Leaching of Oxide Copper Ores by Addition of Weak Acid from Copper Smelters
by
 , , , , and
, , , , and
Giselle Araya
1, 
Norman Toro
2,3,*,
Jonathan Castillo
1 ,
,
Danny Guzmán
1,
Alexis Guzmán
1 ,
,
Pía Hernández
4,
Ricardo I. Jeldres
4 and
Rossana Sepúlveda
1,* 1
Departamento de Ingeniería en Metalurgia, Universidad de Atacama, Av. Copayapu 485, Copiapó 1531772, Chile
2
Faculty of Engineering and Architecture, Universidad Arturo Prat, Almirante Juan José Latorre 2901, Antofagasta 1244260, Chile
3
Departamento de Ingeniería en Metalurgia y Minas, Universidad Católica del Norte, Av. Angamos 0610, Antofagasta 1270709, Chile
4
Departamento de Ingeniería Química y Procesos de Minerales, Universidad de Antofagasta, Antofagasta 1270300, Chile
*
Authors to whom correspondence should be addressed.
Metals 2020, 10(5), 627; https://doi.org/10.3390/met10050627
Submission received: 20 April 2020
/
Revised: 7 May 2020
/
Accepted: 8 May 2020
/
Published: 11 May 2020
(This article belongs to the Special Issue Separation and Leaching for Metals Recovery)
Abstract
:In this study, weak acid in the curing and leaching stages of copper ore was incorporated, and we analyzed its effect on the dissolution of copper and final impurities. The weak acid corresponds to a wastewater effluent from sulfuric acid plants produced in the gas treatment of copper smelting processes. This effluent is basically water with high acidity (pH-value low at 1), which contains several toxic elements and some valuable metals. The results indicated that there is no positive or negative effect on the incorporation of the weak acid in the curing stage, while the case of the leaching stage is favored. Toxicity characteristic leaching procedure (TCLP) and synthetic precipitation leaching procedure (SPLP) toxicity tests were performed on the solid leaching residues, determining that they accomplish the stability ranges of the impurities (Pb, Cd, Hg, Cr, Ba, Se, As, and Ag).
1. Introduction
The most common metallurgical procedures to produce copper of high grade from copper sulfides are by means of froth flotation and pyrometallurgical processes. Froth flotation produces copper concentrate with some trace elements that are considered impurities, principally arsenic and antimony, and minor elements such as Cd, Hg, Pb, Bi, Se, and Te. The most common mineralogical species associated with toxic impurities present in copper concentrates are enargite (Cu3AsS4), arsenopyrite (FeAsS), rejalgar (AsS), tennantite (Cu12As4S13), tetrahedrite (Cu12Sb14S13), and famatinite (Cu3SbS4) [1,2,3,4,5,6].
Copper matte is converted to blister copper in the second stage of the copper pyrometallurgical process, where slag and gases are produced again. The off-gases are carried to the sulfuric acid plant, where they are cleaned and transformed into commercial sulfuric acid [7,8]. The main problems of the pyrometallurgical process of copper concentrate are the impact on the environment by high volumes of off-gases with a high content of SO2 and toxic impurities [5,9,10,11]. In the case of arsenic, 1–2% is distributed into the matte, 1.5–5% into the slag, 16–20% into the dust, and 77–80% into the off-gas [12].
1.1. Weak Acid
The off-gases from copper smelters are rich in SO2, dust, water vapor, and impurities [13]. These gases are cooled and scrubbed with water during the gas-cleaning stage. Moreover, fine solid material and impurities are removed. The process reutilizes water from wet scrubbers several times, increasing the levels of impurities, and a small portion of the steam is purged. This purged solution is very acidic (pH around 1). Due to this characteristic, it is known as weak acid, dirty acid, or blow-down acid and contains copper, lead, zinc, and very toxic elements such as arsenic and mercury [14,15,16,17].
1.2. Weak Acid Treatment
Components in acid wastewater discharged from sulfuric acid plants should be appropriately treated owing to their toxic nature. The weak acid offers a great technical challenge for removing the impurities, especially the arsenic, since the concentrations are several grams per liter [17,18].
The most typical treatment process to remove toxic elements from weak acid is the chemical precipitation. Traditional precipitants are lime, ferric salt, and sulfide. Sulfide precipitation produces smaller sludge volumes in comparison with hydroxide precipitation [19,20,21]. Calcium carbonate and ferric sulfate are alternatives to classical precipitants [22]. The main disadvantages of the chemical precipitation process are the fine particles of precipitates which hamper the filtration and the removal of the precipitates. Coagulants such as iron sulfate and aluminum sulfate are added to improve the filtration of precipitates [12]. Other techniques proposed to control impurities are solvent extraction and electrochemical processes such as electro-dialysis, electrochemical ion exchange, and electrocoagulation [23,24].
A different point of view on toxic elements stabilization is the crystallization process. The crystallization technology promotes the earth-mimetic mineral precipitation phenomena, compounds with a high capacity of crystallizing the toxic elements with long-term stability. Scorodite (FeAsO4∙2H2O), tooeleite (Fe6(AsO3)4SO4(OH)4·4H2O), and hydroxyapatite (Ca10(PO4)6(OH)2) are examples of minerals that contain high quantities of toxic elements [25]. Scorodite is a very attractive compound for stabilizing arsenic due to its low solubility, high removal efficiency, low iron demand, and low volumes of waste material produced [26,27,28]. Tooeleite is an attractive mineral for wastewater treatment because of its high arsenic load (20–25% wt/wt) and natural stabilization during long periods [17,29]. The hydroxyapatites are a series of minerals that have been studied for the immobilization of lead, cadmium, nickel, copper, mercury, and arsenic [25].
The methods described above to control impurities from weak acid (or other wastewaters) are, in most cases, unsuitable for the separation and recovery of valuable species contained in this liquid residue. Another problem with classical methods is that the final product is not stable [30]. The waste liquors generated in the mining industry are a potential secondary source of metals present in them. The use of a copper bleed solution (waste streams generated from the electro-purification of copper anodes) as a secondary source to recover valuable species is reported in the literature. This solution contains copper, nickel, sulfuric acid, and traces of Fe, As, and other impurities [31,32]. It is important to note that copper bleed solutions from the electro-purification of copper are very similar to weak acid solutions; thus, the weak acid is a new secondary source for the recovery of valuable species.
1.3. Water Scarcity
On the other hand, nowadays, the scarcity of freshwater and the mining impact on the environment are very significant. Strong local regulations control the extraction of freshwater and the impact of mining operations (footprint indicators). Mineral processing operations must adapt their production processes based on the nature of the ores, resulting in moderate water consumption and general sustainability [33,34,35].
The efficient use of water is very important, since mining is regularly developed in arid and semiarid areas and consumes high quantities of this resource [36]. For example, in 2017, Chile produced more than 5.5 Kt of copper, with a total water consumption of 13,264 L/s. The main uses of water in Chile are for the irrigation of farming areas (82%) and mining (3%) [35,37,38,39]. This situation is similar to other countries like South Africa, where the 2018 water consumption was 41% for irrigation and only 4% for mining [40].
The use of alternative sources of freshwater in mining is totally necessary owing to the scarcity and intensive use of this resource. Desalinated seawater and direct seawater have been used in mining in several countries, including Australia, Peru, and Chile. The type of water quality depends on several factors, such as possible interactions of the elements dissolved in water, chemical agents, and equipment material used [41,42,43]. The use of seawater or saline water to leach copper ores concentrates or other products that contain copper is common in hydrometallurgy [41,44]. The positive effect of the saline water use on hydrometallurgical processes is the important reduction in freshwater consumption and the improvement of the process performance (kinetic and copper recovery). The main trends of literature research on the use of seawater and saline water are focused on chalcopyrite and copper concentrates leaching [45,46,47]. In addition, several studies estimate the cost of producing desalinated water. Wittholz et al. estimated the cost to produce desalinated water from a database and concluded that desalination plants are capable of producing water in the range of 0.50–2.00 US$/m3, depending on the plant size [48]. Ziolkowska considered the following variables: desalination technology, capital, operational costs, production capacity, and water salinity, and estimated the cost of desalinated water at 0.45–2.51 US$/m3 [49]. Considering the scarcity of water, which affects the mining processing of ores, the main alternative is the use of desalinated water. Cisternas and Gálvez showed that the cost of reverse osmosis is approximately 1.4 US$/m3, and this cost is similar in several countries (Australia, Canada, Zambia, USA, Mexico, Argentina, Peru, and Chile), but the cost to use this water is strongly influenced by the altitude of the plant and the cost of energy [41]. In this context, the country with the lowest cost to produce desalinated water is Australia, and the country with the highest cost is Chile. As a result of this, the use of weak acid as an alternative source of water is an extremely attractive option due to the high cost of using desalinated water in mining. Consequently, in this study, the use of weak acid as a potential alternative source of water from the leaching of copper minerals is proposed. The use of weak acid reduces the cost of copper smelting by neutralizing the effluents of sulfuric acid plants and could reduce the operating costs in hydrometallurgical processes by the contribution of sulfuric acid and dissolved copper to the system.
2. Materials and Methods
2.1. Weak Acid Characterization
The representative sample of weak acid was supplied by Hernán Videla Lira Smelter (Copiapó, Chile). The weak acid was filtered and analyzed by Inductively Coupled Plasma-Optical Emission Spectroscopy (ICP-OES) using a PerkinElmer model Optima 8000 spectrometer (Waltham, MA, USA). The elements contained in the weak acid are shown in Table 1. It indicates that Zn, As, and Cu are the major components in the sample. It is important to highlight the high levels of toxic elements such as As and Cd, which offer a serious challenge for the industrial management of this type of wastewater. In addition to the analyses mentioned above, 95.95 g/L of sulfuric acid and 3.84 mg/L of chloride concentration were determined by titration, and a density of 1.15 g/cm3 was determined by pycnometer.
2.2. Copper Ore Characterization
The copper oxide ore was supplied from Manuel Antonio Matta Plant (Copiapó, Chile). The ore was crushed and milled to obtain a particle size below 150 μm. In order to identify the chemical composition, the sample was digested with hydrofluoric acid (HF) and analyzed by ICP-OES, and the results assay of the samples is shown in Table 2. Additionally, the ore was analyzed to determine the typical operational parameters. The soluble copper was 1.38%, and the acid consumption was 8.9 Kg H2SO4/Kg Cu (122.6 Kg H2SO4/t of ore).
The morphology, elemental distribution, and mineralogical species present in the ore were determined by scanning electron microscope with a dispersive energy analyzer (SEM-EDS, Carl Zeiss EVO MA10, Oberkochen, Germany), optical microscope (Olympus model BX41M, Tokyo, Japan), X-ray diffractometer (XRD, Shimadzu 6100, Kyoto, Japan), and QEMSCAN® (Carl Zeiss, Oberkochen, Germany).
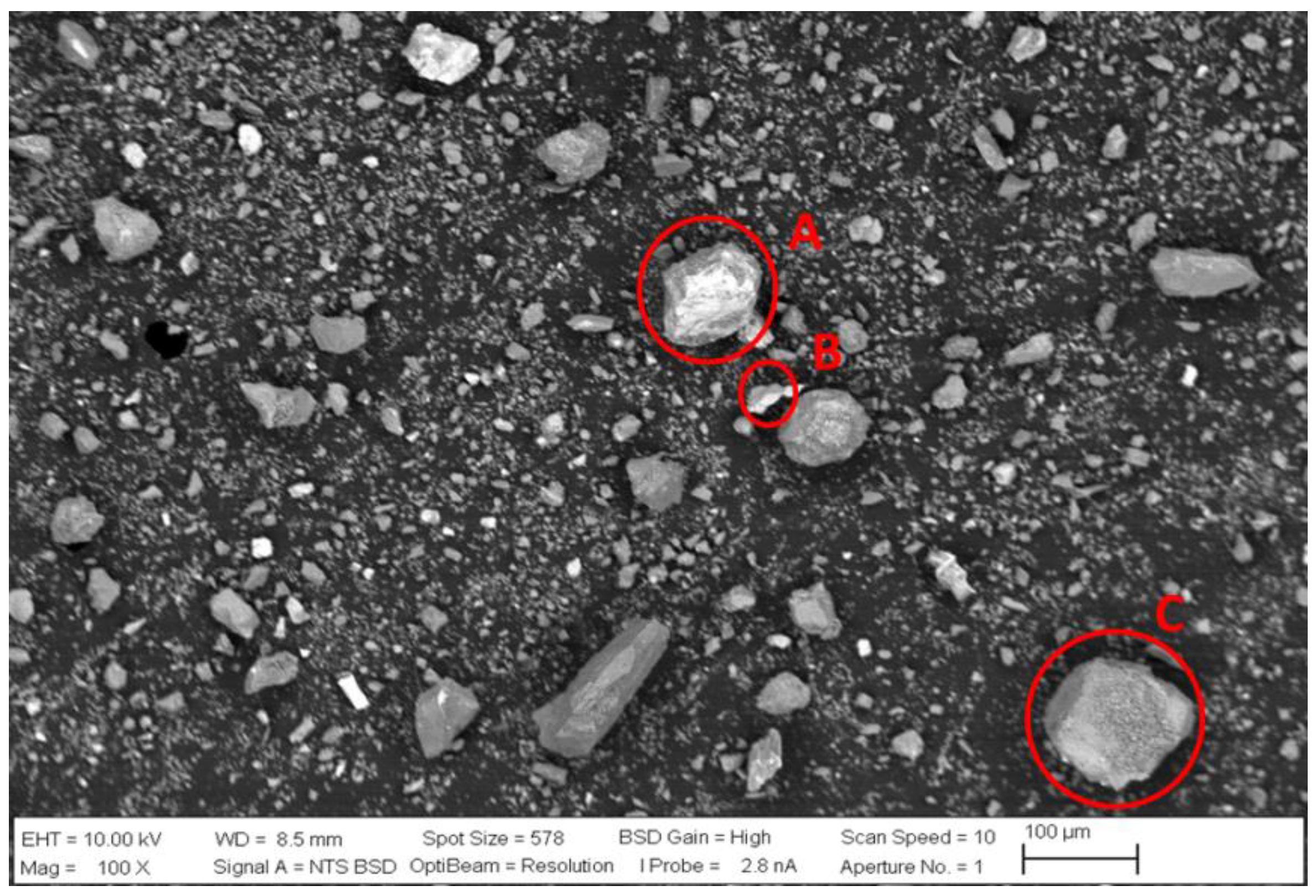
Figure 1 shows the SEM-BSE (backscattered electron), with a magnification of ×100 of a sample of copper ore. Based on the elemental composition obtained from the SEM-EDS analysis, it is possible to indicate that particles A, B, and C correspond to an iron oxide grain, a copper oxide grain, and a non-liberated copper grain in the gangue, respectively. Furthermore, it is possible to indicate that most of the particles correspond to gangue, which could belong to silicon oxide (quartz) associated with elements such as sodium and aluminum that could form aluminosilicate.
The mineralogical species identified using optical microscopy were quartz, sericite, limonite, pyrite, chlorite, chalcopyrite, calcite, malachite, atacamite, magnetite, hematite, and chrysocolla. Finally, a quantitative mineralogical analysis of the copper ore was performed using the QEMSCAN® by an expert team of geologists from MAINI laboratory (Catholic University of the North). The list of mineralogical species of the ore is shown in Table 3.
2.3. Curing and Leaching Tests
Curing tests were conducted in 600 mL shake flasks at ambient temperature and pressure-taped with parafilm paper. The ore was in contact with acid and water for 24 h, according to the literature report [50]. The main parameters of the curing tests were a 150 μm particle size, 34.3% moisture percentage, and 100 mL wash water volume. The curing tests used distilled water, sulfuric acid (analytical grade supplied by Merck), and industrial weak acid. The experimental design is shown in Table 4.
Leaching tests were conducted in shake flasks, at an ambient temperature and pressure, with a mechanical stirring set at 600 rpm. 300 mL of leaching solution was in contact with copper ore for 50 h. The experimental design of leaching and curing conditions is shown in Table 5. Aliquots of 5 mL of the leaching solution were collected and filtered to perform the elemental analyses. The concentration of Cu, Fe, Mn, Zn, Cd, Pb, Sb, As, Hg, and Bi in the aqueous solution was quantified using ICP-OES. After the leaching test, the residues were filtered, washed, dried (45 °C for 24 h), and analyzed using SEM-EDS, XRD, and ICP-OES. In the case of synthetic aqueous solutions, ultrapure water (type I) was used. All chemical reagents were analytical grade and supplied by Merck.
2.4. Toxicity Test
The TCLP and SPLP were employed to determine the stability of elements present in the final solid residue.
Solid residues were subject to the TCLP in accordance with EPA SW-846, Methods 1311. The extraction solution consisted of 5.7 mL glacial acetic acid added to 64.3 mL of 1.0 M NaOH solution, with the final volume brought to 1 L with distilled water. The pH of this solution was adjusted to 4.93 ± 0.05 before use. The procedure consisted of putting the leaching solution and the solid sample in contact in a phase ratio of 20/1 in a sealed bottle. The bottles were rotated at 30 ± 2 rpm for 18 h [25,26,51,52].
Solid residues were subject to the SPLP in accordance with EPA SW-846, Methods 1312. The leaching fluid consisted of an acetic acid mixture and nitric and sulfuric acids, obtaining a solution of pH 4.2. The samples were put in contact in a liquid/solid relationship of 20 in a sealed bottle and then agitated in a rotary system at 30 ± 2 rpm and 23 ± 2 °C for 18 ± 2 h [51].
3. Results and Discussion
3.1. Curing
The effect of the weak acid on the curing stage was tested in a series of batch tests. The curing test investigated the weak acid in the freshwater replacement. 25%, 50%, and 65% of the weak acid in the freshwater replacement were evaluated.
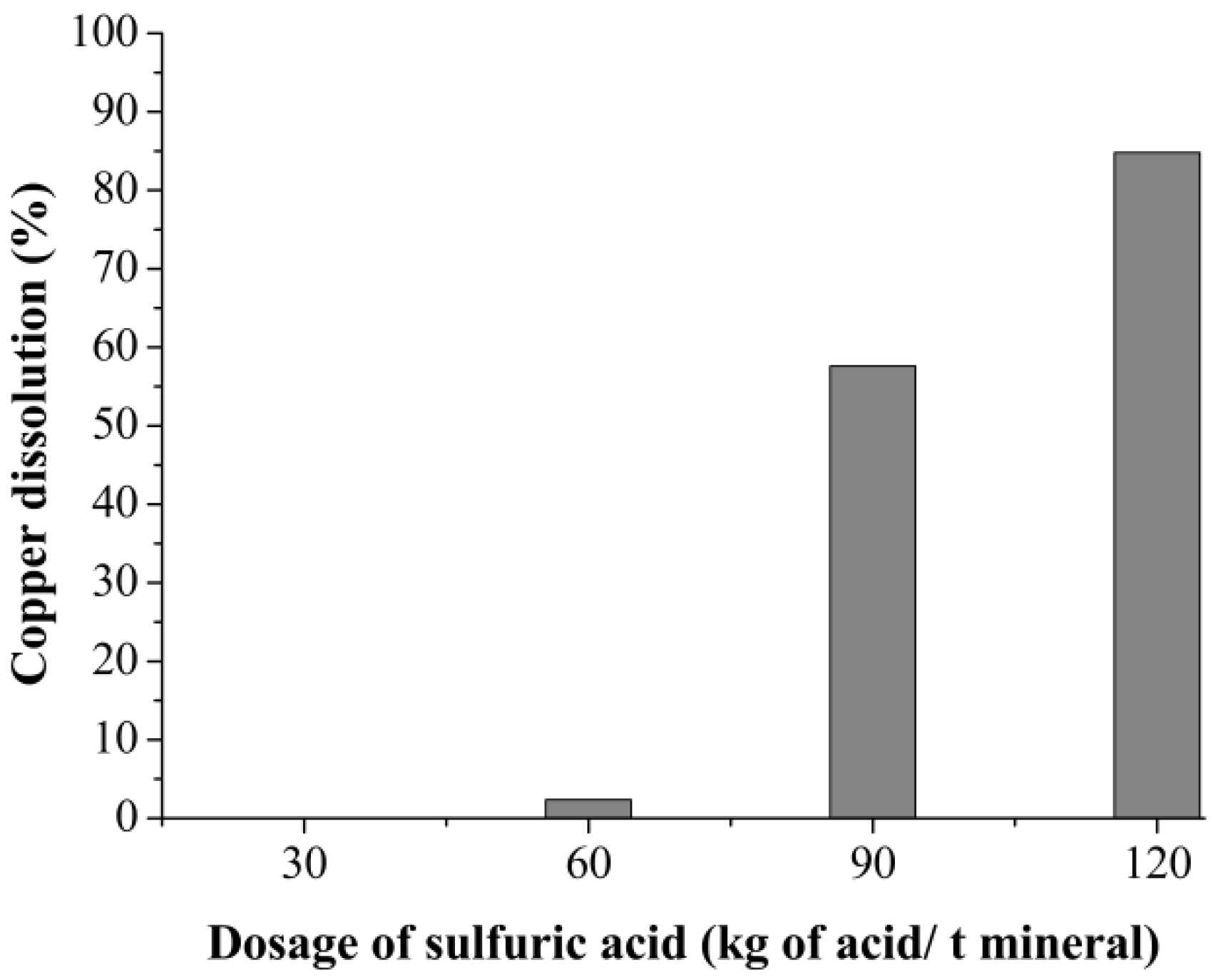
The effect of sulfuric acid on the curing stage without the incorporation of the weak acid is shown in Figure 2. The curing test determined that a dosage of 90 kg of acid/t mineral was adequate (62% of copper was dissolved). Furthermore, with the increase of sulfuric acid, the copper dissolution also increased, but the acid dosage is excessive compared with the literature reports. For example, a sulfuric acid dosage in the curing stage of 30 kg of acid/t ore was reported by Lu et al. [53]. The low copper dissolution with sulfuric acid dosage (fewer than 90 g/t) is attributable to the high acid consumption of the ore used in this research.
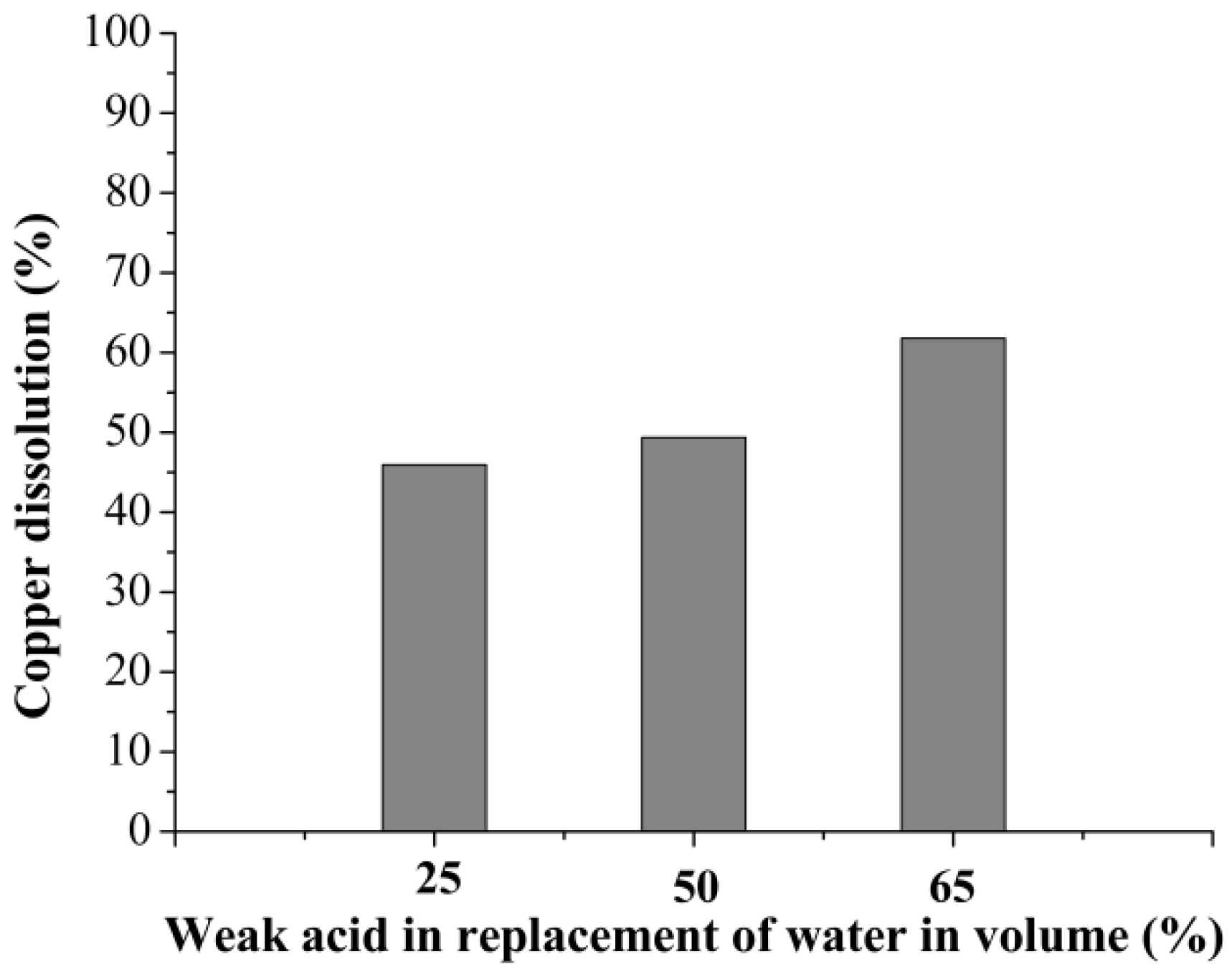
The effect of the weak acid on the curing stage was investigated. The optimal acid dosage was maintained from the previous test. The results showed in Figure 3 indicate a decrease of dissolved copper as compared to the curing stage with only sulfuric acid. These results are very similar to the curing stage with only sulfuric acid at 65% of water replacement by the weak acid. The authors propose that the weak acid in the curing stage produces a low copper dissolution suppressing part of the exothermal reaction generated by the concentrated sulfuric acid. The weak acid produces a high pre-leaching effect at 65% of water replacement, balancing the minor exothermal effect.
3.2. Leaching
Leaching tests to evaluate the sulfuric acid replacement by weak acid in a leaching solution were conducted. The tests were performed with 20% of solids and leach solution with 25 g/L of total sulfuric acid (sulfuric acid + weak acid). The leaching tests were carried out with and without the curing stage. For the first condition, the sulfuric acid concentration was 90 g/t contributed by concentrated sulfuric acid and/or weak acid.
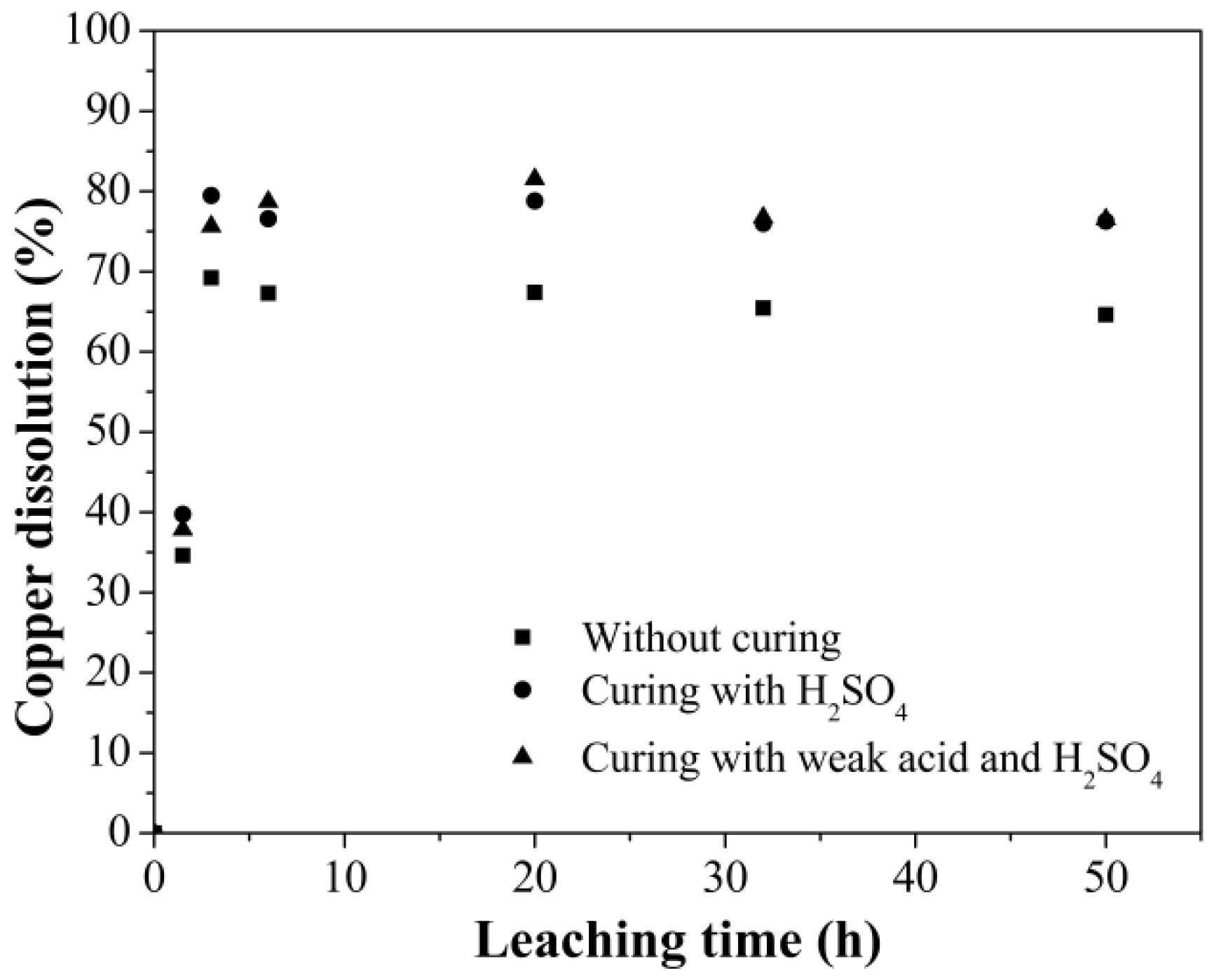
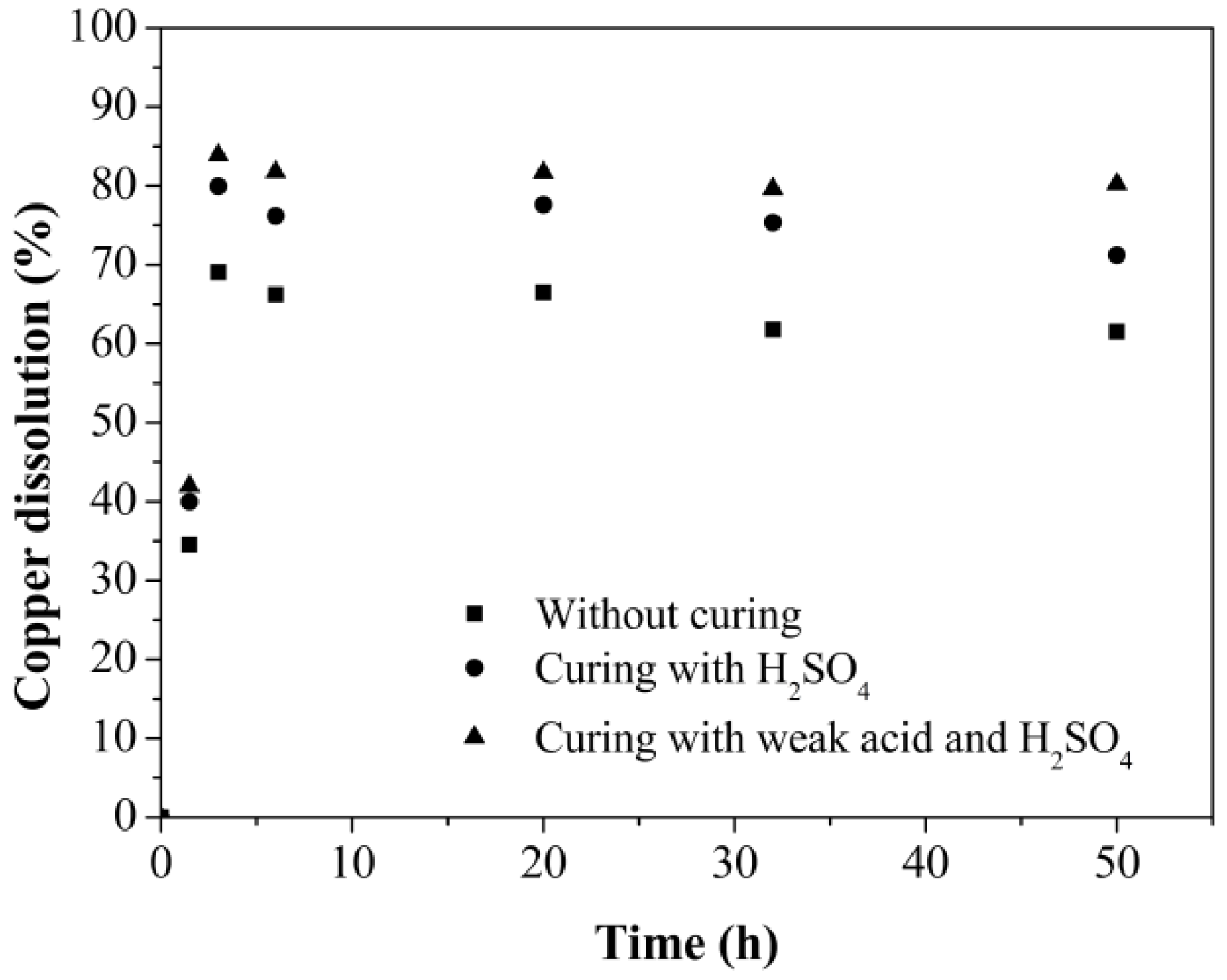
The results showed practically the same copper recovery for leaching tests with and without the weak acid, close to 62% and 80% of copper dissolution after 50 h of leaching (Figure 4 and Figure 5).
Copper dissolutions using water and sulfuric acid as a leaching solution (Figure 4) were 64.62%, 76.26%, and 76.56% after 50 h for the three conditions, respectively. Meanwhile, copper dissolutions using water and weak acid as a leaching solution at the same time (Figure 5) were 61.51%, 71.21%, and 80.21% for the three curing conditions.
Comparing both leaching experiments (with and without weak acid), the results showed a positive effect for weak acid incorporated into the leaching process. The best condition to obtain the greatest copper recovery was obtained by incorporating weak acid both in the curing and in the leaching stages.
Table 6 shows the final concentrations in the pregnant leach solution (PLS) for the leaching tests. The result shows an increase in the concentration of elements such as Cd, Zn, As, Bi, Cu, and Fe. The increase in the levels of some elements in the PLS is due to the weak acid directly contributing to the PLS with these elements.
3.3. Residue of Leaching Tests
The waste was sampled and analyzed to determine the chemical composition (Table 7) after the leaching cycle. Finally, the toxicity tests of the residues were performed to determine their stability.
Toxicity tests to study the stability of the residues were performed. ICP, SEM/EDS, and XRD analyses were performed to determine the chemical composition and mineralogical distribution. Table 8 shows that the washed solutions obtained from the TCLP and SPLP through the leaching residues have very low concentrations of toxic elements. The result of the toxicity tests indicates the high stability of solid residues and a safe final disposition.
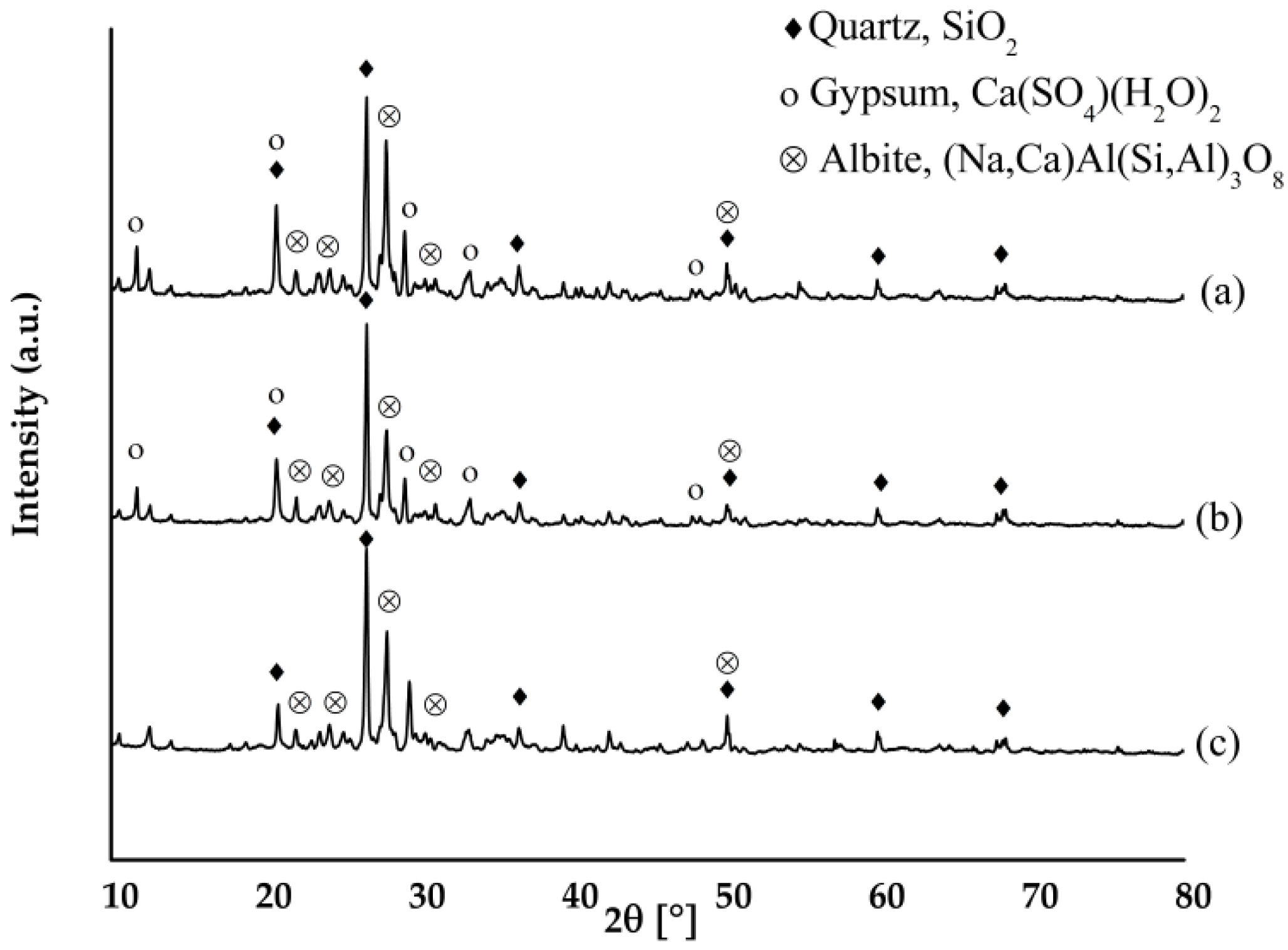
To determine how arsenic is stabilized, XRD, and SEM/EDS analyses were performed. Figure 6 shows the XRD diffractograms of leaching residues where it was possible to identify quartz, gypsum, and albite as the major species. Gypsum is the only new mineralogical species (formed by the reaction between sulfuric acid and the basic minerals of the ore) when comparing the ore and the solid residue. XRD did not detect the mineralogical species because this technique only detects species over 3% in volume.
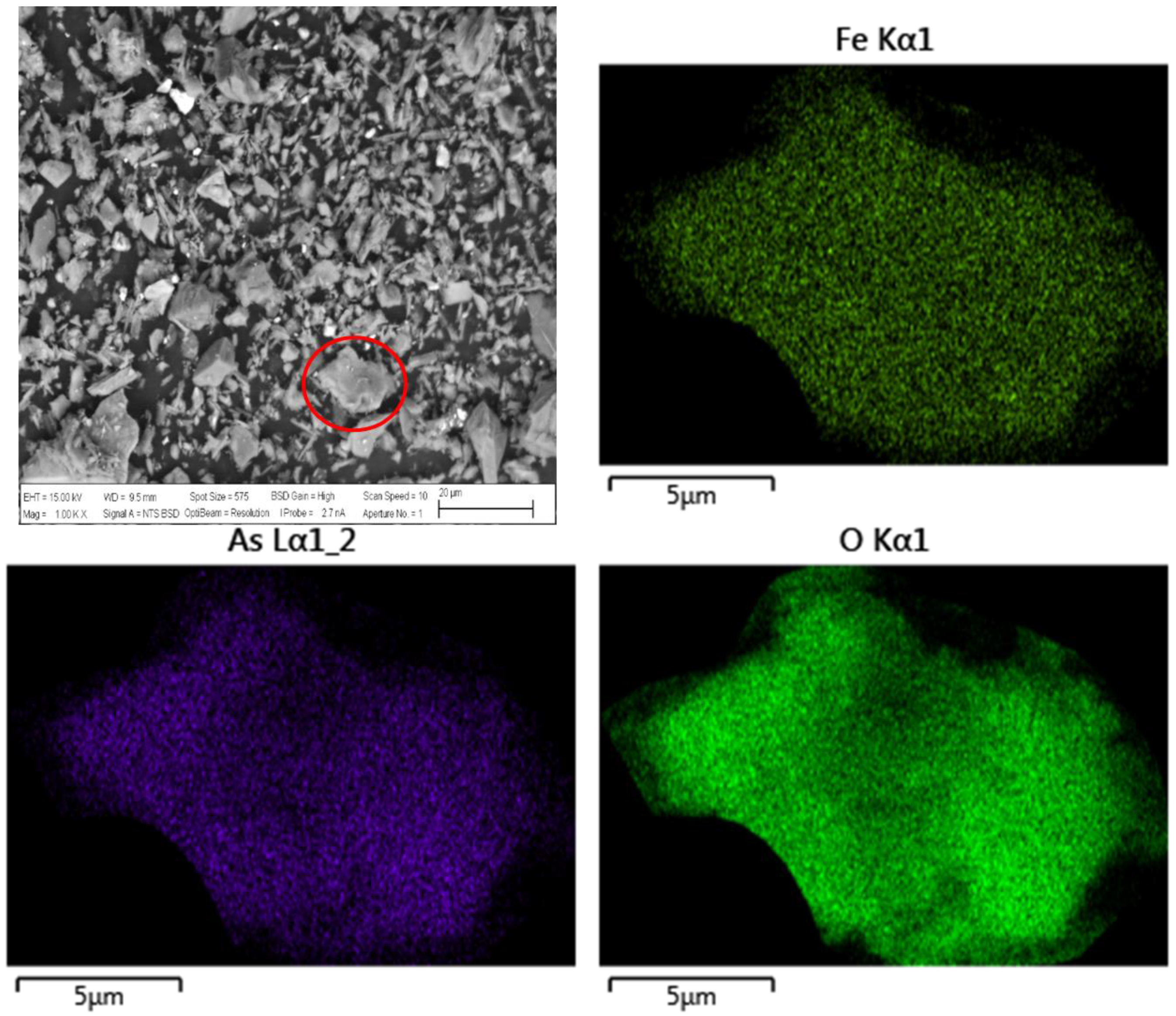
To estimate the mineralogical species that stabilize the arsenic in residues, a SEM/EDS analysis was performed. Figure 7 shows the SEM micrography of the leaching residue (×1000), and a particle (×5500). Most of the particles have associated elements such as silicon, oxygen, sulfur, and calcium; these elements are present in gypsum, quartz, and albite. These species were detected in an XRD analysis (Figure 6). On the other hand, the analysis of the particle marked with a circle using a mapping SEM/EDS (Figure 7) shows high iron, arsenic, and oxygen. These elements are present in mineralogical species such as scorodite and ferrous arsenates, which are stable species for arsenic in residues [25,54]. Leaching working conditions (principally low temperatures) are not favorable to scorodite formation, the presence of this compound being discarded. The formation of ferric arsenate is more probable at ambient conditions. Ferric arsenate is a scorodite precursor, and at high temperatures, the transformation is promoted. Notwithstanding this, ferric arsenate has a low arsenic stabilization capability compared with scorodite, and it can overcome toxicity tests. The arsenic stabilization mechanism was described in detail by Min et al. [28].
4. Conclusions
The current findings support the relevance of weak acid incorporation into the copper ore curing and leaching stages:
The curing test showed a neutral effect of the weak acid on the water replacement. The best result was 65% of water replacement, with 62% of copper dissolution.
The leaching test showed a positive effect of weak acid on water replacement. The result was slight in terms of copper recovery, but it was very important in terms of the water and sulfuric acid reduction.
Weak acid did not produce problems for solid residues in terms of toxic element disposal, owing to the TCLP and SPLP tests being positive.
Finally, the weak acid was a great option for incorporation into copper hydrometallurgy due to its reduced freshwater and sulfuric acid consumptions.
Author Contributions
G.A. performed the experiments and collaborated in the analysis of results and methodology; J.C. collaborated with the ICP tests and analyzed the results obtained; D.G. and A.G. analyzed and interpreted the XRD analyses and revised the manuscript; N.T. performed the mineralogical analysis and interpreted the images obtained; P.H. and R.I.J. performed data curation; R.S. conceptualization, investigation, supervision, and wrote the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors would like to thank Innovation Fund for Competitiveness of the Regional Government of Atacama, project approved by Consejo Regional de Atacama (BIP 30486516-0), CONICYT and GORE Atacama for funding the equipment used in this study (FONDEQUIP EQUVII 0001 and EQUR 16001) and the contribution of the Unit of Scientific Equipment - MAINI, from Catholic University of the North for facilitating the mineralogical tests. Additionally, Giselle Araya thanks the University of Atacama for the postgraduate fellowship and the Innovation Fund for Competitiveness of the Regional Government of Atacama, a project approved by Consejo Regional de Atacama (BIP 30432995-0) and finally Miss Evelyn Cárdenas for her support in the translation of this paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sokić, M.; Marković, B.; Stanković, S.; Kamberović, Ž.; Štrbac, N.; Manojlović, V.; Petronijević, N. Kinetics of chalcopyrite leaching by hydrogen peroxide in sulfuric acid. Metals 2020, 9, 1173. [Google Scholar] [CrossRef] [Green Version]
- Guo, Z.; Zhu, D.; Pan, J.; Wu, T.; Zhang, F. Improving beneficiation of copper and iron from copper slag by modifying the molten copper slag. Metals 2016, 6, 86. [Google Scholar] [CrossRef] [Green Version]
- Drahota, P.; Filippi, M. Secondary arsenic minerals in the environment: A review. Environ. Int. 2009, 35, 1243–1255. [Google Scholar] [CrossRef] [PubMed]
- Filippou, D.; St-Germain, P.; Grammatikopoulos, T. Recovery of metal values from copper-Arsenic minerals and other related resources. Miner. Process. Extr. Metall. Rev. 2007, 28, 247–298. [Google Scholar] [CrossRef]
- Safarzadeh, M.S.; Moats, M.S.; Miller, J.D. An update to “recent trends in the processing of enargite concentrates”. Miner. Process. Extr. Metall. Rev. 2014, 35, 390–422. [Google Scholar] [CrossRef]
- Lee, J.; Kim, S.; Kim, B.; Lee, J. Effect of Mechanical Activation on the Kinetics of Copper Leaching from Copper Sulfide (CuS). Metals 2018, 8, 150. [Google Scholar] [CrossRef] [Green Version]
- Moskalyk, R.R.; Alfantazi, A.M. Review of copper pyrometallurgical practice: Today and tomorrow. Miner. Eng. 2003, 16, 893–919. [Google Scholar] [CrossRef]
- Pérez-Cortes, S.; Aguilera-Carvajal, Y.; Hurtado-Cruz, J.; Vargas-Norambuena, J.P. Modelación y simulación fluido-dinámica computacional de sistema de enfriamiento de gases para fundición de cobre mediante Convertidor Teniente con enfriador evaporativo. Rev. Int. Metod. Numer. Calc. Disen. Ing. 2017, 33, 179–187. [Google Scholar] [CrossRef] [Green Version]
- Torres, D.; Ayala, L.; Jeldres, R.I.; Cerecedo-sáenz, E.; Salinas-rodríguez, E.; Robles, P.; Toro, N. Leaching chalcopyrite with high MnO2 and chloride concentrations. Metals 2020, 10, 107. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Guo, X.; Tian, Q.; Chen, M.; Zhao, B. Reaction mechanism and distribution behavior of arsenic in the bottom blown copper smelting process. Metals 2017, 7, 302. [Google Scholar] [CrossRef] [Green Version]
- Habashi, F. Extractive Metallurgy Today, Progress and Problems. Miner. Process. Extr. Metall. Rev. 1992, 8, 17–33. [Google Scholar] [CrossRef]
- Mamyachenkov, S.V.; Anisimova, O.S.; Kostina, D.A. Improving the precipitation of arsenic trisulfide from washing waters of sulfuric-acid production of copper smelteries. Russ. J. Non-Ferrous Met. 2017, 58, 212–217. [Google Scholar] [CrossRef]
- Chen, Y.; Liao, T.; Li, G.; Chen, B.; Shi, X. Recovery of bismuth and arsenic from copper smelter flue dusts after copper and zinc extraction. Miner. Eng. 2012, 39, 23–28. [Google Scholar] [CrossRef]
- Barassi, G.M.; Klimsa, M.; Borrmann, T.; Cairns, M.J.; Kinkel, J.; Valenzuela, F. Lead sulfate nano- and microparticles in the acid plant blow-down generated at the sulfuric acid plant of the El Teniente mine, Chile. Environ. Sci. Process. Impacts 2014, 16, 2731–2741. [Google Scholar] [CrossRef] [PubMed]
- Dalewski, F. Removing arsenic from copper smelter gases. JOM 1999, 51, 24–26. [Google Scholar] [CrossRef]
- Berry, J.B.; Ferrada, J.B.; Dole, L.R.; Van Dyke, J.W. Sustainable production in the mining industry: By-product recovery. In Proceedings of the WM’00 Conference, Tuczon, AZ, USA, 10–15 April 2000. [Google Scholar]
- Chai, L.; Yue, M.; Yang, J.; Wang, Q.; Li, Q.; Liu, H. Formation of tooeleite and the role of direct removal of As(III) from high-arsenic acid wastewater. J. Hazard. Mater. 2016, 320, 620–627. [Google Scholar] [CrossRef]
- Luo, T.; Cui, J.; Hu, S.; Huang, Y.; Jing, C. Arsenic removal and recovery from copper smelting wastewater using TiO 2. Environ. Sci. Technol. 2010, 44, 9094–9098. [Google Scholar] [CrossRef]
- Guo, L.; Du, Y.; Yi, Q.; Li, D.; Cao, L.; Du, D. Efficient removal of arsenic from “dirty acid” wastewater by using a novel immersed multi-start distributor for sulphide feeding. Sep. Purif. Technol. 2015, 142, 209–214. [Google Scholar] [CrossRef]
- Cui, J.; Du, Y.; Xiao, H.; Yi, Q.; Du, D. A new process of continuous three-stage co-precipitation of arsenic with ferrous iron and lime. Hydrometallurgy 2014, 146, 169–174. [Google Scholar] [CrossRef]
- Lewis, A.E. Review of metal sulphide precipitation. Hydrometallurgy 2010, 104, 222–234. [Google Scholar] [CrossRef]
- Du, Y.; Lu, Q.; Chen, H.; Du, Y.; Du, D. A novel strategy for arsenic removal from dirty acid wastewater via CaCO3-Ca(OH)2-Fe(III) processing. J. Water Process Eng. 2016, 12, 41–46. [Google Scholar] [CrossRef]
- Basha, C.A.; Selvi, S.J.; Ramasamy, E.; Chellammal, S. Removal of arsenic and sulphate from the copper smelting industrial effluent. Chem. Eng. J. 2008, 141, 89–98. [Google Scholar] [CrossRef]
- Wang, A.; Zhou, K.; Zhang, X.; Zhou, D.; Peng, C.; Chen, W. Reductive removal of arsenic from waste acid containing high-acidity and arsenic levels through iodide and copper powder synergy. Chem. Eng. J. 2019, 373, 23–30. [Google Scholar] [CrossRef]
- Raghav, M.; Shan, J.; Sáez, A.E.; Ela, W.P. Scoping candidate minerals for stabilization of arsenic-bearing solid residuals. J. Hazard. Mater. 2013, 263, 525–532. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.; Gomez, M.A.; Yuan, Z.; Zhang, G.; Wang, S.; Li, S.; Yao, S.; Wang, X.; Jia, Y. A novel method for preparing an As(V) solution for scorodite synthesis from an arsenic sulphide residue in a Pb refinery. Hydrometallurgy 2019, 183, 1–8. [Google Scholar] [CrossRef]
- Nazari, A.M.; Radzinski, R.; Ghahreman, A. Review of arsenic metallurgy: Treatment of arsenical minerals and the immobilization of arsenic. Hydrometallurgy 2017, 174, 258–281. [Google Scholar] [CrossRef]
- Min, X.B.; Liao, Y.P.; Chai, L.Y.; Yang, Z.H.; Xiong, S.; Liu, L.; Li, Q.Z. Removal and stabilization of arsenic from anode slime by forming crystal scorodite. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2015, 25, 1298–1306. [Google Scholar] [CrossRef]
- Nishimura, T.; Robins, R.G. Confirmation that tooeleite is a ferric arsenite sulfate hydrate, and is relevant to arsenic stabilisation. Miner. Eng. 2008, 21, 246–251. [Google Scholar] [CrossRef]
- Twidwell, L.G.; Plessas, K.O.; Comba, P.G.; Dahnke, D.R. Removal of Arsenic from Wastewaters and Stabilization of Arsenic Bearing Waste Solids: Summary of Experimental Studies. Miner. Process. Extr. Metall. Rev. 1995, 15, 237–246. [Google Scholar] [CrossRef]
- Agrawal, A.; Kumari, S.; Parveen, M.; Sahu, K.K. Exploitation of copper bleed stream for the extraction and recovery of copper and nickel by bis(2,4,4-trimethylpentyl)phosphinic acid. Miner. Process. Extr. Metall. Rev. 2012, 33, 339–351. [Google Scholar] [CrossRef]
- Agrawal, A.; Bagchi, D.; Kumari, S.; Pandey, B.D. An overview of process options and behavioral aspects of the copper values recovered from the copper bleed stream of a copper smelter developed at the national metallurgical laboratory. Miner. Process. Extr. Metall. Rev. 2009, 30, 136–162. [Google Scholar] [CrossRef]
- Northey, S.A.; Mudd, G.M.; Werner, T.T.; Haque, N.; Yellishetty, M. Sustainable water management and improved corporate reporting in mining. Water Resour. Ind. 2019, 21, 100104. [Google Scholar] [CrossRef]
- Northey, S.A.; Madrid López, C.; Haque, N.; Mudd, G.M.; Yellishetty, M. Production weighted water use impact characterisation factors for the global mining industry. J. Clean. Prod. 2018, 184, 788–797. [Google Scholar] [CrossRef]
- Lagos, G.; Peters, D.; Videla, A.; Jara, J.J. The effect of mine aging on the evolution of environmental footprint indicators in the Chilean copper mining industry 2001–2015. J. Clean. Prod. 2018, 174, 389–400. [Google Scholar] [CrossRef]
- Palomo-Briones, R.; Ovando-Franco, M.; Razo-Flores, E.; Celis, L.B.; Rangel-Méndez, J.R.; Vences-Álvarez, E.; Cruz, R.; Lázaro, I.; Briones-Gallardo, R. An Overview of Reclaimed Wastewater Reuse in Gold Heap Leaching. Miner. Process. Extr. Metall. Rev. 2016, 37, 274–285. [Google Scholar] [CrossRef]
- Chilean Copper Commission (Cochilco). Yearbook Copper Statistics and Other Minerals 1999–2018; Chilean Government; Chilean Copper Commission (Cochilco): Santiago, Chile, 2019. [Google Scholar]
- Chilean Copper Commission (Cochilco). Water Consumption in Copper Mining 2017; Chilean Copper Commission (Cochilco): Santiago, Chile, 2018. [Google Scholar]
- Aitken, D.; Rivera, D.; Godoy-Faúndez, A.; Holzapfel, E. Water scarcity and the impact of the mining and agricultural sectors in Chile. Sustainability 2016, 8, 128. [Google Scholar] [CrossRef] [Green Version]
- Mhlongo, S.; Mativenga, P.T.; Marnewick, A. Water quality in a mining and water-stressed region. J. Clean. Prod. 2018, 171, 446–456. [Google Scholar] [CrossRef] [Green Version]
- Cisternas, L.A.; Gálvez, E.D. The use of seawater in mining. Miner. Process. Extr. Metall. Rev. 2018, 39, 18–33. [Google Scholar] [CrossRef]
- Cruz, C.; Reyes, A.; Jeldres, R.I.; Cisternas, L.A.; Kraslawski, A. Using Partial Desalination Treatment To Improve the Recovery of Copper and Molybdenum Minerals in the Chilean Mining Industry. Ind. Eng. Chem. Res. 2019, 58, 8915–8922. [Google Scholar] [CrossRef]
- Ikumapayi, F.; Rao, K.H. Recycling process water in complex sulfide ore flotation: Effect of calcium and sulfate on sulfide minerals recovery. Miner. Process. Extr. Metall. Rev. 2015, 36, 45–64. [Google Scholar] [CrossRef]
- Castillo, J.; Sepúlveda, R.; Araya, G.; Guzmán, D.; Toro, N.; Pérez, K.; Rodríguez, M.; Navarra, A. Leaching of White Metal in a NaCl-H2SO4 System under Environmental Conditions. Minerals 2019, 9, 319. [Google Scholar] [CrossRef] [Green Version]
- Hernández, P.C.; Taboada, M.E.; Herreros, O.O.; Torres, C.M.; Ghorbani, Y. Chalcopyrite dissolution using seawater-based acidic media in the presence of oxidants. Hydrometallurgy 2015, 157, 325–332. [Google Scholar] [CrossRef]
- Velásquez-Yévenes, L.; Quezada-Reyes, V. Influence of seawater and discard brine on the dissolution of copper ore and copper concentrate. Hydrometallurgy 2018, 180, 88–95. [Google Scholar] [CrossRef]
- Velásquez-Yévenes, L.; Torres, D.; Toro, N. Leaching of chalcopyrite ore agglomerated with high chloride concentration and high curing periods. Hydrometallurgy 2018, 181, 215–220. [Google Scholar] [CrossRef]
- Wittholz, M.K.; O’Neill, B.K.; Colby, C.B.; Lewis, D. Estimating the cost of desalination plants using a cost database. Desalination 2008, 229, 10–20. [Google Scholar] [CrossRef]
- Ziolkowska, J.R. Is Desalination Affordable?—Regional Cost and Price Analysis. Water Resour. Manag. 2015, 29, 1385–1397. [Google Scholar] [CrossRef]
- Bouffard, S.C. Review of agglomeration practice and fundamentals in heap leaching. Miner. Process. Extr. Metall. Rev. 2005, 26, 233–294. [Google Scholar] [CrossRef]
- Tiwari, M.K.; Bajpai, S.; Dewangan, U.K.; Tamrakar, R.K. Suitability of leaching test methods for fly ash and slag: A review. J. Radiat. Res. Appl. Sci. 2015, 8, 523–537. [Google Scholar] [CrossRef] [Green Version]
- Reig, M.; Vecino, X.; Valderrama, C.; Gibert, O.; Cortina, J.L. Application of selectrodialysis for the removal of As from metallurgical process waters: Recovery of Cu and Zn. Sep. Purif. Technol. 2018, 195, 404–412. [Google Scholar] [CrossRef]
- Lu, J.; Dreisinger, D.; West-Sells, P. Acid curing and agglomeration for heap leaching. Hydrometallurgy 2017, 167, 30–35. [Google Scholar] [CrossRef]
- Paktunc, D.; Bruggeman, K. Solubility of nanocrystalline scorodite and amorphous ferric arsenate: Implications for stabilization of arsenic in mine wastes. Appl. Geochem. 2010, 25, 674–683. [Google Scholar] [CrossRef]
Figure 1.
SEM image of mineral ore (×100).

Figure 2.
Curing test to evaluate the sulfuric acid dosage.

Figure 3.
Curing test to evaluate the weak acid replacement in the curing stage.

Figure 4.
Copper leaching test with sulfuric acid and water as a leaching agent.

Figure 5.
Copper leaching test with weak acid and water as a leaching agent.

Figure 6.
XRD pattern of leaching residues (a) with weak acid and (b) without weak acid, and of (c) copper ore.
Figure 6.
XRD pattern of leaching residues (a) with weak acid and (b) without weak acid, and of (c) copper ore.

Figure 7.
SEM-BSE image for leaching residues (×1000) and the SEM-EDS for the particle in the red circle (×5500).
Figure 7.
SEM-BSE image for leaching residues (×1000) and the SEM-EDS for the particle in the red circle (×5500).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Elements contained in the weak acid.
| Element | mg/L | Element | mg/L | Element | mg/L |
|---|---|---|---|---|---|
| Zn | 38,195.3 | Mg | 233.0 | Li | 2.0 |
| As | 3676.0 | Bi | 90.9 | Hg | 0.01 |
| Cu | 2424.0 | Pb | 87.8 | Co | 0.0 |
| Fe | 1570.0 | Sb | 80.0 | Se | 0.0 |
| Cd | 1172.0 | Mo | 54.0 | Sr | 0.0 |
| Ca | 664.0 | Cr | 28.0 | Ti | 0.0 |
| Ni | 188.0 | Tl | 7.0 | V | 0.0 |
Table 2.
Elements contained in the copper oxide ore in percentages.
| Element | Amount (wt%) |
|---|---|
| Cu | 1.59 |
| Fe | 10.65 |
| As | 0.004 |
| Cd | 0.0003 |
| Ca | 4.17 |
| Co | 0.0063 |
| Pb | 0.015 |
| Li | 0.0012 |
| Mg | 1.02 |
| Mn | 0.09 |
| Sr | 0.006 |
| Ti | 0.10 |
| Zn | 0.08 |
| Bi | 0.0625 |
| Hg | 0.0004 |
Table 3.
Mineralogical composition of copper ore.
| Mineral | Amount (wt%) |
|---|---|
| Albite | 22.1 |
| Quartz | 25.6 |
| Anorthite | 16.2 |
| Orthoclase | 5.6 |
| Calcite | 5.7 |
| Chlorite | 5.7 |
| Hornblende | 4.5 |
| Titanite | 3.1 |
| Epidote | 2.7 |
| Hematite | 4.2 |
| Cuprite | 0.9 |
| Muscovite | 2.7 |
| Tenorite | 0.4 |
| Other minerals | 0.6 |
| Total | 100.0 |
Table 4.
Experimental design for curing tests.
| Set | Dosage of H2SO4 (kg H2SO4/t ore) | Weak acid in Water Replacement (%) |
|---|---|---|
| 1 | 30 | 0 |
| 60 | ||
| 90 | ||
| 120 | ||
| 2 | From set 1 | 25 |
| 50 | ||
| 65 |
Table 5.
Experimental design from the leaching test.
| Solid Fraction (%) | Sulfuric Acid (g/L) | Weak acid Replacement to Sulfuric Acid (%) | Curing Conditions |
|---|---|---|---|
| 20 | 25 | 0 | Without curing |
| Curing with H2SO4 (90 g/t) and water | |||
| Curing with weak acid, H2SO4, and water (60% weak acid, and 90 g/t of H2SO4 contributed by weak acid and concentrated sulfuric acid) | |||
| 20 | 25 | 100 | Without curing |
| Curing with H2SO4 (90 g/t) and water | |||
| Curing with weak acid, H2SO4, and water (60% weak acid and 90 g/t of H2SO4 contributed by weak acid and concentrated sulfuric acid) |
Table 6.
Chemical characterization of the PLS obtained by leaching with sulfuric acid and weak acid.
Table 6.
Chemical characterization of the PLS obtained by leaching with sulfuric acid and weak acid.
| Element g/L | With Sulfuric Acid | With Weak Acid | ||||
|---|---|---|---|---|---|---|
| Without Curing | Curing with H2SO4 and Water | Curing with Weak Acid, H2SO4, and Water | Without Curing | Curing with H2SO4 and Water | Curing with Weak Acid, H2SO4, and Water | |
| Cd | 0.00 | 0.00 | 419- | 0.31 | 0.32 | 0.44 |
| Zn | 0.02 | 0.00 | 1.95 | 8.25 | 9.37 | 12.17 |
| Sb | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| Pb | 0.02 | 0.02 | 0.01 | 0.01 | 0.00 | 0.00 |
| As | 0.00 | 0.00 | 0.18 | 0.80 | 1.07 | 1.46 |
| Cu | 3.03 | 3.48 | 3.49 | 3.66 | 4.06 | 4.48 |
| Fe | 0.35 | 2.34 | 2.25 | 0.74 | 2.38 | 2.38 |
| Mn | 0.12 | 0.14 | 0.15 | 0.15 | 0.14 | 0.14 |
| Hg | <0.001 (*) | <0.001 (*) | <0.001 (*) | <0.001 (*) | <0.001 (*) | <0.001 (*) |
| Bi | 0.0112 | 0.0110 | 0.0128 | 0.0159 | 0.0263 | 0.0301 |
* Under the detection limit.
Table 7.
Chemical composition of leaching residues.
| Amount (wt%) | With Sulfuric Acid | With Weak Acid | ||||
|---|---|---|---|---|---|---|
| Without Curing | Curing with H2SO4 and Water | Curing with Weak Acid, H2SO4, and Water | Without Curing | Curing with H2SO4 and Water | Curing with Weak Acid, H2SO4, and Water | |
| Cd | 0.0026 | 0.0250 | 0.0031 | 0.0244 | 0.040 | 0.0065 |
| Zn | 0.0205 | 0.0288 | 0.0268 | 0.044 | 0.045 | 0.030 |
| Sb | 0.0114 | 0.0096 | 0.0100 | 0.0113 | 0.0114 | 0.0108 |
| Pb | 0.173 | 0.172 | 0.170 | 0.214 | 0.1808 | 0.163 |
| As | 0.182 | 0.602 | 0.191 | 1.766 | 1.144 | 0.856 |
| Cu | 0.199 | 0.220 | 0.220 | 0.510 | 0.204 | 0.191 |
| Fe | 7.57 | 8.653 | 8.418 | 8.508 | 8.380 | 8.053 |
| Mn | 0.042 | 0.338 | 0.034 | 0.038 | 0.029 | 0.030 |
| Hg | <0.001 (*) | <0.001 (*) | <0.001 (*) | <0.001 (*) | <0.001 (*) | <0.001 (*) |
| Bi | 0.043 | 0.0795 | 0.053 | 0.209 | 0.171 | 0.139 |
* Under the detection limit.
Table 8.
Chemical composition for the TCLP and SPLP tests.
| Test | Condition | Element Concentration (mg/L) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Pb | Cd | Hg | Cr | Ba | Se | As | Ag | ||
| TCLP | Without weak acid | 0.384 | 0.019 | <0.001 * | 0.029 | 14.330 | <0.3 * | 0.704 | <0.007 * |
| With weak acid | 0.516 | 0.559 | <0.001 * | 0.036 | 14.720 | <0.3 * | 2.141 | <0.007 * | |
| SPLP | Without weak acid | 0.159 | 0.010 | <0.001 * | 0.026 | 12.300 | <0.3 * | 0.608 | <0.007 * |
| With weak acid | 0.347 | 0.532 | <0.001 * | 0.036 | 10.230 | <0.3 * | 2.071 | 0.008 | |
* Under the detection limit.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Araya, G.; Toro, N.; Castillo, J.; Guzmán, D.; Guzmán, A.; Hernández, P.; Jeldres, R.I.; Sepúlveda, R. Leaching of Oxide Copper Ores by Addition of Weak Acid from Copper Smelters. Metals 2020, 10, 627. https://doi.org/10.3390/met10050627
AMA Style
Araya G, Toro N, Castillo J, Guzmán D, Guzmán A, Hernández P, Jeldres RI, Sepúlveda R. Leaching of Oxide Copper Ores by Addition of Weak Acid from Copper Smelters. Metals. 2020; 10(5):627. https://doi.org/10.3390/met10050627
Chicago/Turabian StyleAraya, Giselle, Norman Toro, Jonathan Castillo, Danny Guzmán, Alexis Guzmán, Pía Hernández, Ricardo I. Jeldres, and Rossana Sepúlveda. 2020. "Leaching of Oxide Copper Ores by Addition of Weak Acid from Copper Smelters" Metals 10, no. 5: 627. https://doi.org/10.3390/met10050627
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.