1. Introduction
The exploitation of periodic lattice structures has lately biased the way lightweight components are designed, which is motivated by a number of static and dynamic properties that are not commonly achievable with conventional materials and configurations, such as high strength to weight ratio [
1], negative Poisson’s ratio [
2], improved damping capabilities [
3,
4], among others. Relevant examples include lattices characterized by peculiar topologies, see Ref. [
5] for a review of the state of the art. Such configurations have sparked broad interest within several realms of engineering, such as aerospace, maritime engineering, automotive and biomedical. For instance, Lira et al. [
6] employed a lattice structure to reduce the inertial forces of a fan blade by way of a graded 2D honeycomb core. Spadoni et al. [
7] have functionally designed chiral-based auxetic cells to improve the response of airfoils in terms of dissipation.
In this context, additive manufacturing (AM) techniques are often used for a large variety of applications and suit the fabrication of many lattice structures present in the literature. Indeed, the continuous technological improvement of AM techniques has led to the fabrication of complex structures impossible to obtain with conventional manufacturing processes. Relevant examples include 3D printing techniques. For example, Colombo et al. [
8] observed that the damping of AlSi10Mg manufactured by Selective Laser Melting (SLM) can be strongly affected by the printing directions. Fiocchi et al. [
9,
10] compared the damping of a lattice and full solid structures made of SLM Ti6Al4V, observing a two-orders of magnitude increase in the case of lattice structures. Similar results have been observed in a number of papers [
7,
11], which further confirms the improved dynamic performances of lattice structures. Practically, industrial applications require reliable methods capable of predicting the structural integrity of such components. A number of static and fatigue criteria have been presented in recent works, see Ref. [
12] for a recent review of the state of the art on this matter.
Several experimental studies have been proposed [
13,
14,
15,
16] in the attempt to shed light on the fatigue behavior of a variety of lattice structures. The effect of porosity on the fatigue strength of cellular materials manufactured by SLM has been investigated in Ref. [
17]. Different structures with porosities between 68% and 84% have been manufactured and dynamically tested under fatigue. It is shown that all fatigue data points collapse on a single Stress-Life (SN) curve when the applied stress amplitude is normalized with respect to the yield strength of the structures. However, it is also found that the normalized endurance limit of all tested porous structures is lower than that of the corresponding solid material, i.e., 10–20% of the yield strength of the lattice structure against 40% for the bulk material. This discrepancy has been attributed to the transitions in cell geometry and to defects induced during the printing process. Even if the cell topology is optimized for reducing the stress concentration in the transitions [
18], the effect of the printing process on the surface roughness and on a non-uniform thickness of the struts can reduce fatigue life and strength.
Several studies have been proposed in the attempt to reduce the number of defects induced by the printing process of L-PBF. The effects of laser power, scanning speed, beam diameter, and powder variability on metal components have been studied in Refs. [
19,
20,
21,
22,
23]. Regarding the surface roughness, a significant improvement has been offered in [
24] through Laser polishing (LP). Despite the continuous technological improvement of L-PBF, the manufacturing of lattice structure still remains quite challenging due to the small feature size and complex shape. In this regard, Dallago et al. [
25] observed that node geometry and printing directions have a relevant impact on the fatigue behavior of lattice structures and can be tailored to improve fatigue life. In addition, the dependence from defects and strut irregularities has been addressed numerically by Boniotti et al. [
26] by way of a finite element model based on the as-manufactured geometry, which has been reconstructed by CT-scan. Then, a multiaxial high cycle fatigue criterion has been used to prove that the highest equivalent stress occurs in correspondence of the strut nodes and on the largest strut irregularities.
Better fatigue performance has been observed for triply periodic minimal surface (TPMS) structures, where the absence of struts and nodes significantly reduces the stress concentrations, and a continuous curvature of their surface provides great benefits in terms of fatigue strength [
27,
28,
29]. In other words, there is a large variety of studies about static and fatigue criteria of lattice structures. However, the dynamic characterization under resonance and the random fatigue behavior has been elusive from the practical perspective and still represents an open point.
In this context, the fatigue assessment of porous structures has been so far performed only experimentally through imposed random accelerations [
30]. In detail, Richard et al. developed an innovative loop heat pipe for a Nasa’s cubesat, with a porous wick fabricated by AM techniques, able to resist to a given power spectral density (PSD), which is representative of the acceleration of the satellite launch phase. In the proposed configuration, the structural integrity has been verified by way of an experimental campaign. However, for design purposes, a numerical method to predict fatigue life under random loads is often preferable, but existing vibration fatigue criteria have not been verified for lattice structures yet.
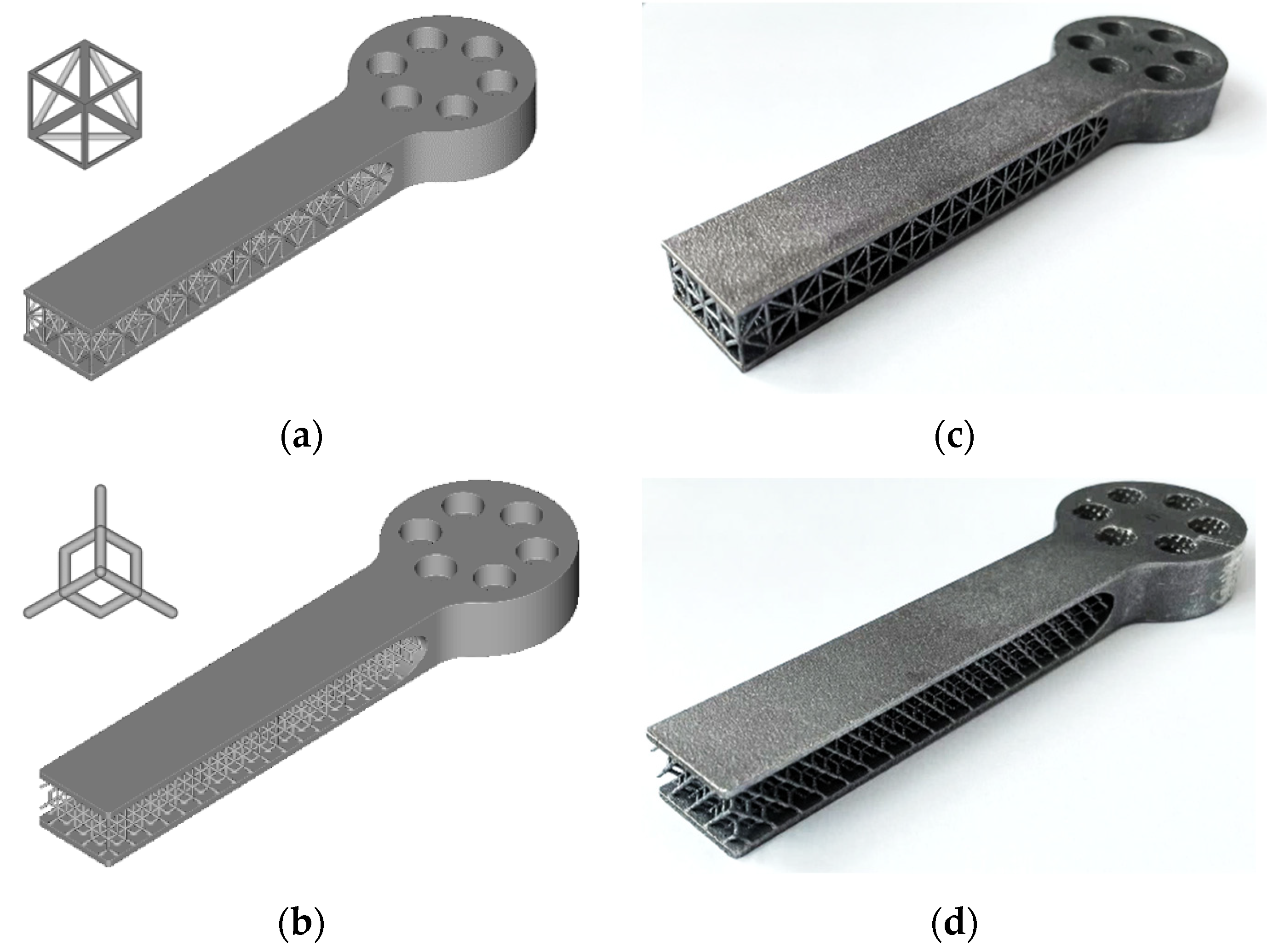
Motivated by this lack in the literature, in this work we present and experimentally validate a method for fatigue life prediction for face-centered-cubic (FCC) and Diamond lattice structures, manufactured by Laser Powder Bed Fusion (L-PBF), under resonant condition and random vibrations.
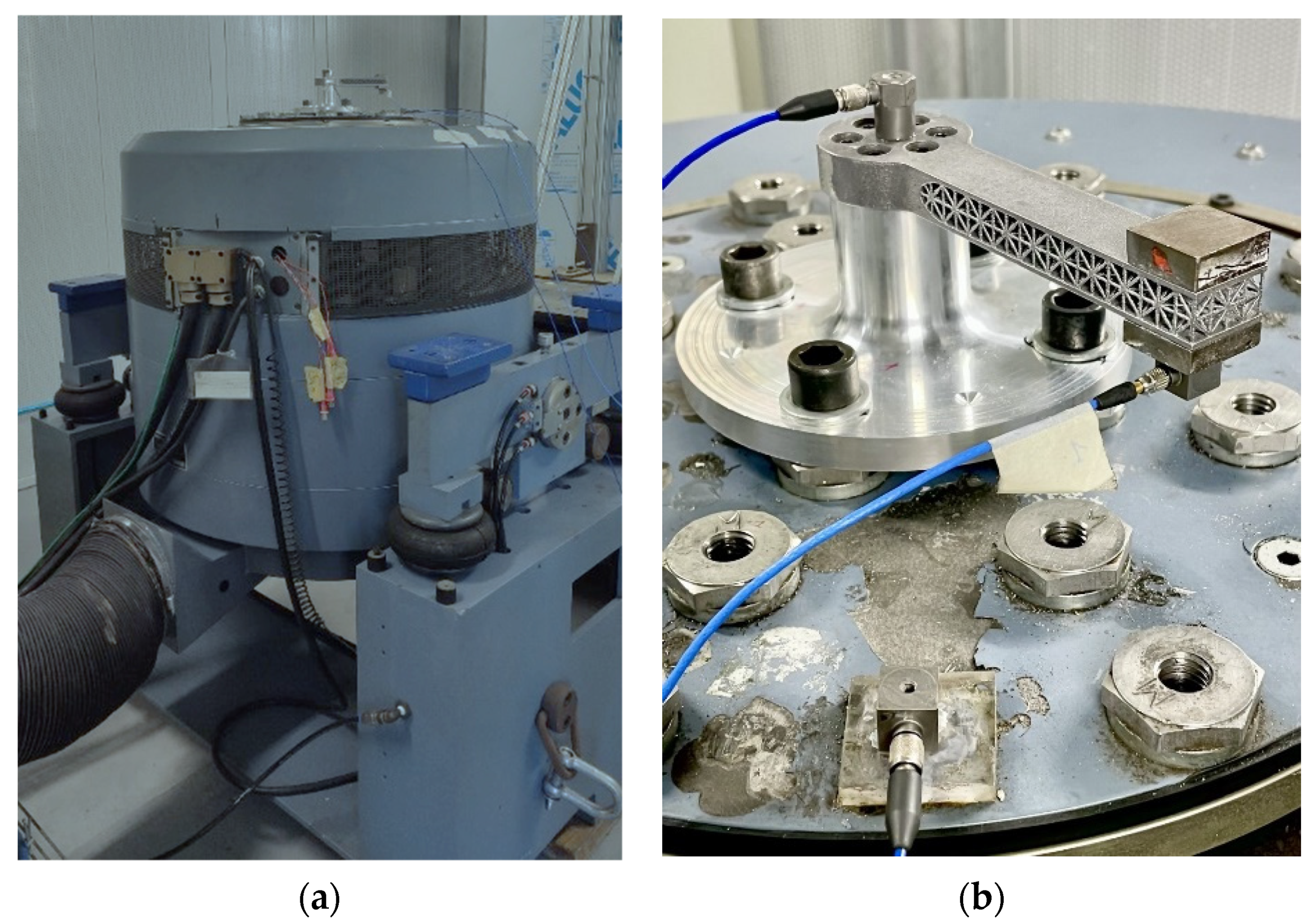
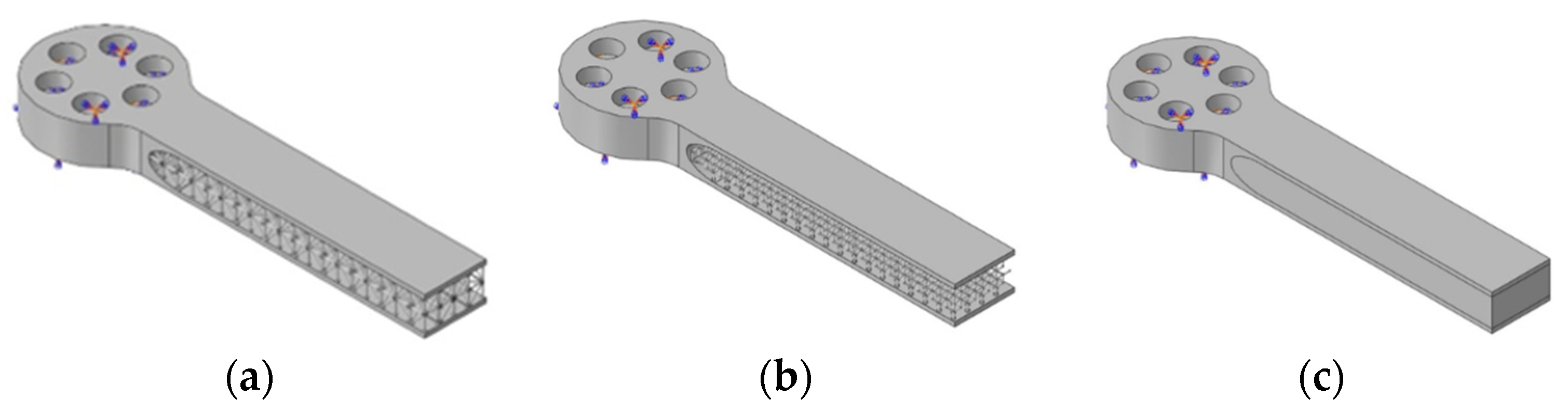
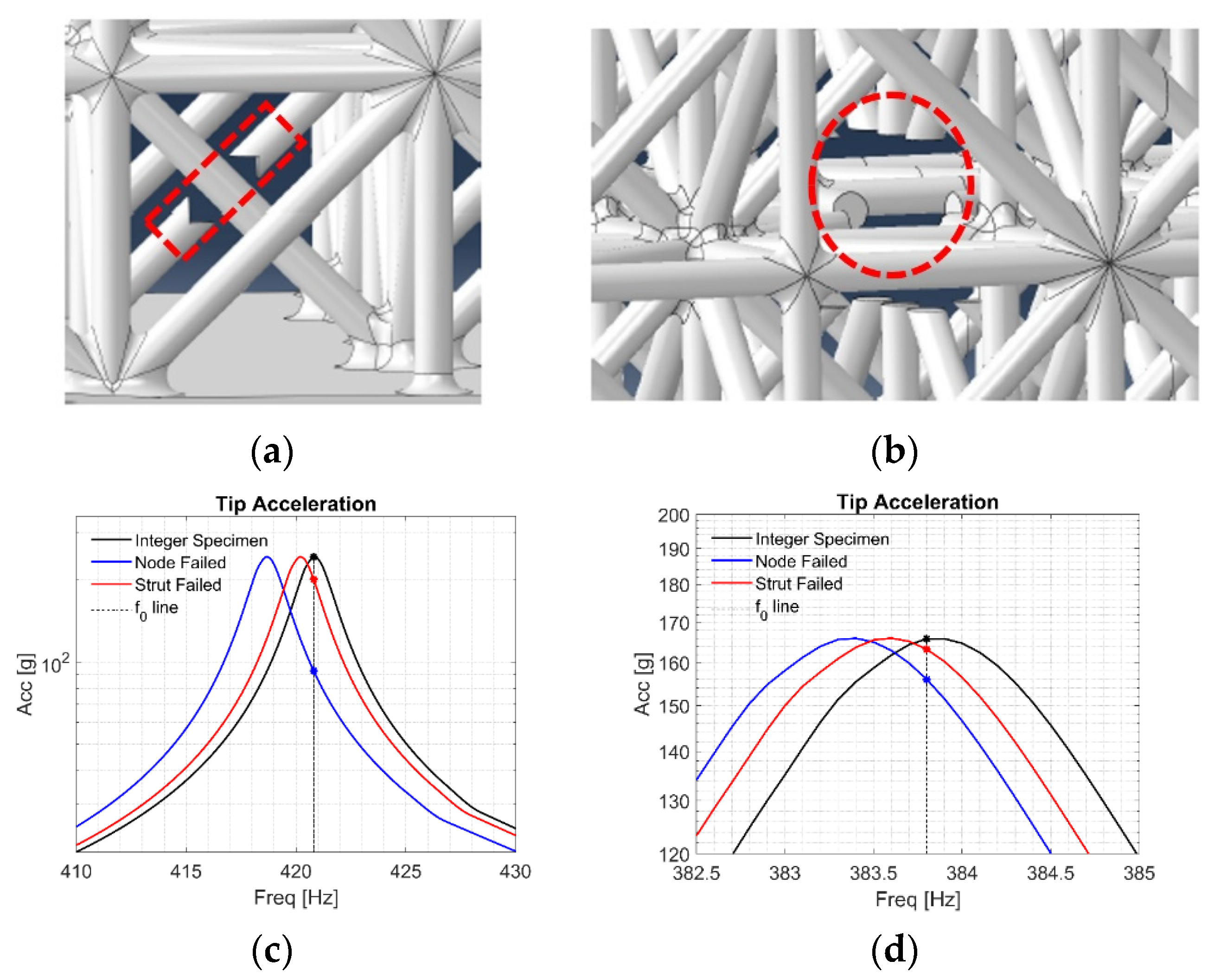
Two distinct types of experimental tests have been performed to study the fatigue behavior: (i) an endurance test imposing an excitation frequency corresponds to the first bending mode, (ii) a random excitation fatigue test to meet excitation levels and spectra consistent with real applications. Before fatigue tests, the frequency response function of all specimens, including all the relevant dynamic quantities such as damping and natural frequencies, has been estimated through sweep frequency tests. A numerical model with induced localized damage, broken strut, or missing node, is employed to emulate the effect of a local failure of the lattice elements to the drops in the global dynamic response in resonance and due to random input. The failure condition is defined as corresponding to the failure of the most loaded strut in the numerical analysis.
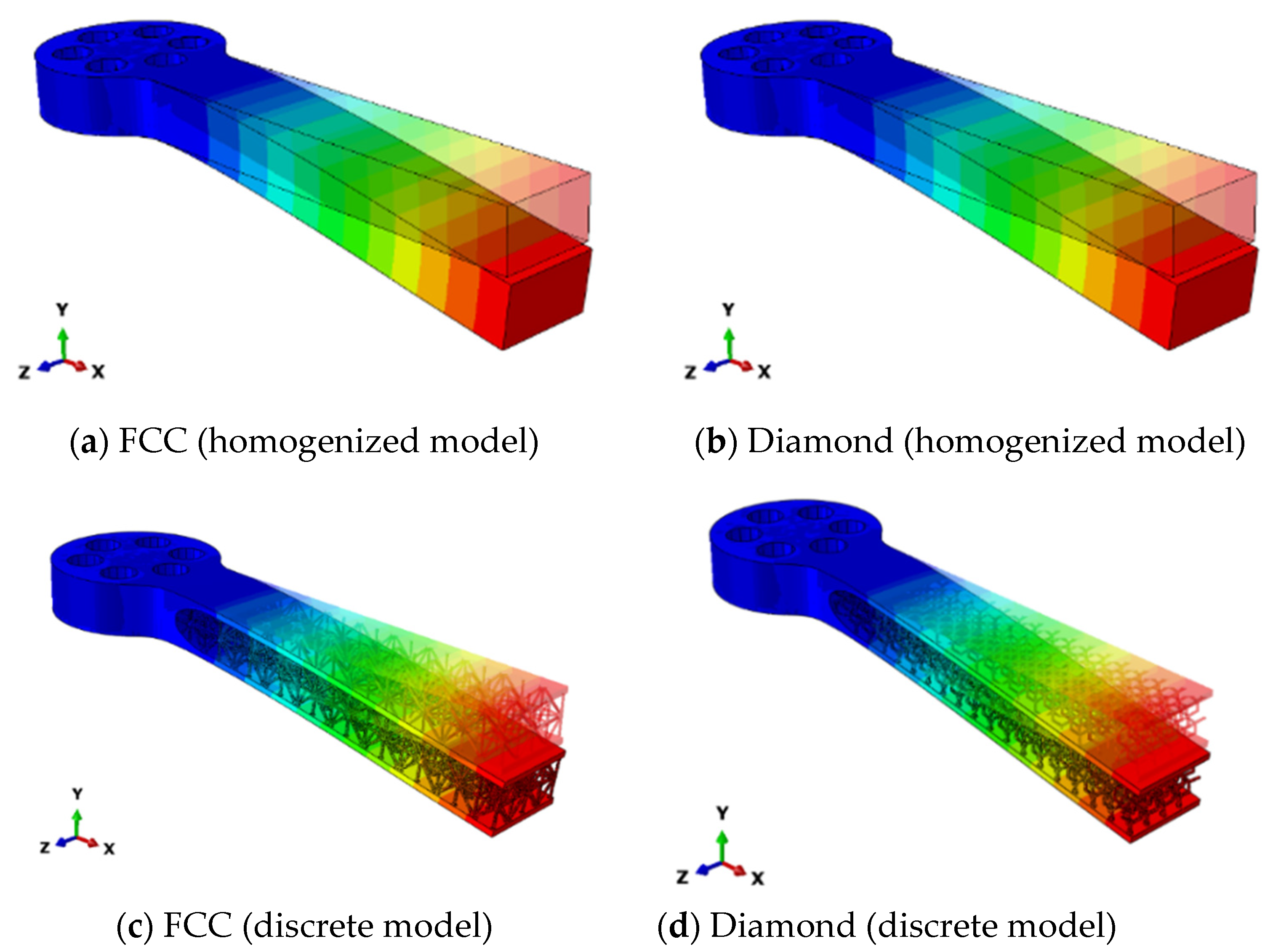
Fatigue test results under resonant conditions, i.e., at constant stress amplitude, have been analyzed through the procedure presented in Ref. [
26]; i.e., by computing an equivalent stress amplitude based on a multiaxial high cycle fatigue criterion. In addition, a map of the equivalent stress amplitude has been obtained through finite element analyses for different values of tip displacement and damping ratios. By using the equivalent stress amplitude value in the SN diagram of the parent material, corresponding to the tip displacement and the damping ratio experimentally measured in the endurance tests, fatigue life can be predicted with good accuracy.
For the experimental tests under random vibrations, starting from the application of the Rainflow’s algorithm to the experimentally measured tip displacement, the cumulative fatigue damage has been computed with the Miner’s rule where, for every cycle, the damage is calculated considering the corresponding tip displacement, i.e., the equivalent stress amplitude thorough the stress map, and the SN diagram of the parent material.
The proposed procedure leads to fatigue damage to failure, which is around 1, demonstrating an accurate matching between the predictive model and experimental results.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}