
Seam Properties of Overlap Welding Strategies from Copper to Aluminum Using Green Laser Radiation for Battery Tab Connections in Electric Vehicles
 , ,
, ,
Abstract
:1. Introduction
2. State of the Art
2.1. Laser Beam Welding and Application of Spatial Power Modulation
2.2. Laser-Based Overlap Joining of Dissimilar Metals
2.3. Influence of Processing Wavelength—Application of Visible Laser Radiation
3. Materials and Methods
3.1. Laser Beam Welding Setup
3.2. Overlap Welding Strategies
3.3. Experimental Design and Procedure
3.4. Electrical, Metallurgical and Mechanical Characterization
4. Results and Discussion
4.1. Evaluation of Weld Seam Cross-Sections—Influence of Process Parameters
4.1.1. Linear Stitched Weld
4.1.2. Circular Beam Oscillation
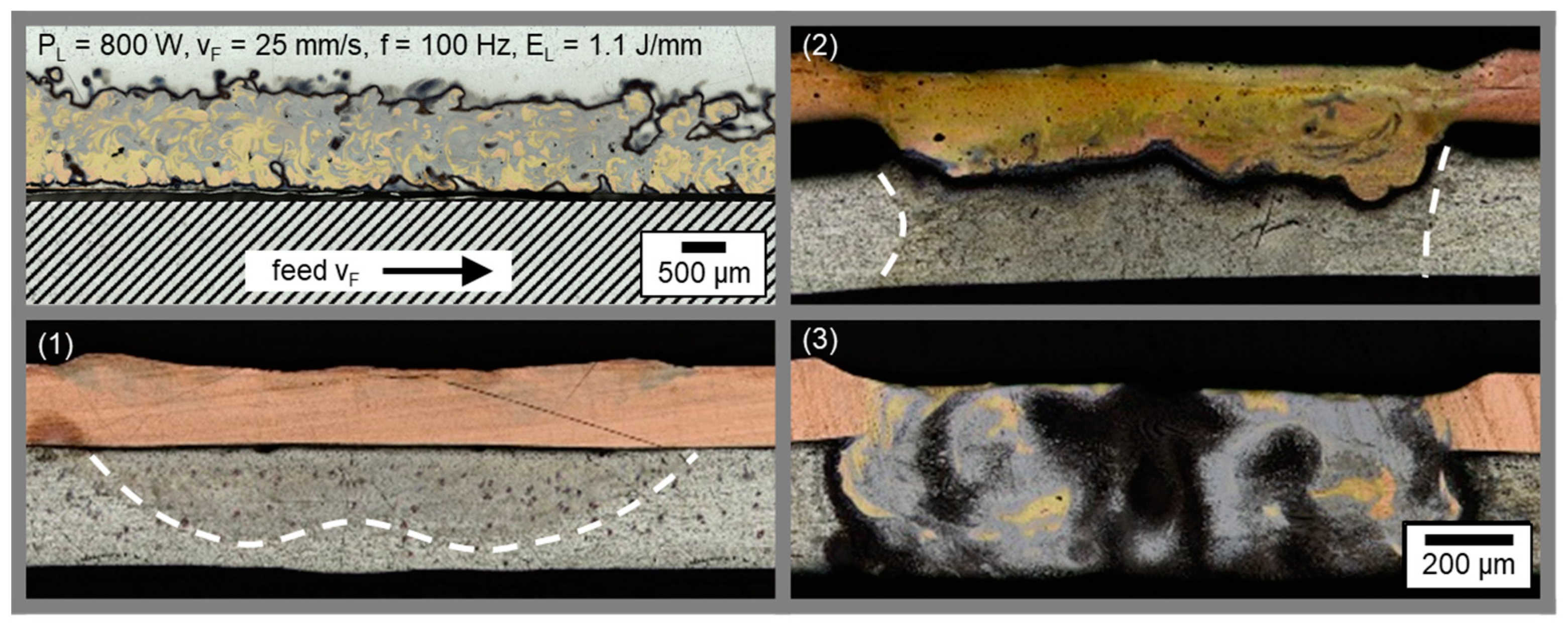
4.1.3. Vertical Eight Beam Oscillation
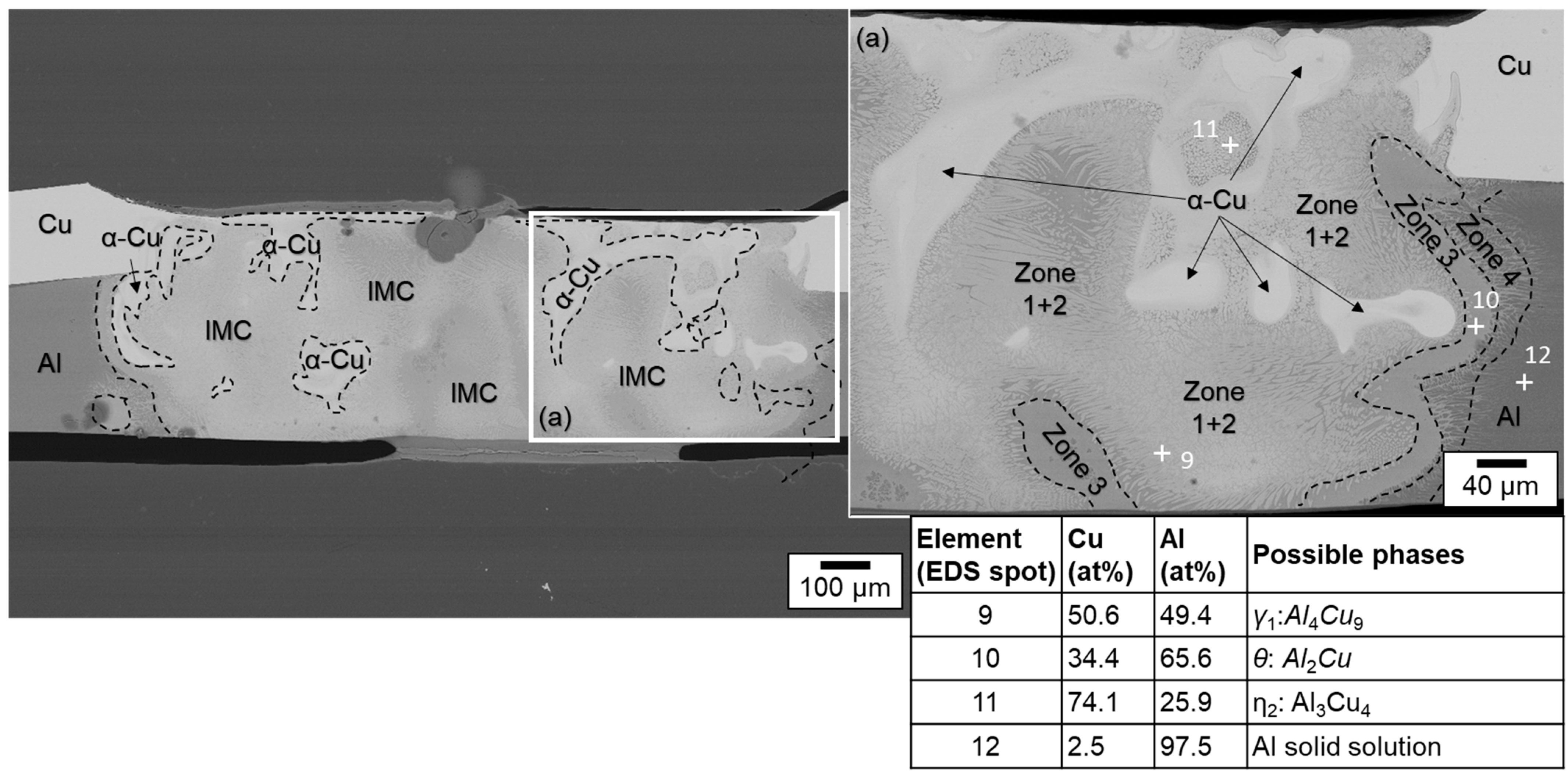
4.2. Electron Dispersive Spectroscopy (EDS) Analysis Results—Influence of Welding Strategy
4.3. Seam Surface Roughness Analysis
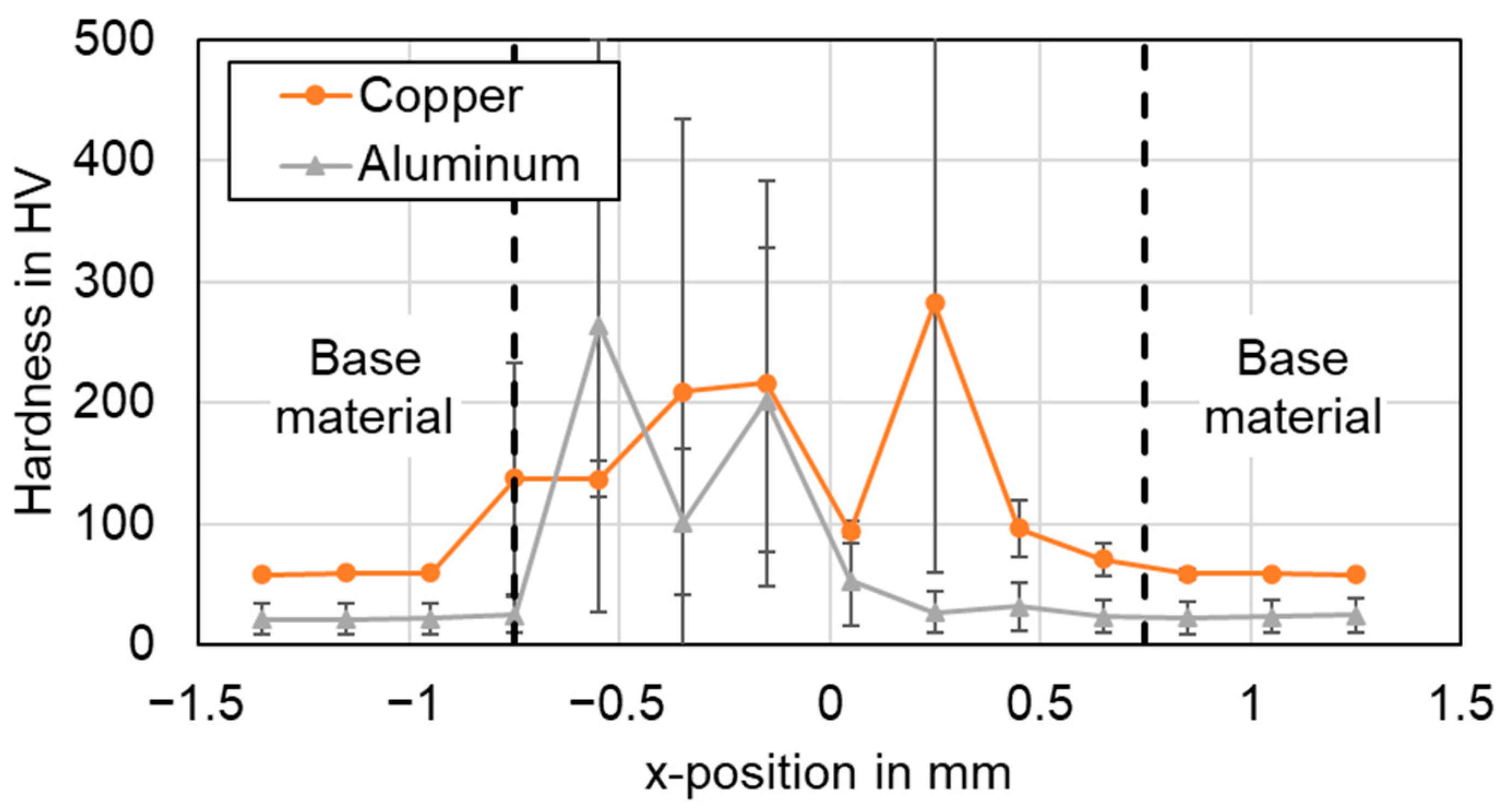
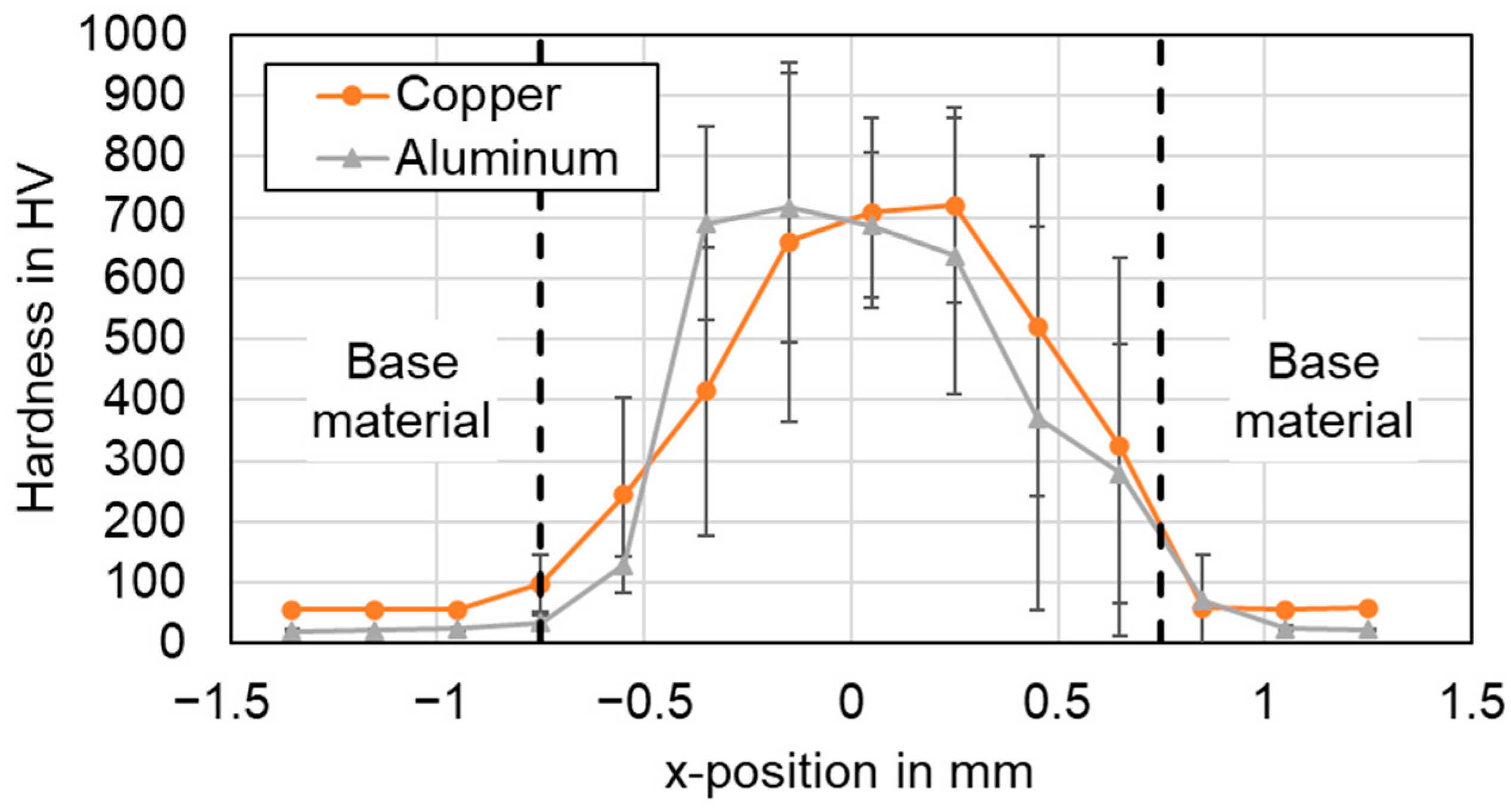
4.4. Vickers Microhardness Analysis of the Weld Seams
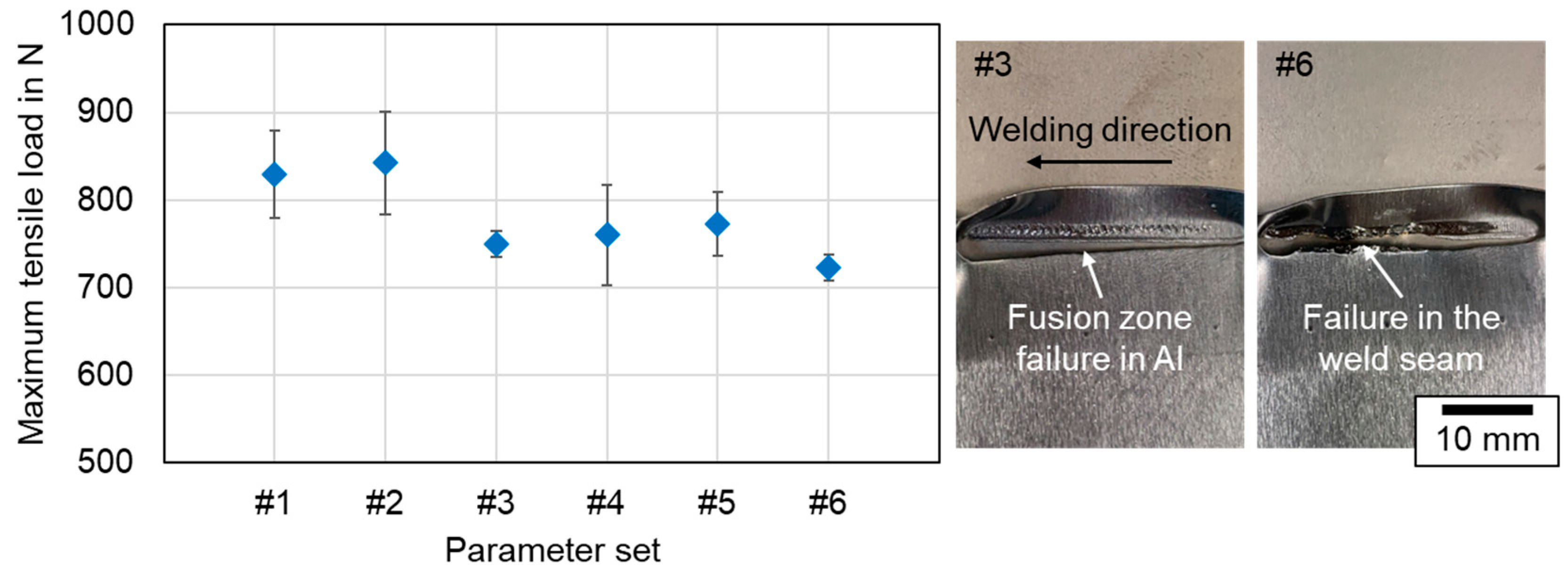
4.5. Tensile-Shear Strength Testing
4.6. Temperature Measurement in the Seam Adjacent Zone during Welding
4.7. Electrical Connection Resistance
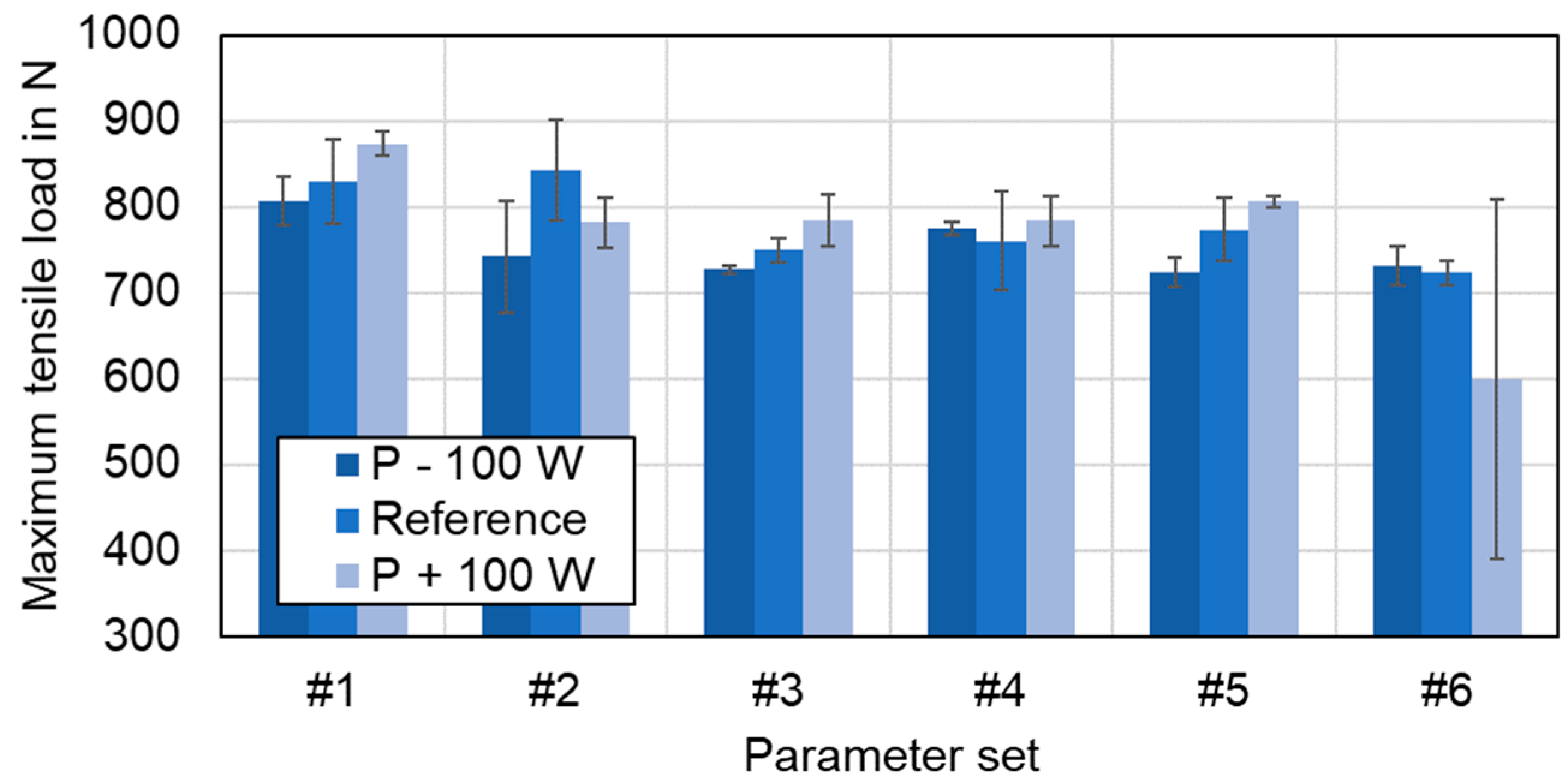
4.8. Process Window Evaluation—Statistical Analysis of Parameter Variations
4.9. Discussion
4.10. Clamping Device with Integrated Sensor Technology
- A 3D-printed clamping top part with integrated metal inserts in the specimen direction and in areas where clamping force is induced into the part.
- An integrated gas inlet for supplying a protective gas (nitrogen) to the interaction zone of laser and material.
- Two horizontal toggle clamps with integrated load cell and sensor unit (Kipp K1463, Heinrich Kipp Werk GmbH, Sulz am Neckar, Germany) for the measurement and assurance of the required clamping force before the welding process is started.
- Two spring-loaded coaxial kelvin contacts (UWE electronic GmbH, Germany) with isolated inner and outer conductors for electrical resistance measurement (test length now 16 mm).
- Four type K spring -loaded thermocouples (brass, gold plated; UWE electronic GmbH, Unterhaching, Germany) to determine the temperature increase in the samples with spatial resolution near the welded area (all sensors were integrated in holes in 8 mm distance to the symmetry plane of the weld seam).
- A Si-photodiode PDA100A-EC (Thorlabs Inc., Newton, NJ, USA) mounted in the welding cabin and pointing to the laser interaction zone to sense the onset of laser emission for data recording using an Expert Key 200L (Delphin Technology AG, Bergisch Gladbach, Germany) data logger.
5. Conclusions
- Process parameter windows were identified for all three welding strategies, with the linear stitched weld showing the most stable results. It is noticeable that there must be a sufficient intensity to enable stable incoupling and interface area between the components.
- The weld seam shape, characterized by penetration depth and seam width was reproducibly reached with copper as the top layer. The process windows are large compared to infrared laser applications of this type and the geometrical properties of the weld seams can be precisely controlled by the process parameters laser power and feed rate (vF, f for oscillating strategies).
- Using beam oscillation, a discontinuous weld seam is formed in the cross-sectional direction, which is a combination of different degrees of intermixing. Due to the overlapping oscillation path, the local energy changes compared to the linear stitched weld and copper aluminum intermixing in the interaction zone differs significantly.
- The results of the test series show a different sensitivity of the oscillating welding strategies with regard to the temperatures in the seam adjacent zone since heat accumulation effects cause higher maximum temperatures close to the permissible limit when using the vertical eight oscillation strategy. Overall, no critical temperatures were detected in the seam adjacent area in this study.
- The deep penetration mode used favors the formation of sound, crack-free weld seams. Pores were found to be distributed over the entire joint area when higher line energies were applied compared to the reference parameters.
- Based on the findings, the occurrence of intermetallic phases was investigated. EDS analysis confirmed that intermetallic phases were distributed in the interconnection area of copper and aluminum in the form of layers in the weld. Hardness measurements confirmed the presence of these intermetallic phases (plausibly θ and η). In the case of the oscillating welding strategies, these were distributed over the entire fusion zone, while in the case of the linear stitched weld, a concentration was observed at the interface.
- Excellent mechanical properties were observed for the reference welding parameter sets defined for of all welding strategies, with tensile strengths similar to those obtained in the literature with near-infrared single-mode laser welding.
- A maximum mechanical resistance of 880 N was found. The failure of the joints was classified based on the fracture location. The weld seams were found to fail outside the fusion zone despite the presence of brittle intermetallic phases in the joint. A large plastic deformation of the aluminum sheet after fracture indicates a ductile weld seam behavior. Only for increased intermixing using the vertical eight beam oscillation, a fracture in the weld seam occurred.
- Based on the microstructural analysis and tensile-shear strength testing, it can be concluded that maximum shear strength is achieved in copper-aluminum overlap welds with low degree of intermixing and without the presence of large complex intermetallic structures in the weld seam.
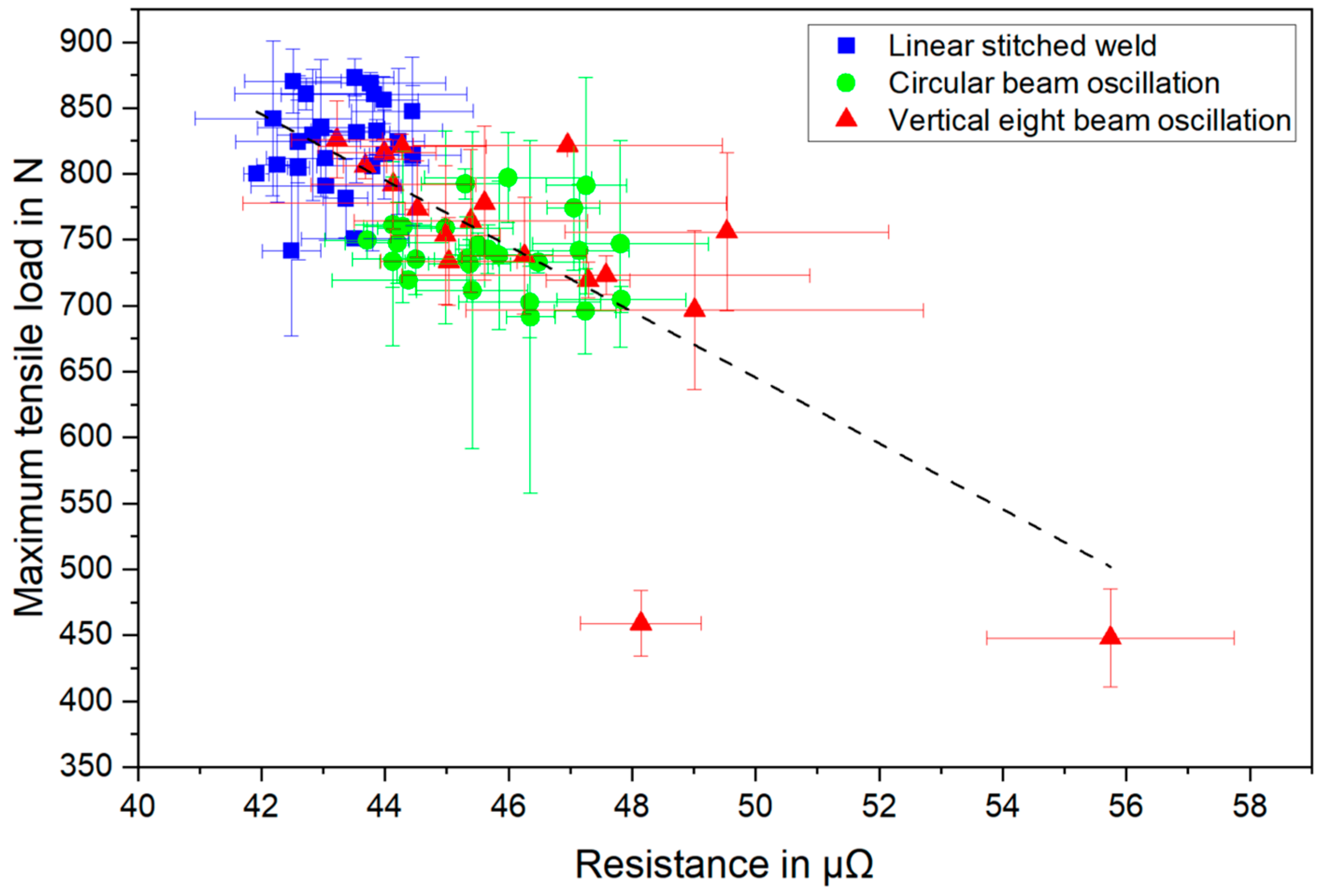
- The electrical resistance is observed to be relatively stable and not significantly sensitive to process parameters. The measured values were comparable to those reported in the literature. The linear stitched welded samples performed slightly better, and a lower deviation was detected, with the lowest value of 42 μΩ. In addition, a correlation is found between the electrical resistance and the mechanical strength of the weld.
- Finally, a clamping device with integrated sensor technology (clamping force, resistance, temperature) for direct data acquisition before, during, and after the welding process close to the interaction zone was developed and tested.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
Appendix B

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PL in W | vF in mm/s | f in Hz | PL in W | vF in mm/s | f in Hz | PL in W | vF in mm/s | f in Hz | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 400 | 30 | 50 | 800 | 75 | 150 | 700 | 25 | 100 | ||
| 500 | 30 | 50 | 900 | 75 | 150 | 800 | 25 | 100 | ||
| 600 | 30 | 50 | 950 | 75 | 150 | 850 | 25 | 100 | ||
| 700 | 30 | 50 | 1000 | 75 | 150 | 900 | 25 | 100 | ||
| 800 | 30 | 50 | 1100 | 75 | 150 | 600 | 30 | 50 | ||
| 600 | 30 | 75 | 850 | 75 | 200 | 700 | 30 | 50 | ||
| 700 | 30 | 75 | 900 | 75 | 200 | 600 | 30 | 75 | ||
| 800 | 30 | 75 | 950 | 75 | 200 | 700 | 30 | 75 | ||
| 600 | 30 | 100 | 1000 | 75 | 200 | 800 | 30 | 75 | ||
| 700 | 30 | 100 | 800 | 100 | 100 | 900 | 30 | 75 | ||
| 800 | 30 | 100 | 900 | 100 | 100 | 800 | 50 | 50 | ||
| 600 | 50 | 50 | 1000 | 100 | 100 | 900 | 50 | 50 | ||
| 700 | 50 | 50 | 1100 | 100 | 100 | 1000 | 50 | 50 | ||
| 800 | 50 | 50 | 1200 | 100 | 100 | 1100 | 50 | 50 | ||
| 900 | 50 | 50 | 1100 | 100 | 150 | 900 | 50 | 100 | ||
| 700 | 50 | 75 | 1200 | 100 | 150 | 950 | 50 | 100 | ||
| 800 | 50 | 75 | 1300 | 100 | 150 | 1000 | 50 | 100 | ||
| 900 | 50 | 75 | 800 | 100 | 200 | 1100 | 50 | 100 | ||
| 1000 | 75 | 900 | 100 | 200 | 1000 | 75 | 100 | |||
| 700 | 50 | 100 | 1000 | 100 | 200 | 1100 | 75 | 100 | ||
| 800 | 50 | 100 | 1100 | 100 | 200 | 1200 | 75 | 100 | ||
| 900 | 50 | 100 | 1200 | 100 | 200 | 800 | 75 | 125 | ||
| 1000 | 50 | 100 | 1200 | 150 | 150 | 900 | 75 | 125 | ||
| 700 | 50 | 150 | 1300 | 150 | 150 | 1000 | 75 | 125 | ||
| 800 | 50 | 150 | 1400 | 150 | 150 | 900 | 100 | 100 | ||
| 900 | 50 | 150 | 1500 | 150 | 150 | 1000 | 100 | 100 | ||
| 1000 | 50 | 150 | 1600 | 150 | 150 | 1100 | 100 | 100 | ||
| 800 | 75 | 100 | 800 | 150 | 200 | 1200 | 100 | 100 | ||
| 900 | 75 | 100 | 1000 | 150 | 200 | 800 | 100 | 125 | ||
| 1000 | 75 | 100 | 1400 | 150 | 200 | 900 | 100 | 125 | ||
| 1100 | 75 | 100 | 1600 | 150 | 200 | 1000 | 100 | 125 | ||
| 1200 | 75 | 100 | 1800 | 150 | 200 | 1100 | 100 | 125 | ||
| 1200 | 100 | 125 | ||||||||
| 900 | 125 | 125 | ||||||||
| 1000 | 125 | 125 | ||||||||
| 1100 | 125 | 125 | ||||||||
| 1200 | 125 | 125 | ||||||||
| 1300 | 125 | 125 |
| PL in W | vF in mm/s |
|---|---|
| 1200 | 300 |
| 1300 | 300 |
| 1400 | 300 |
| 1500 | 300 |
| 1300 | 400 |
| 1400 | 400 |
| 1500 | 400 |
| 1600 | 400 |
| 1500 | 500 |
| 1600 | 500 |
| 1700 | 500 |
| 1800 | 500 |
References
- European Environment Agency. National Emissions Reported to the UNFCCC and to the EU Greenhouse Gas Monitoring Mechanism. EE (European Environment Agency). Available online: https://www.eea.europa.eu/data-and-maps/data/national-emissions-reported-to-the-unfccc-and-to-the-eu-greenhouse-gas-monitoring-mechanism-18 (accessed on 17 December 2022).
- Regulation (EU) 2019/631 of the European Parliament and of the Council of 17 April 2019 Setting CO2 Emission Performance Standards for New Passenger Cars and for New Light Commercial Vehicles, and Repealing Regulations (EC) No 443/2009 and (EU) No 510/2011. Available online: https://eur-lex.europa.eu/legal-content/en/ALL/?uri=CELEX:32019R0631 (accessed on 17 December 2022).
- Thielmann, A. Megatrends and their impact on the energy future from the perspective of electrochemical storage. In Proceedings of the 2nd International Freiberg Conference on Electrochemical Storage Materials, Freiberg, Germany, 11–12 June 2015; AIP Publishing LLC.: Melville, NY, USA, 2016; p. 20001. [Google Scholar]
- Blomgren, G.E. The Development and Future of Lithium Ion Batteries. J. Electrochem. Soc. 2017, 164, A5019–A5025. [Google Scholar] [CrossRef] [Green Version]
- Günter, F.J.; Wassiliadis, N. State of the Art of Lithium-Ion Pouch Cells in Automotive Applications: Cell Teardown and Characterization. J. Electrochem. Soc. 2022, 169, 30515. [Google Scholar] [CrossRef]
- Ruhland, J.; Storz, T.; Kößler, F.; Ebel, A.; Sawodny, J.; Hillenbrand, J.; Gönnheimer, P.; Overbeck, L.; Lanza, G.; Hagen, M.; et al. Development of a Parallel Product-Production Co-design for an Agile Battery Cell Production System. In Towards Sustainable Customization: Bridging Smart Products and Manufacturing Systems: Proceedings of the 8th Changeable, Agile, Reconfigurable and Virtual Production Conference (CARV2021) and the 10th World Mass Customization & Personalization Conference (MCPC2021), Aalborg, Denmark, October/November 2021, 1st ed.; Andersen, A.-L., Andersen, R., Brunoe, T.D., Larsen, M.S.S., Nielsen, K., Napoleone, A., Kjeldgaard, S., Eds.; Springer: Cham, Switzerland, 2022; pp. 96–104. ISBN 9783030907006. [Google Scholar]
- Günter, F.J.; Rössler, S.; Schulz, M.; Braunwarth, W.; Gilles, R.; Reinhart, G. Influence of the Cell Format on the Electrolyte Filling Process of Lithium-Ion Cells. Energy Technol. 2020, 8, 1801108. [Google Scholar] [CrossRef]
- Schröder, R.; Aydemir, M.; Seliger, G. Comparatively Assessing different Shapes of Lithium-ion Battery Cells. Procedia Manuf. 2017, 8, 104–111. [Google Scholar] [CrossRef]
- Schreiner, D.; Zünd, T.; Günter, F.J.; Kraft, L.; Stumper, B.; Linsenmann, F.; Schüßler, M.; Wilhelm, R.; Jossen, A.; Reinhart, G.; et al. Comparative Evaluation of LMR-NCM and NCA Cathode Active Materials in Multilayer Lithium-Ion Pouch Cells: Part I. Production, Electrode Characterization, and Formation. J. Electrochem. Soc. 2021, 168, 30507. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Petzoldt, F.; Schürer, R.; Schneider, S. Solid-state welding of aluminum to copper—Case studies. Weld. World 2013, 57, 541–550. [Google Scholar] [CrossRef]
- Grabmann, S.; Tomcic, L.; Zaeh, M.F. Laser beam welding of copper foil stacks using a green high power disk laser. Procedia CIRP 2020, 94, 582–586. [Google Scholar] [CrossRef]
- Herrmann, K. Aluminiumleitungen und Kupferlegierungen im automotiven Bordnetz–wo geht die Reise hin? In Proceedings of the CTI Forum Automotive Wire, Neu-Isenburg, Germany, 23–24 January 2012. [Google Scholar]
- Rohstoffe. Available online: http://www.finanzen.net/rohstoffe/ (accessed on 17 December 2022).
- Schneider, R.; Löbl, H.; Großmann, S.; Schoenemann, T.; Holdis, M. Langzeitverhalten von Aluminium-Kupfer-Verbindungen in der Elektroenergietechnik. Met. Fachz. Für Metall. Tech. Wiss. Wirtsch. 2009, 63, 591–594. [Google Scholar]
- Lee, S.S.; Kim, T.H.; Hu, S.J.; Cai, W.W.; Abell, J.A. Joining Technologies for Automotive Lithium-Ion Battery Manufacturing: A Review. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; Volume 1, pp. 541–549, ISBN 978-0-7918-4946-0. [Google Scholar]
- Lai, Z.; Kong, D.; Zhou, J.; Song, W. Novel design of weld vector route for dissimilar nonferrous plates laser welding in battery manufacturing for electric vehicles. Energy Rep. 2022, 8, 230–239. [Google Scholar] [CrossRef]
- Hügel, H.; Graf, T. Laser in der Fertigung: Strahlquellen, Systeme, Fertigungsverfahren, 2nd ed.; Vieweg + Teubner: Wiesbaden, Germany, 2009; ISBN 383510005X. [Google Scholar]
- DIN 1910-100:2008-02; Schweißen und Verwandte Prozesse_-Begriffe_-Teil_100: Metallschweißprozesse mit Ergänzungen zu. Beuth Verlag GmbH: Berlin, Germany, 2008.
- Engler, S.; Ramsayer, R.; Poprawe, R. Process Studies on Laser Welding of Copper with Brilliant Green and Infrared Lasers. Phys. Procedia 2011, 12, 339–346. [Google Scholar] [CrossRef]
- Poprawe, R. Tailored Light 2: Laser Application Technology; Scholars Portal: Berlin/Heidelberg, Germany, 2011; ISBN 978-3-642-01236-5. [Google Scholar]
- Katayama, S. Handbook of Laser Welding Technologies: Handbook of Laser Welding Technologies; Woodhead Pub: Philadelphia, PA, USA, 2013; ISBN 9780857098771. [Google Scholar]
- Haeusler, A.; Schürmann, A.; Schöler, C.; Olowinsky, A.; Gillner, A.; Poprawe, R. Quality improvement of copper welds by laser microwelding with the usage of spatial power modulation. J. Laser Appl. 2017, 29, 22422. [Google Scholar] [CrossRef]
- Schmitt, F. Laserstrahl-Mikroschweißen mit Strahlquellen hoher Brillanz und örtlicher Leistungsmodulation; Shaker: Aachen, Germany, 2012; ISBN 978-3-8440-1041-1. [Google Scholar]
- Mehlmann, B. Spatially Modulated Laser Beam Micro Welding of CuSn6 and Nickel-plated DC04 Steel for Battery Applications. J. Laser Micro/Nanoeng. 2014, 9, 276–281. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.-J.; Choi, K.-D.; Lee, S.-J.; Shin, D.-S.; Jung, J.-P. Welding Properties of Dissimilar Al-Cu Thin Plate by a Single-Mode Fiber Laser. Metals 2022, 12, 1957. [Google Scholar] [CrossRef]
- Poprawe, R. Lasertechnik Für Die Fertigung: Grundlagen, Perspektiven Und Beispiele Für Den Innovativen Ingenieur, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2005; ISBN 3-540-21406-2. [Google Scholar]
- Hollatz, S.; Hummel, M.; Olowinsky, A.; Gillner, A.; Beckmann, F.; Moosmann, J. Pore formation and melt pool analysis of laser welded Al-Cu joints using synchrotron radiation. J. Mater. Process. Technol. 2022, 309, 117738. [Google Scholar] [CrossRef]
- Kraetzsch, M.; Standfuss, J.; Klotzbach, A.; Kaspar, J.; Brenner, B.; Beyer, E. Laser Beam Welding with High-Frequency Beam Oscillation: Welding of Dissimilar Materials with Brilliant Fiber Lasers. Phys. Procedia 2011, 12, 142–149. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Franciosa, P.; Ceglarek, D. Challenges and Opportunities in Remote Laser Welding of Steel to Aluminium. MATEC Web Conf. 2019, 269, 2012. [Google Scholar] [CrossRef] [Green Version]
- Sadeghian, A.; Iqbal, N. A review on dissimilar laser welding of steel-copper, steel-aluminum, aluminum-copper, and steel-nickel for electric vehicle battery manufacturing. Opt. Laser Technol. 2021, 146, 107595. [Google Scholar] [CrossRef]
- Li, Q.; Zhu, B.; Li, H.; Niu, S.; Wu, L.; Zeng, Z.; Xia, H.; Chen, B.; Tan, C. Effect of spiral scan distance on the nanosecond-pulsed-laser lap joint of Al/Cu. Opt. Laser Technol. 2023, 158, 108896. [Google Scholar] [CrossRef]
- Braunovic, M.; Aleksandrov, N. Intermetallic compounds at aluminum-to-copper and copper-to-tin electrical interfaces. In Proceedings of the Thirty-Eighth IEEE Holm Conference on Electrical Contacts, Philadelphia, PA, USA, 18–21 October 1992; IEEE/Institute of Electrical and Electronics Engineers Incorporated: Piscataway, NJ, USA, 1992; pp. 25–34. ISBN 0-7803-0576-0. [Google Scholar]
- Roos, E. Werkstoffkunde für Ingenieure: Grundlagen, Anwendung, Prüfung, 7th ed.; Springer Vieweg: Berlin, Germany, 2022; ISBN 9783662647325. [Google Scholar]
- Braunovic, M. Reliability of power connections. J. Zhejiang Univ. A 2007, 8, 343–356. [Google Scholar] [CrossRef]
- Fetzer, F.; Jarwitz, M.; Stritt, P.; Weber, R.; Graf, T. Fine-tuned Remote Laser Welding of Aluminum to Copper with Local Beam Oscillation. Phys. Procedia 2016, 83, 455–462. [Google Scholar] [CrossRef] [Green Version]
- Hollatz, S.; Heinen, P.; Limpert, E.; Olowinsky, A.; Gillner, A. Overlap joining of aluminium and copper using laser micro welding with spatial power modulation. Weld. World 2020, 64, 513–522. [Google Scholar] [CrossRef] [Green Version]
- Xue, Z.; Hu, S.; Zuo, D.; Cai, W.; Lee, D.; Elijah, K.-A. Molten pool characterization of laser lap welded copper and aluminum. J. Phys. D Appl. Phys. 2013, 46, 495501. [Google Scholar] [CrossRef]
- Weigl, M.; Schmidt, M. Influence of the feed rate and the lateral beam displacement on the joining quality of laser-welded copper-stainless steel connections. Phys. Procedia 2010, 5, 53–59. [Google Scholar] [CrossRef] [Green Version]
- Lerra, F.; Ascari, A.; Fortunato, A. The influence of laser pulse shape and separation distance on dissimilar welding of Al and Cu films. J. Manuf. Process. 2019, 45, 331–339. [Google Scholar] [CrossRef]
- Seibold, M.; Friedmann, H.; Schricker, K.; Bergmann, J.P. Process control by real-time pulse shaping in laser beam welding of different material combinations. Procedia CIRP 2020, 94, 769–774. [Google Scholar] [CrossRef]
- Mys, I.; Schmidt, M. Laser micro welding of copper and aluminum. In Laser-Based Micropackaging; Bachmann, F.G., Hoving, W., Lu, Y., Washio, K., Eds.; SPIE: Bellingham, WA, USA, 2006; p. 610703. [Google Scholar]
- Kuryntsev, S.V.; Gilmutdinov, A.K. The effect of laser beam wobbling mode in welding process for structural steels. Int. J. Adv. Manuf. Technol. 2015, 81, 1683–1691. [Google Scholar] [CrossRef]
- Dimatteo, V.; Ascari, A.; Fortunato, A. Continuous laser welding with spatial beam oscillation of dissimilar thin sheet materials (Al-Cu and Cu-Al): Process optimization and characterization. J. Manuf. Process. 2019, 44, 158–165. [Google Scholar] [CrossRef]
- Hummel, M.; Schöler, C.; Häusler, A.; Gillner, A.; Poprawe, R. New approaches on laser micro welding of copper by using a laser beam source with a wavelength of 450 nm. J. Adv. Join. Process. 2020, 1, 100012. [Google Scholar] [CrossRef]
- Kaufmann, F.; Maier, A.; Ermer, J.; Roth, S.; Schmidt, M. Influence of defocusing in deep penetration welding of copper by using visible wavelength. In Proceedings of the 11th International WLT-Conference on Lasers in Manufacturing 2021, Munich, Germany, 21–24 June 2021. [Google Scholar]
- Kohl, S.; Kaufmann, F.; Schmidt, M. Why Color Matters—Proposing a Quantitative Stability Criterion for Laser Beam Processing of Metals Based on Their Fundamental Optical Properties. Metals 2022, 12, 1118. [Google Scholar] [CrossRef]
- Yan, S.; Li, Z.; Song, L.; Zhang, Y.; Wei, S. Research and development status of laser micro-welding of aluminum-copper dissimilar metals: A review. Opt. Lasers Eng. 2023, 161, 107312. [Google Scholar] [CrossRef]
- Zapico, E.P.; Ascari, A.; Fortunato, A.; Liverani, E.; Dimatteo, V. Influence of process parameters in blue laser welding of copper and aluminum thin sheets. J. Laser Appl. 2022, 34, 042039. [Google Scholar] [CrossRef]
- Mathivanan, K.; Plapper, P. Welding of Copper to Aluminium with Laser Beam Wavelength of 515 nm. In Proceedings of the 11th International WLT-Conference on Lasers in Manufacturing 2021, Munich, Germany, 21–24 June 2021. [Google Scholar]
- Sadeghian, A.; Iqbal, N. Blue laser welding of low thickness Ni-coated copper and mild steel for electric vehicle (EV) battery manufacturing. Opt. Laser Technol. 2022, 155, 108415. [Google Scholar] [CrossRef]
- Rudlin, J.; De Bono, P.; Majidnia, S. Inspection of laser welded electrical connections for car batteries using eddy currents. In Proceedings of the 11th European Conference on Non-Destructive Testing (ECNDT 2014), Prague, Czech Republic, 6–10 October 2014. [Google Scholar]
- Bergweiler, G.; Höltgen, C.; Kaufmann, F.; Fiedler, F. Elektromobilproduktion mittels grüner Multi-kW-Laserbearbeitung. Maschinenbau 2022, 2, 36–40. [Google Scholar] [CrossRef]
- Ravdel, B.; Abraham, K.; Gitzendanner, R.; DiCarlo, J.; Lucht, B.; Campion, C. Thermal stability of lithium-ion battery electrolytes. J. Power Sources 2003, 119–121, 805–810. [Google Scholar] [CrossRef]
- Hügel, H.; Graf, T. Materialbearbeitung MIT Laser: Grundlagen Und Verfahren, 4., Überarbeitete Und Erweiterte Auflage; Springer Vieweg: Wiesbaden, Germany, 2022; ISBN 9783658372521. [Google Scholar]
- DIN EN 1011-6:2019-04; Schweißen_-Empfehlungen zum Schweißen metallischer Werkstoffe_-Teil_6: Laserstrahlschweißen. Beuth Verlag GmbH: Berlin, Germany, 2018.
- Hollatz, S.; Kremer, S.; Ünlübayir, C.; Sauer, D.U.; Olowinsky, A.; Gillner, A. Electrical Modelling and Investigation of Laser Beam Welded Joints for Lithium-Ion Batteries. Batteries 2020, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, P.A.; Schweier, M.; Zaeh, M.F. Joining of lithium-ion batteries using laser beam welding: Electrical losses of welded aluminum and copper joints. In Proceedings of the ICALEO, 31st International Congress on Applications of Lasers & Electro-Optics, Anaheim, CA, USA, 23–27 September 2012; Washio, K., Ed.; Laser Institute of America: Orlando, FL, USA, 2012; pp. 915–923. ISBN 978-0-912035-96-3. [Google Scholar]
- DIN EN ISO 6892-1:2020-06; Metallische Werkstoffe_-Zugversuch_-Teil_1: Prüfverfahren bei Raumtemperatur (ISO_6892-1:2019). Beuth Verlag GmbH: Berlin, Germany, 2019.
- Kaufmann, F.; Forster, C.; Hummel, M.; Olowinsky, A.; Beckmann, F.; Moosmann, J.; Roth, S.; Schmidt, M. Characterization of vapor capillary geometry in laser beam welding of copper with 515 nm and 1030 nm laser beam sources by means of in situ synchrotron X-ray imaging. Metals 2023, 13, 135. [Google Scholar] [CrossRef]
- Wöllmer, H. Untersuchung zum Präzisionsgießen Metallischer Mikroteile. 2000. Available online: https://freidok.uni-freiburg.de/data/128 (accessed on 20 December 2022).
- Heider, A.; Sollinger, J.; Abt, F.; Boley, M.; Weber, R.; Graf, T. High-Speed X-Ray Analysis of Spatter Formation in Laser Welding of Copper. Phys. Procedia 2013, 41, 112–118. [Google Scholar] [CrossRef] [Green Version]
- Jarwitz, M.; Fetzer, F.; Weber, R.; Graf, T. Weld Seam Geometry and Electrical Resistance of Laser-Welded, Aluminum-Copper Dissimilar Joints Produced with Spatial Beam Oscillation. Metals 2018, 8, 510. [Google Scholar] [CrossRef] [Green Version]
- Eichler, J.; Dünkel, L.; Eppich, B. Die Strahlqualität von Lasern – Wie bestimmt man Beugungsmaßzahl und Strahldurchmesser in der Praxis? Photonicsviews 2004, 1, 63–66. [Google Scholar] [CrossRef]
- Lei, Z.; Zhang, X.; Liu, J.; Li, P. Interfacial microstructure and reaction mechanism with various weld fillers on laser welding-brazing of Al/Cu lap joint. J. Manuf. Process. 2021, 67, 226–240. [Google Scholar] [CrossRef]
- Kumar, N.; Masters, I.; Das, A. In-depth evaluation of laser-welded similar and dissimilar material tab-to-busbar electrical interconnects for electric vehicle battery pack. J. Manuf. Process. 2021, 70, 78–96. [Google Scholar] [CrossRef]
- Yan, S.; Shi, Y. Influence of Ni interlayer on microstructure and mechanical properties of laser welded joint of Al/Cu bimetal. J. Manuf. Process. 2020, 59, 343–354. [Google Scholar] [CrossRef]
- Zuo, D.; Hu, S.; Shen, J.; Xue, Z. Intermediate layer characterization and fracture behavior of laser-welded copper/aluminum metal joints. Mater. Des. 2014, 58, 357–362. [Google Scholar] [CrossRef]
- Gheribi, A.E.; Chartrand, P. Temperature and oxygen adsorption coupling effects upon the surface tension of liquid metals. Sci. Rep. 2019, 9, 7113. [Google Scholar] [CrossRef] [Green Version]
- Bass, M. (Ed.) Handbook of Optics, 2nd ed.; McGraw Hill: New York, NY, USA, 1995; ISBN 0070479747. [Google Scholar]
- Haddad, E.; Chung, W.S.; Katz, O.; Helm, J.; Olowinsky, A.; Gillner, A. Laser micro welding with fiber lasers for battery and fuel cell based electromobility. J. Adv. Join. Process. 2022, 5, 100085. [Google Scholar] [CrossRef]
- Tien, N.T.; Lo, Y.-L.; Raza, M.M.; Chen, C.-Y.; Chiu, C.-P. Optimization of processing parameters for pulsed laser welding of dissimilar metal interconnects. Opt. Laser Technol. 2023, 159, 109022. [Google Scholar] [CrossRef]
- Solchenbach, T.; Plapper, P. Mechanical characteristics of laser braze-welded aluminium–copper connections. Opt. Laser Technol. 2013, 54, 249–256. [Google Scholar] [CrossRef]
- Dimatteo, V.; Ascari, A.; Liverani, E.; Fortunato, A. Experimental investigation on the effect of spot diameter on continuous-wave laser welding of copper and aluminum thin sheets for battery manufacturing. Opt. Laser Technol. 2021, 145, 107495. [Google Scholar] [CrossRef]
- Ascari, A.; Fortunato, A.; Liverani, E.; Lutey, A. Application of different pulsed laser sources to dissimilar welding of Cu and Al alloys. In Proceedings of the Lasers in Manufacturing Conference (LIM) 2019, Munich, Germany, 24–27 June 2019. [Google Scholar]
- Fortunato, A.; Ascari, A. Laser Welding of Thin Copper and Aluminum Sheets: Feasibility and Challenges in Continuous-Wave Welding of Dissimilar Metals. Lasers Manuf. Mater. Process. 2019, 6, 136–157. [Google Scholar] [CrossRef]





























| Phase | Chemical Composition | Cu Mass in % | Al Mass in % | Hardness in HV | Specific Resistivity in µΩ cm | ΔG in kJ mol−1 |
|---|---|---|---|---|---|---|
| Cu | Cu | 100 | 0 | 100 | 1.8 | - |
| γ1 | Al4Cu9 | 80 | 20 | 1050 | 14.2 | −21.69 |
| δ | Al2Cu3 | 78 | 22 | 180 | 13.4 | −20.67 |
| ζ2 | Al3Cu4 | 75 | 25 | 624 | 12.2 | −20.64 |
| η2 | AlCu | 70 | 30 | 648 | 11.4 | −19.92 |
| Θ | Al2Cu | 55 | 45 | 413 | 8.0 | −13.05 |
| Al | Al | 0 | 100 | 60 | 2.9 | - |
| Dimension | Unit | Trumpf TruDisk 3022 |
|---|---|---|
| Wavelength (λ) | [nm] | 515 |
| Laser power (Pmax) | [W] | 3000 |
| Fiber diameter (dLLK) | [µm] | 200 |
| Focal length collimator (fC) | [mm] | 150 |
| Focal length optics (fF) | [mm] | 255 |
| Focal diameter (dF, measured) | [µm] | 342.5 |
| Diffraction factor (M2) | [-] | 46.1 |
| Divergence angle (θ) | [mrad] | 88.2 |
| Beam parameter product (BPP) | [mm∙mrad] | 7.55 |
| Material/Element | Al | Zn | Mg | Mn | Cu | Si + Fe |
|---|---|---|---|---|---|---|
| Al (AlN30) | 99.42 | 0.01 | 0.01 | 0.01 | 0.01 | 0.47 |
| Cu (Cu, 2.5 µm Ni-layer) | - | - | - | - | 99.96 | - |
| Identification | Welding Strategy | PL in W | vF in mm/s | f in Hz |
|---|---|---|---|---|
| #1 | Linear | 1400 | 400 | - |
| #2 | Linear | 1600 | 500 | - |
| #3 | O-oscillation | 900 | 50 | 50 |
| #4 | O-oscillation | 1500 | 150 | 150 |
| #5 | 8-oscillation | 800 | 30 | 75 |
| #6 | 8-oscillation | 800 | 25 | 100 |
| Identification | Welding Strategy | PL in W | vF in mm/s | f in Hz | in mm/s | EIn in J | lTrajectory in mm | Reference |
|---|---|---|---|---|---|---|---|---|
| #1 | Linear | 1400 | 400 | - | 400 | 11 | 99 | Figure 5c |
| #2 | Linear | 1600 | 500 | - | 500 | 10 | 99 | Figure 5g |
| #3 | O-oscillation | 900 | 50 | 50 | 236 | 582 | 153 | Figure 7c |
| #4 | O-oscillation | 1500 | 150 | 150 | 707 | 323 | 153 | Figure 7g |
| #5 | 8-oscillation | 800 | 30 | 75 | 530 | 838 | 753 | Figure 9c |
| #6 | 8-oscillation | 800 | 25 | 100 | 707 | 990 | 565 | Figure 9b |
| Identification | Hardness in HV (HV 0.1) |
|---|---|
| Copper | 58.1 ± 2.9 |
| Aluminum | 22.6 ± 1.6 |
| Materials | Weld Length | Laser Process | Joint Type | Welding Strategy | Maximum Load | Electrical Contact Resistance | Reference (Year) |
|---|---|---|---|---|---|---|---|
| 0.2 mm Cu [Ni]/0.3 mm Al | 32 mm | Yb:YAG (2f) λ = 515 nm (cw) | Lap joint (Cu on top) | Linear Oscillating | 880 N | 42 μΩ (Test length 17 mm) | (this work) 2023 |
| 0.2 mm Al/1 mm Cu | 45 mm | Single-mode fiber (pulsed mode) | Lap joint (Al on top) | Oscillating | 1209 N | 86 μΩ (Test length 40 mm) | [71] 2023 |
| 0.3 mm Cu/0.4 mm Al | 45 mm | Diode λ = 450 nm (cw) | Lap joint (Cu on top) | Linear | ~670 N | 44 μΩ (Test length 20 mm) | [48] 2022 |
| 0.3 mm Cu [Ni]/0.45 mm Al | 45 mm | Single-mode fiber (cw) | Lap joint (Cu on top) | Linear | 700–800 N | 40~42 μΩ (Test length 20 mm) | [73] 2022 |
| 0.4 mm Al/0.3 mm Cu | 45 mm | Single-mode fiber (pulsed mode) | Lap joint (Al on top) | Linear | ~107 kg (1049 N) | N/A | [74] 2019 |
| 0.3 mm Cu/0.4 mm Al | 45 mm | Single-mode fiber (cw) | Lap joint (Cu or Al on top) | Linear Oscillating | ~130 kgf (1274 N) | N/A | [75] 2019 |
| 0.3 mm Cu [Ni]/0.45 mm Al | 45 mm | Single-mode fiber (cw) | Lap joint (Cu or Al on top) | Oscillating | ~120 kgf (1177 N) | Low electrical resistance | [43] 2019 |
| 0.3 mm Cu/0.3 mm Al | 20 mm | Nd:YAG (cw) | Lap joint (Cu on top) | Linear | 539.52 N | N/A | [67] 2014 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaufmann, F.; Strugulea, M.; Höltgen, C.; Roth, S.; Schmidt, M. Seam Properties of Overlap Welding Strategies from Copper to Aluminum Using Green Laser Radiation for Battery Tab Connections in Electric Vehicles. Materials 2023, 16, 1069. https://doi.org/10.3390/ma16031069
Kaufmann F, Strugulea M, Höltgen C, Roth S, Schmidt M. Seam Properties of Overlap Welding Strategies from Copper to Aluminum Using Green Laser Radiation for Battery Tab Connections in Electric Vehicles. Materials. 2023; 16(3):1069. https://doi.org/10.3390/ma16031069
Chicago/Turabian StyleKaufmann, Florian, Mihail Strugulea, Christian Höltgen, Stephan Roth, and Michael Schmidt. 2023. "Seam Properties of Overlap Welding Strategies from Copper to Aluminum Using Green Laser Radiation for Battery Tab Connections in Electric Vehicles" Materials 16, no. 3: 1069. https://doi.org/10.3390/ma16031069