google Scholar] [CrossRef]
- Mannucci, A.; Tomashchuk, I.; Vignal, V.; Sallamand, P.; Duband, M. Parametric study of laser welding of copper to austenitic stainless steel. Procedia Cirp 2018, 74, 450–455. [Google Scholar] [CrossRef]
- Voiculescu, I.; Geanta, V.; Vasile, I.M.; Binchiciu, E.F.; Winestoock, R. Chemical elements diffusion in the stainless steel components brazed with Cu-Ag alloy. IOP Conf. Ser. Mater. Sci. Eng. 2016, 133, 1–8. [Google Scholar] [CrossRef]
- Voiculescu, I.; Geanta, V.; Binchiciu, H.; Iovanas, D.; Stefanoiu, R. Dissimilar Brazed Joints Between Steel and Tungsten Carbide. IOP Conf. Ser. Mater. Sci. Eng. 2017, 209, 1–8. [Google Scholar] [CrossRef]
- Barabasha, V.; Peacock, A.; Fabritsiev, S.; Kalinin, G.; Zinkle, S.; Rowcliffe, A.; Rensman, J.W.; Tavassoli, A.A.; Marmy, P.; Karditsas, P.J.; et al. Materials challenges for ITER—Current status and future activities. J. Nucl. Mater. 2007, 367–370, 21–32. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, Y.; Li, J.; Zhang, S.; Du, M.; Wang, G. Microstructure and Mechanical Properties of the Joint Fabricated Between Stainless Steel and Copper Using Gas Metal Arc Welding. Trans. Indian. Inst. Met. 2021, 74, 969–978. [Google Scholar] [CrossRef]
- Britto Joseph, G.; Valarmathi, T.N.; Martin, M.; Marthandan, N. Study the Mechanical Properties of Stainless Steel & Copper Joint by Tungsten Inert Gas Welding. Mater. Today Proc. 2021, 44, 3738–3743. [Google Scholar] [CrossRef]
- Singla, Y.; Joshi, R. Mechanical Properties Study of Copper/Stainless Steel Dissimilar Weld Joints. Mod. Approaches Mater. Sci. 2020, 2, 271–273. [Google Scholar] [CrossRef]
- Rinne, J.S.; Nothdurft, S.; Hermsdorf, J.; Kaierle, S.; Overmeyer, L. Advantages of adjustable intensity profiles for laser beam welding of steel copper dissimilar joints. Procedia CIRP 2020, 94, 661–665. [Google Scholar] [CrossRef]
- Rinne, J.; Nothdurft, S.; Hermsdorf, J.; Kaierle, S.; Overmeyer, L. Investigations on Laser Welding of Dissimilar Joints of Stainless Steel and Copper for Hot Crack Prevention. J. Laser Appl. 2021, 33, 042042. [Google Scholar] [CrossRef]
- Yan, F.; Qin, Y.; Tang, B.; Zhou, Y.; Gao, Z.; Hu, Y.; Hu, C.; Xiao, Z.; Xiao, Z.; Wang, C. Effects of Beam Oscillation on Microstructural Characteristics and Mechanical Propertie2018s in Laser Welded Steel-Copper Joints. Opt. Laser Technol. 2022, 148, 107739. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V. Metallographic and microstructure analysis of gas tungsten arc-welded bimetallic copper-to-stainless steel joints. Metallogr. Microstruct. Anal. 2020, 9, 180–193. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V. Effect of an assisted source on fracture mechanism of friction stir welded Cu to SS material. In Proceedings of the 11th International Symposium on Friction Stir Welding, Cambridge, UK, 17–19 May 2016. [Google Scholar]
- Joshi, G.R.; Badheka, V. Investigating the Feasibility of Friction Stir Welding for Cu to SS Dissimilar Material. In Proceedings of the International Conference on From Concept to Decommissioning—The total Life Cycle of Welded Components, Melbourne, Australia, 11–15 July 2016. [Google Scholar]
- Joshi, G.R.; Badheka, V. Evaluating the weld quality of friction stir welded Cu to SS on the scale of metallurgical properties while hybrid mode of welding. In Proceedings of the 1st International Congress on Welding, Additive Manufacturing and Associated Non-destructive Testing, Metz, France, 17–19 May 2017. [Google Scholar]
- Vyas, H.D.; Mehta, K.P.; Badheka, V.; Doshi, B. Friction welding of dissimilar joints copper-stainless steel pipe consist of 0.06 wall thickness to pipe diameter ratio. J. Manuf. Process. 2021, 68, 1176–1190. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V. Evaluating the Tensile Fracture Mechanism of Friction Stir Welded Cu to SS Material. J Miner. Mater. Sci. 2020, 1, 1–6. [Google Scholar]
- Liu, Y.; Li, C.; Hu, X.; Yin, C.; Liu, T. Explosive Welding of Copper to High Nitrogen Austenitic Stainless Steel. Metals 2019, 9, 339. [Google Scholar] [CrossRef]
- Feng, R.; Zhao, W.; Gan, K.; Feng, M.; Li, Z.; Pan, Y.; Sun, Z.; Li, J. Investigation of Interface Microstructure and Properties of Copper/304 Stainless Steel Fabricated by Explosive Welding. J. Mater. Res. Technol. 2022, 18, 2343–2353. [Google Scholar] [CrossRef]
- Bhogendro Meitei, R.K.; Maji, P.; Kumar, P.; Karmakar, R.; Paul, P.; Ghosh, S.K.; Saha, S.C. Induction Welding of 304L Stainless Steel and Copper in Vacuum Environment. J. Mater. Eng. Perform. 2022, 1–8. [Google Scholar] [CrossRef]
- Bhogendro Meitei, R.K.; Maji, P.; Samadhiya, A.; Karmakar, R.; Ghosh, S.K.; Saha, S.C. An Experimental Investigation on Joining of Copper and Stainless Steel by Induction Welding Technique. Int. J. Precis. Eng. Manuf. 2020, 21, 613–621. [Google Scholar] [CrossRef]
- Somlo, K.; Sziebig, G. Aspects of Multi-Pass GTAW of Low Alloyed Steels. IFAC-Pap. 2019, 52, 101–107. [Google Scholar] [CrossRef]
- Feng, Y.; Chen, J.; Qiang, W.; Wang, K. Microstructure and mechanical properties of aluminium alloy 7A52 thick plates welded by robotic double-sided coaxial GTAW process. Mater. Sci. Eng. A 2016, 673, 8–15. [Google Scholar] [CrossRef]
- e Silva, R.H.G.; Schwedersky, M.B.; Rosa, Á.F. Evaluation of Toptig Technology Applied to Robotic Orbital Welding of 304L Pipes. Int. J. Press. Vessel. Pip. 2020, 188, 104229. [Google Scholar] [CrossRef]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold metal transfer (CMT) technology—An overview. Def. Technol. 2018, 14, 28–44. [Google Scholar] [CrossRef]
- Poo-arporn, Y.; Duangnil, S.; Bamrungkoh, D.; Klangkaew, P.; Huasranoi, C.; Pruekthaisong, P.; Boonsuya, S.; Chaiprapa, J.; Ruangvittayanon, A.; Saisombat, C. Gas Tungsten Arc Welding of Copper to Stainless Steel for Ultra-High Vacuum Applications. J. Mater. Processing Technol. 2020, 277, 116490. [Google Scholar] [CrossRef]
- Reda Ibrahim, I.; Khedr, M.; Mahmoud, T.S.; Abdel-Aleem, H.A.; Hamada, A. Study on the Mechanical Performance of Dissimilar Butt Joints between Low Ni Medium-Mn and Ni-Cr Austenitic Stainless Steels Processed by Gas Tungsten Arc Welding. Metals 2021, 11, 1439. [Google Scholar] [CrossRef]
- Available online: https://www.matweb.com/search/DataSheet (accessed on 13 May 2022).
- Toyama, T.; Takahama, F.; Kuramoto, A.; Takamizawa, H.; Nozawa, Y.; Ebisawa, N.; Shimodaira, M.; Shimizu, Y.; Inoue, K.; Nagai, Y. The diffusivity and solubility of copper in ferromagnetic iron at lower temperatures studied by atom probe tomography. Scr. Mater. 2014, 83, 5–8. [Google Scholar] [CrossRef]
- Salje, G.; Feller-Kniepmeier, M. The diffusion and solubility of iron in copper. J. Appl. Phys. 1978, 49, 229. [Google Scholar] [CrossRef]
- Salje, G.; Feller-Kniepmeier, M. The Diffusion and Solubility of Copper in Iron. J. Appl. Phys. 1977, 48, 1833–1839. [Google Scholar] [CrossRef]
- Perez, M.; Perrard, F.; Massardier, V.; Kleber, X.; Deschamps, A.; de Monestrol, H.; Pareige, P.; Covarel, G. Low-temperature solubility of copper in iron: Experimental study using thermoelectric power, small angle x-ray scattering and tomographic atom probe Philos. Mag. 2005, 85, 2197–2210. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | C | Si | Mn | Cr | Ni | N | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| EN 10088-1 | ≤0.03 | ≤1.0 | ≤2.0 | 18.0 ÷ 20.0 | 10.0 ÷ 12.0 | ≤0.11 | ≤0.045 | ≤0.015 | bal. |
| EDS analysis | - | 0.91 | 1.34 | 19.81 | 9.88 | - | - | - | bal. |
| Cu | Bi | Pb | O | Other Elements |
|---|---|---|---|---|
| 99.9 | max. 0.0005 | max. 0.005 | max. 0.040 | 0.03 |
| Variant | sw Welding Speed, cm/min | fosc Oscillation Frequency, Hz | fpulse Pulse Frequency, Hz | Im Main Current, A | Ip Pulse Current, A | td Decrease Time of Im,s | Effects of GTAW Process on Dissimilar Joint |
|---|---|---|---|---|---|---|---|
| 1 | 12 | 0.25 | 0 | 140 | 100 | 1 | - metal leakage - large width of weld bead - insufficient overlap |
| 2 | 12 | 0.25 | 0 | 130 | 100 | 1 | - irregular weld bead - smaller width of weld bead - deep solidification craters |
| 3 | 18 | 0.25 | 0 | 130 | 100 | 1 | - small width of weld bead - improper geometry of weld bead |
| 4 | 15 | 0.25 | 0 | 125 | 100 | 1 | - uniform width of weld bead - insufficient overlap |
| 5 | 14 | 2.84 | 5 | 125 | 100 | 2 | - optimum geometry of weld bead - imperfections-free joints |
| Measurement Zone | Individual Values | Average Value | Standard Deviation | Variation Coefficient | |
|---|---|---|---|---|---|
 | Fusion zone | 127, 126, 127, 129, 126 | 127 | 1.22 | 0.96 |
| 304L | 220, 223, 222, 221, 221 | 221 | 1.14 | 0.51 | |
| Cu | 84.5, 80.8, 83.4, 82.3, 82.7 | 82.7 | 1.37 | 1.65 | |
| Fusion line | 164, 161, 162, 163, 163 | 163 | 1.14 | 0.70 | |
| 304L SS—HAZ | 195, 192, 197, 193, 194 | 194 | 1.92 | 0.99 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitru, A.; Semenescu, A.; Simion, G.; Scutelnicu, E.; Voiculescu, I. Study on the Weldability of Copper—304L Stainless Steel Dissimilar Joint Performed by Robotic Gas Tungsten Arc Welding. Materials 2022, 15, 5535. https://doi.org/10.3390/ma15165535
Mitru A, Semenescu A, Simion G, Scutelnicu E, Voiculescu I. Study on the Weldability of Copper—304L Stainless Steel Dissimilar Joint Performed by Robotic Gas Tungsten Arc Welding. Materials. 2022; 15(16):5535. https://doi.org/10.3390/ma15165535
Chicago/Turabian StyleMitru, Andrei, Augustin Semenescu, George Simion, Elena Scutelnicu, and Ionelia Voiculescu. 2022. "Study on the Weldability of Copper—304L Stainless Steel Dissimilar Joint Performed by Robotic Gas Tungsten Arc Welding" Materials 15, no. 16: 5535. https://doi.org/10.3390/ma15165535