
Study on the Surface Modification of Nanostructured Ti Alloys and Coarse-Grained Ti Alloys

 , ,
, ,  and
and 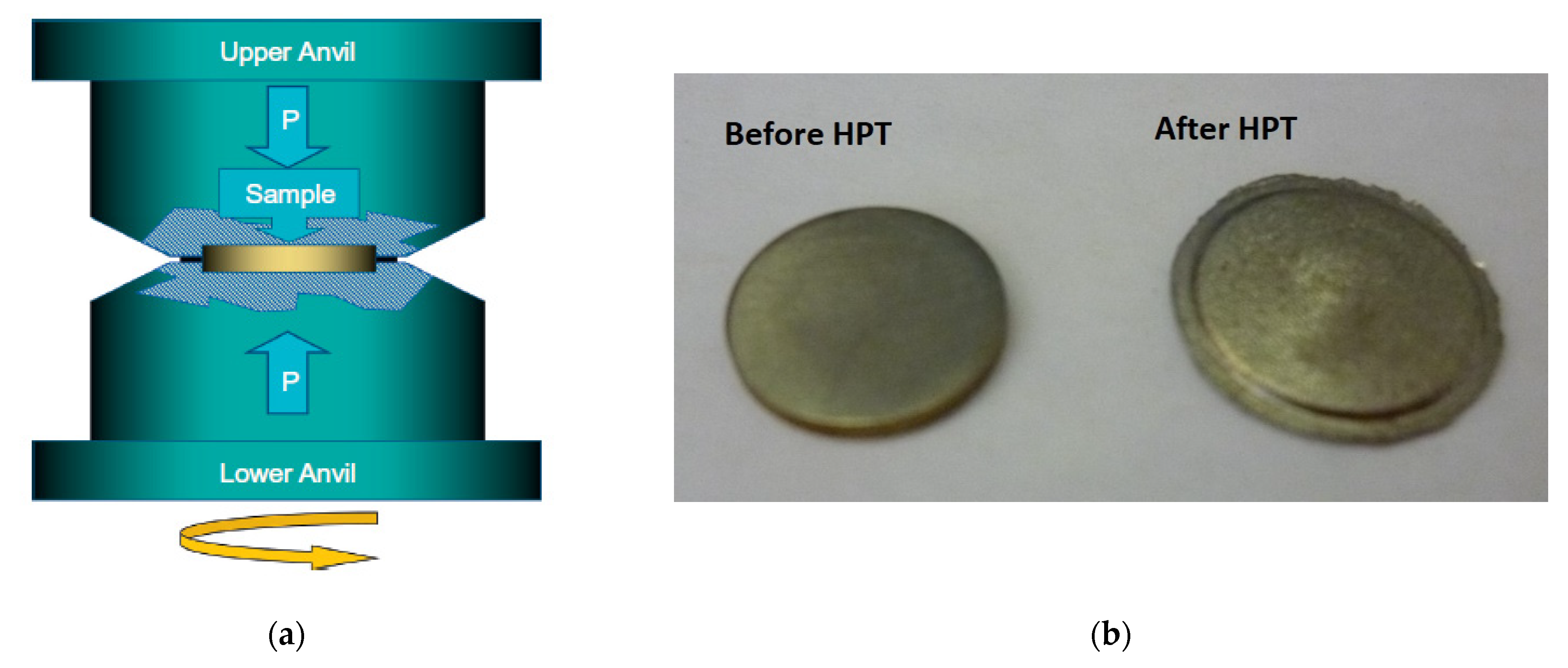{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Summary and Conclusions
- (1)
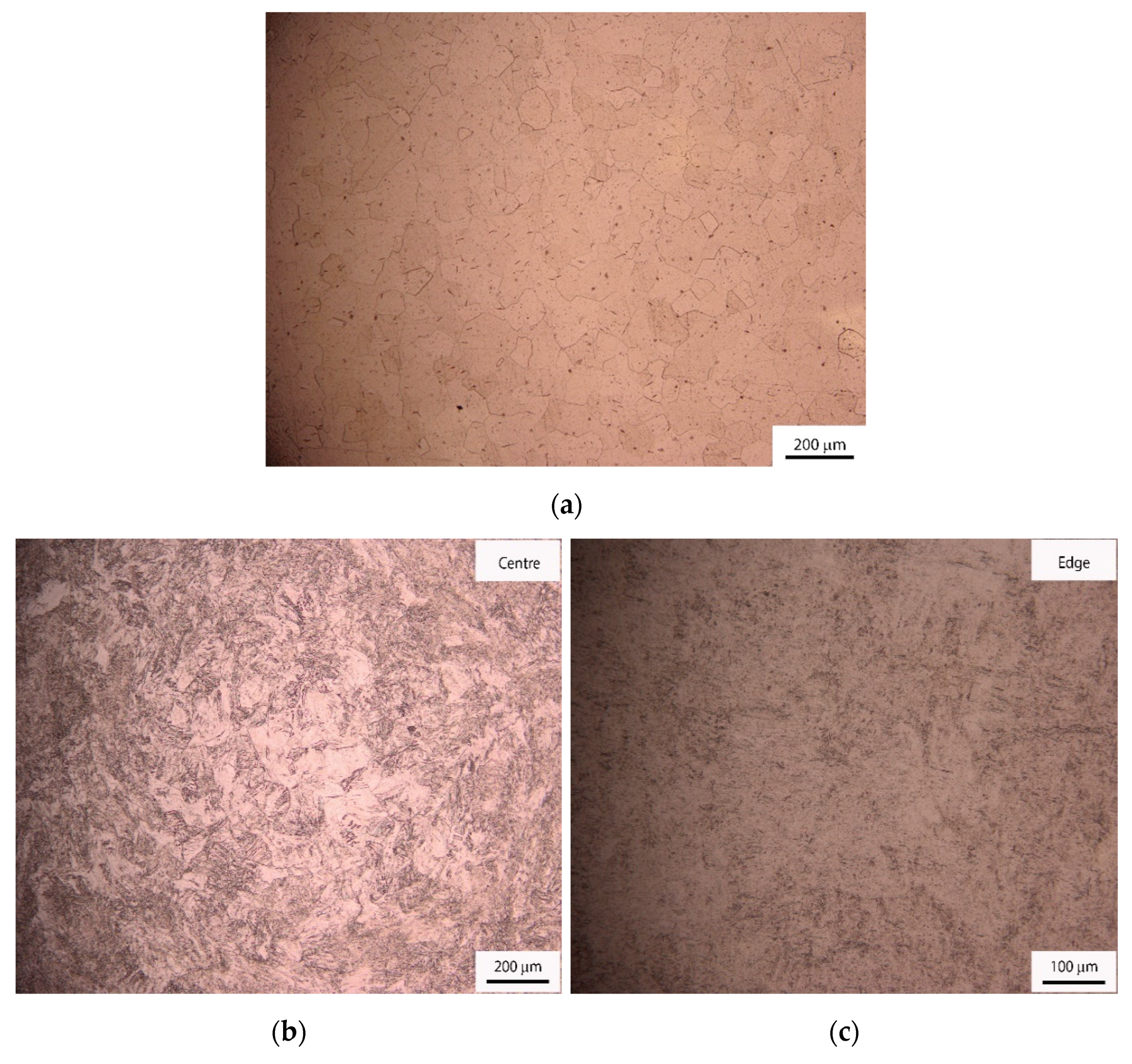
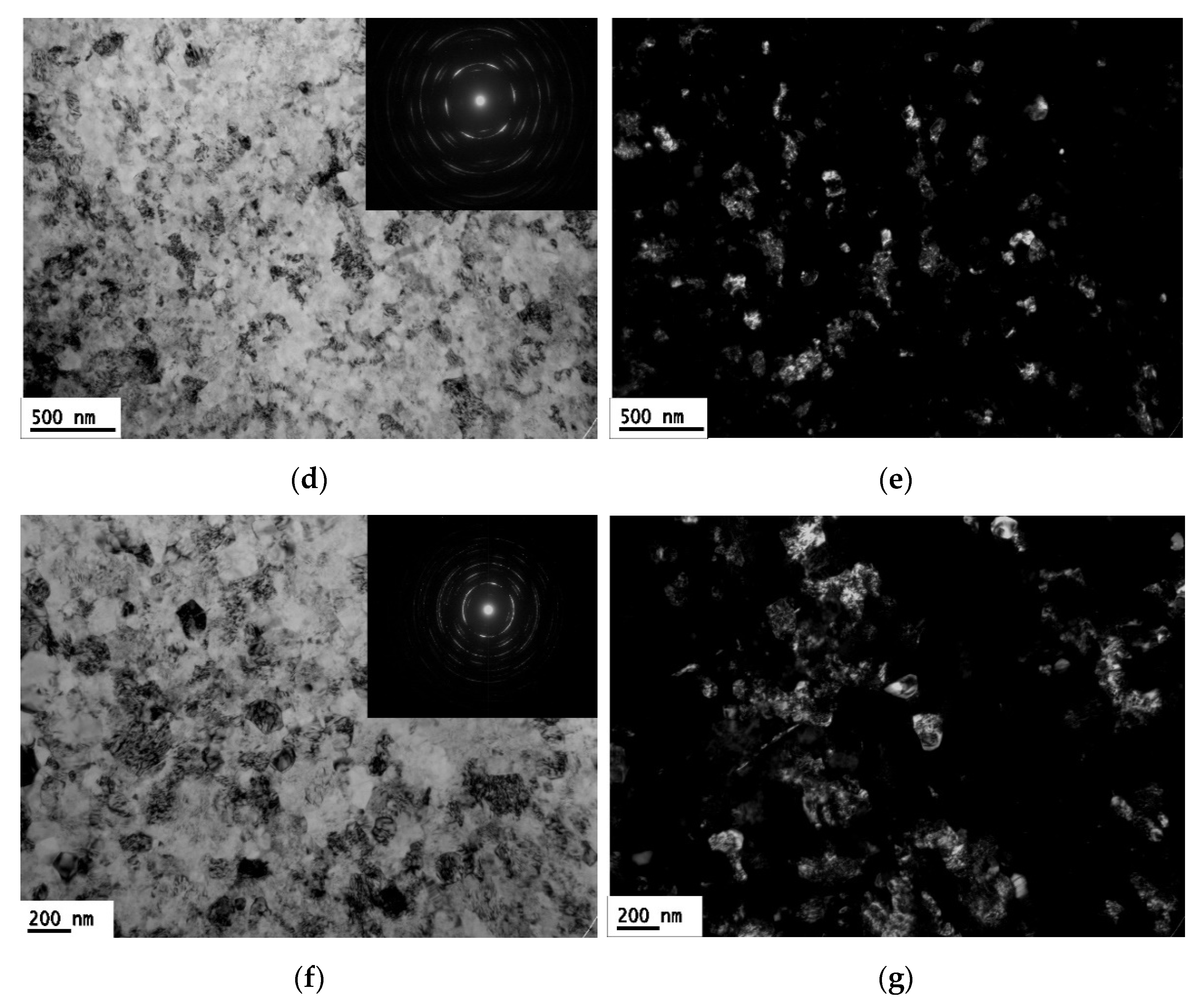
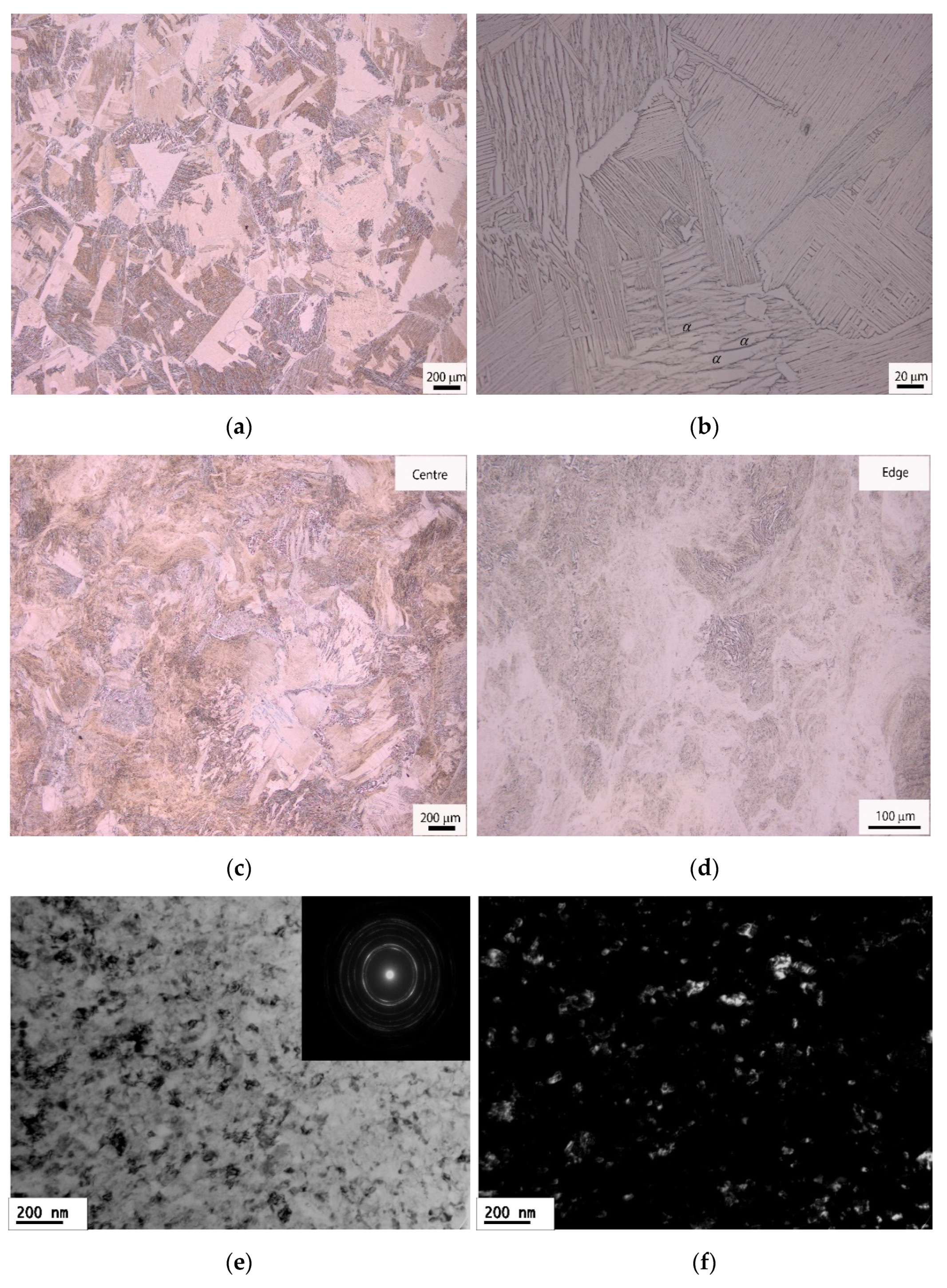
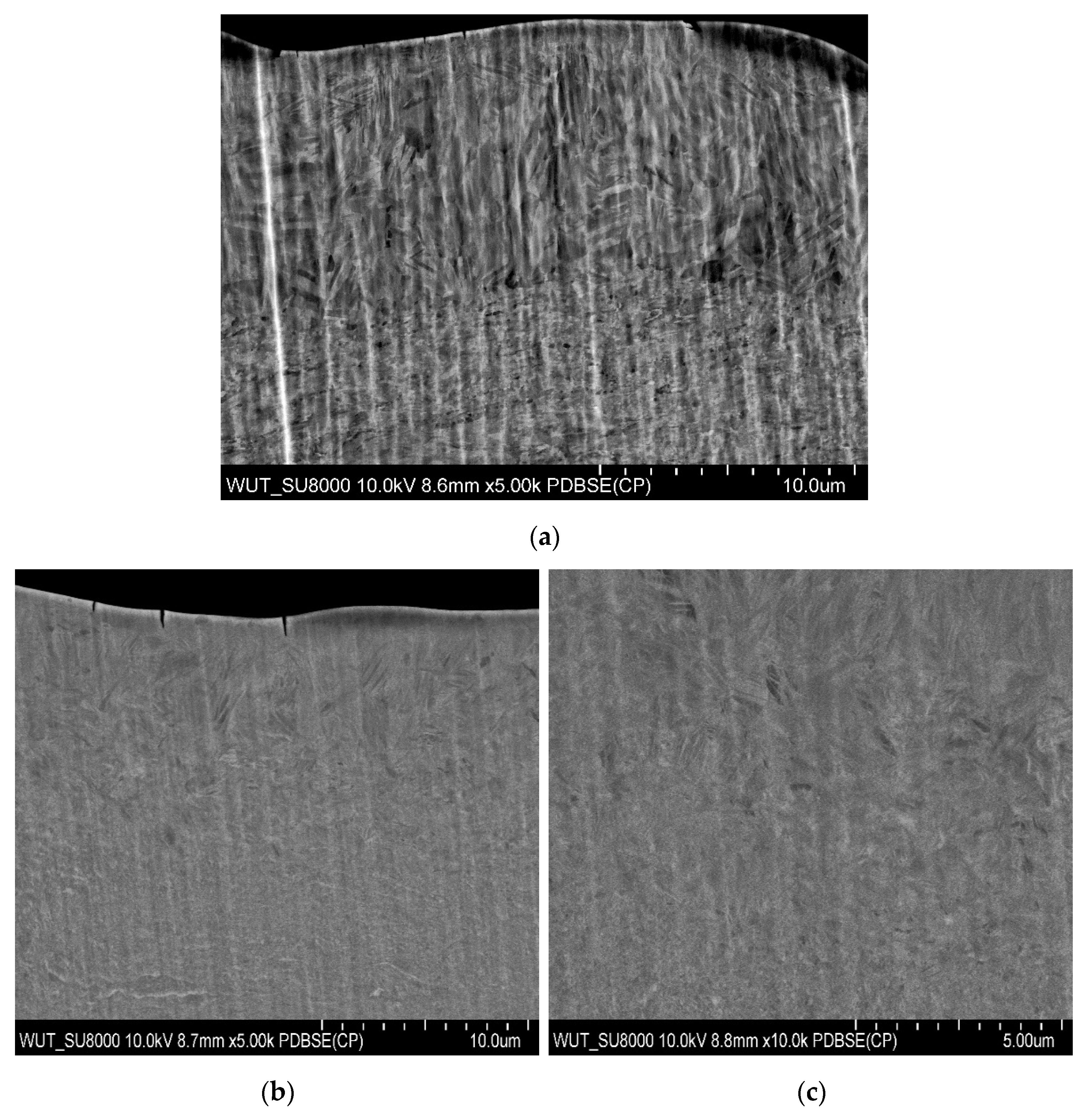
- Samples of CP-Ti and Ti64 were successfully processed by up to 10 and 20 turns using high-pressure torsion in order to produce nanostructured microstructures. Mean grain sizes of about 70 ± 18 and 60 ± 12 nm were developed in CP-Ti after 10 and 20 turns, respectively. The Ti64 had a mean grain size of about 50 ± 10 nm after HPT processing for 10 turns.
- (2)
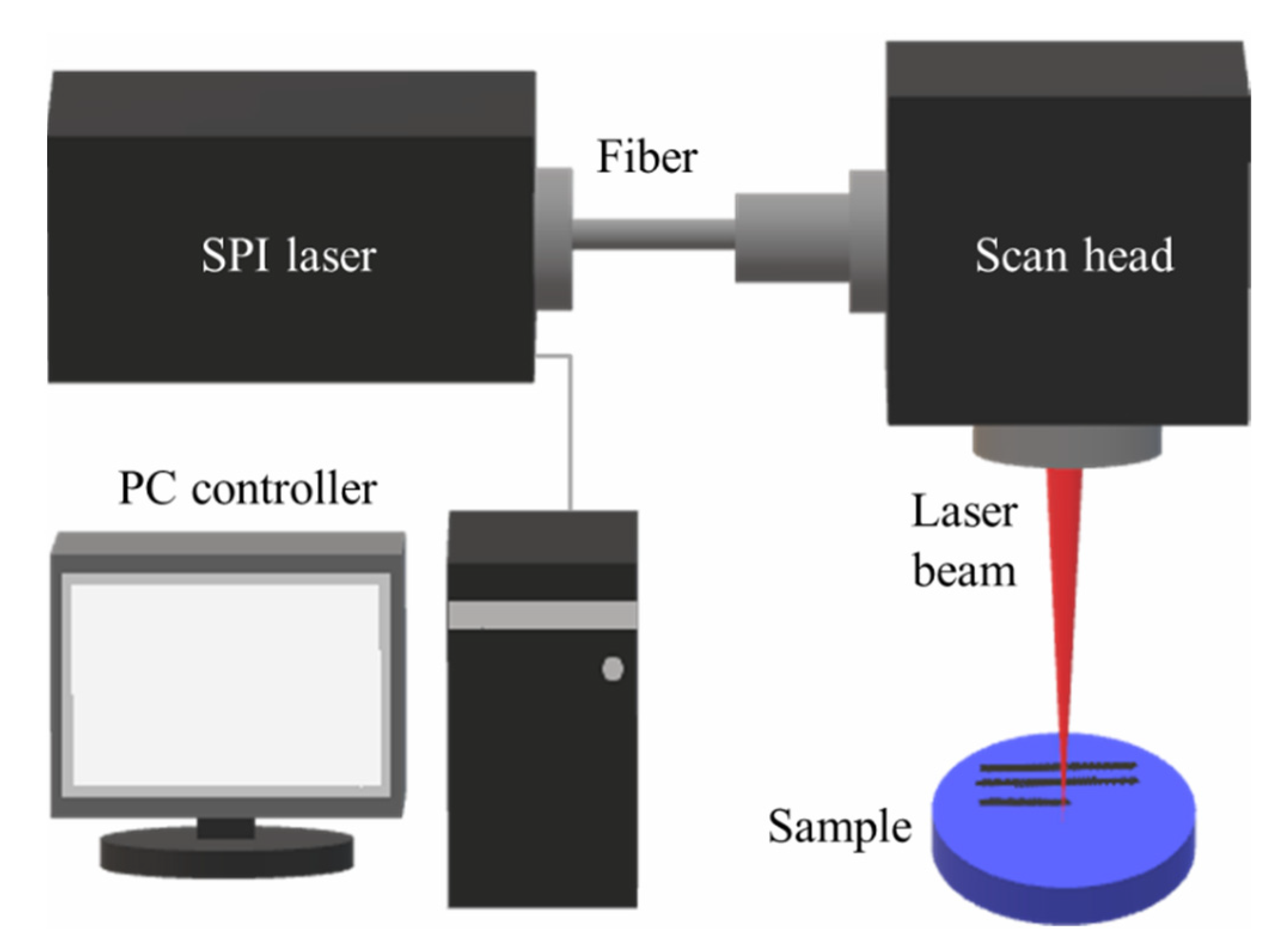
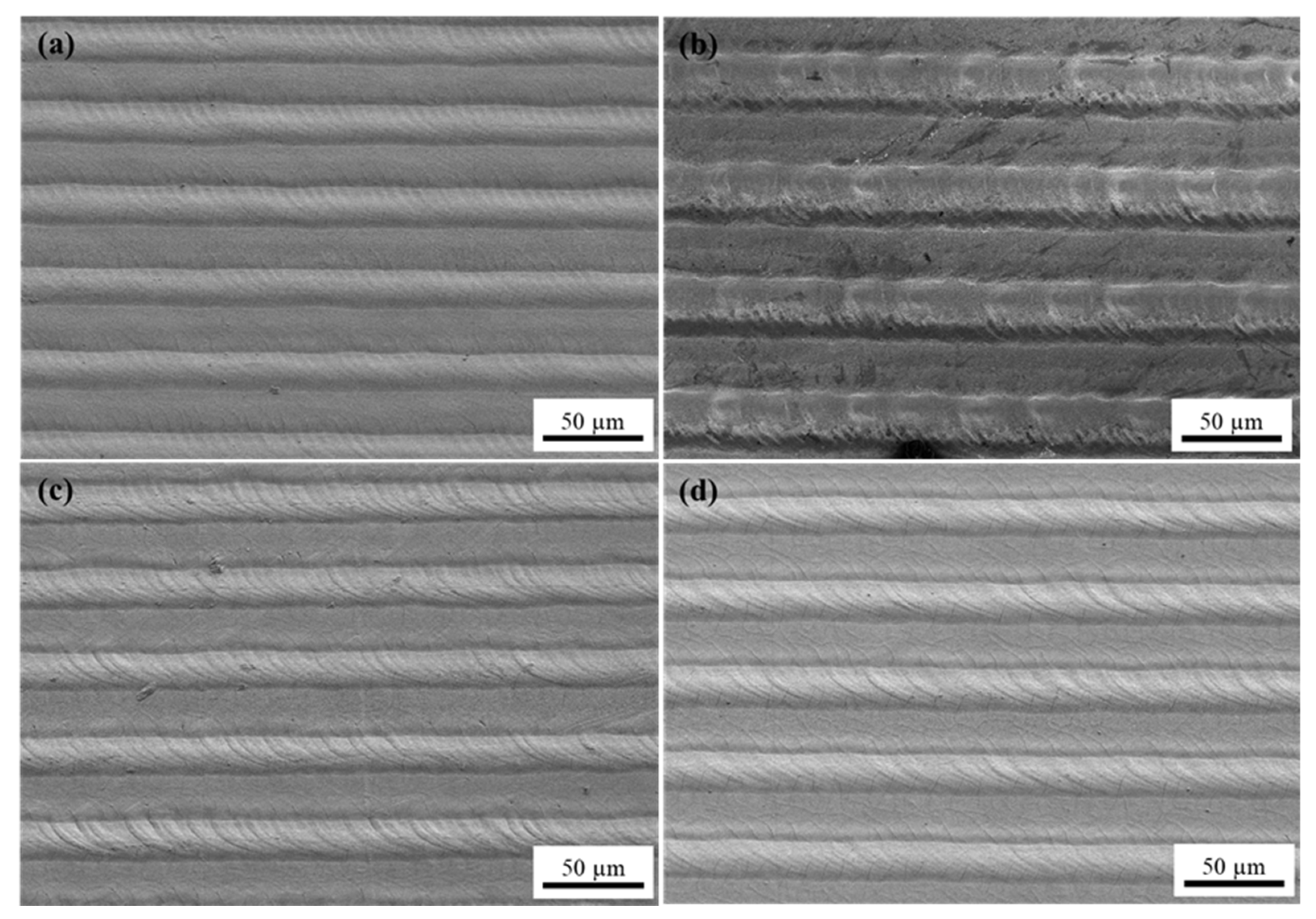
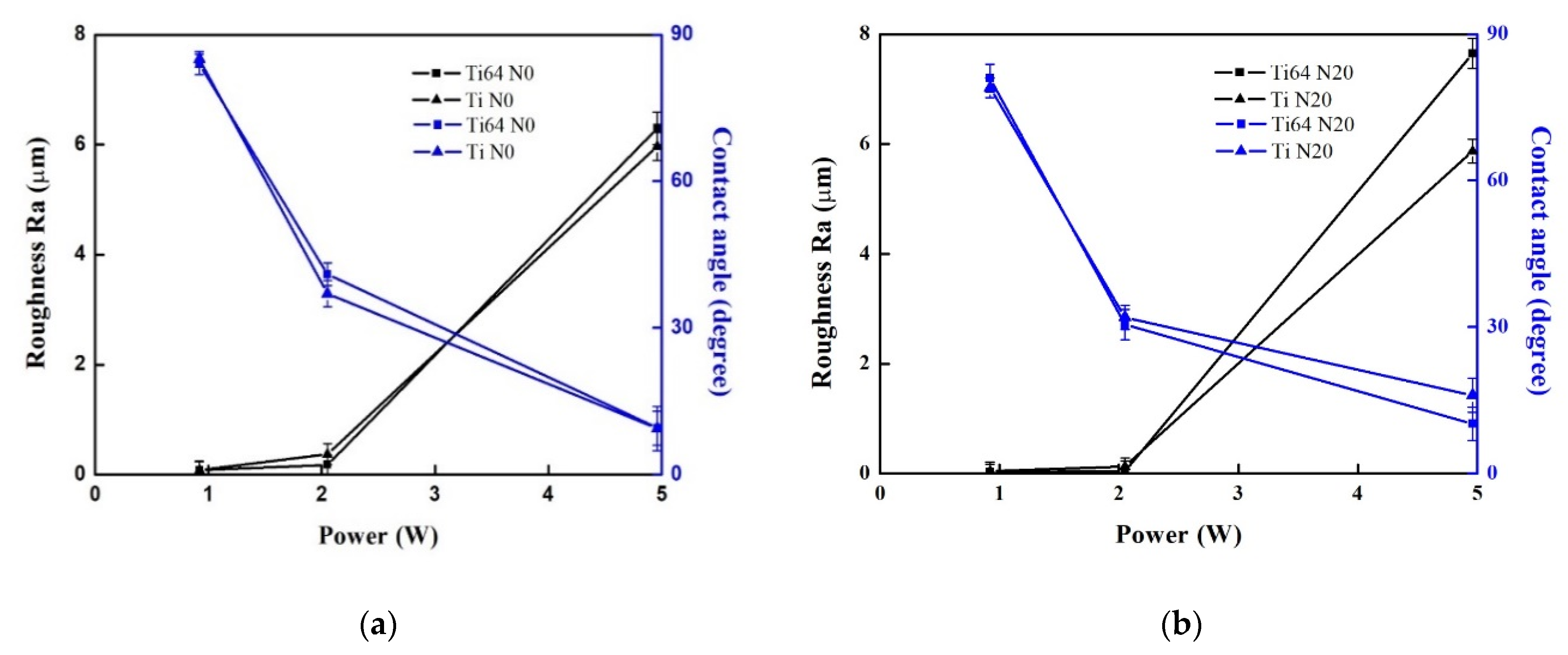
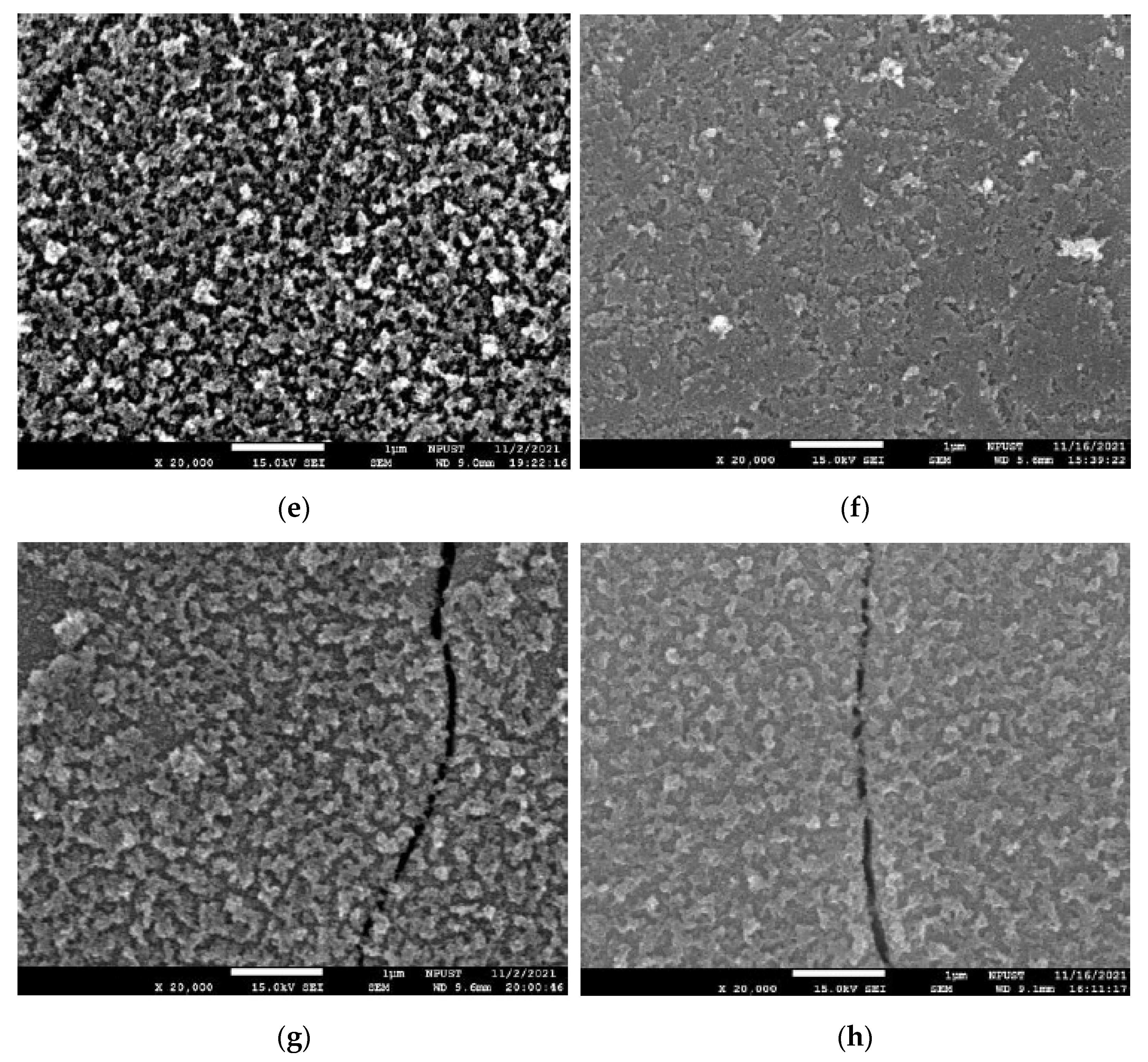
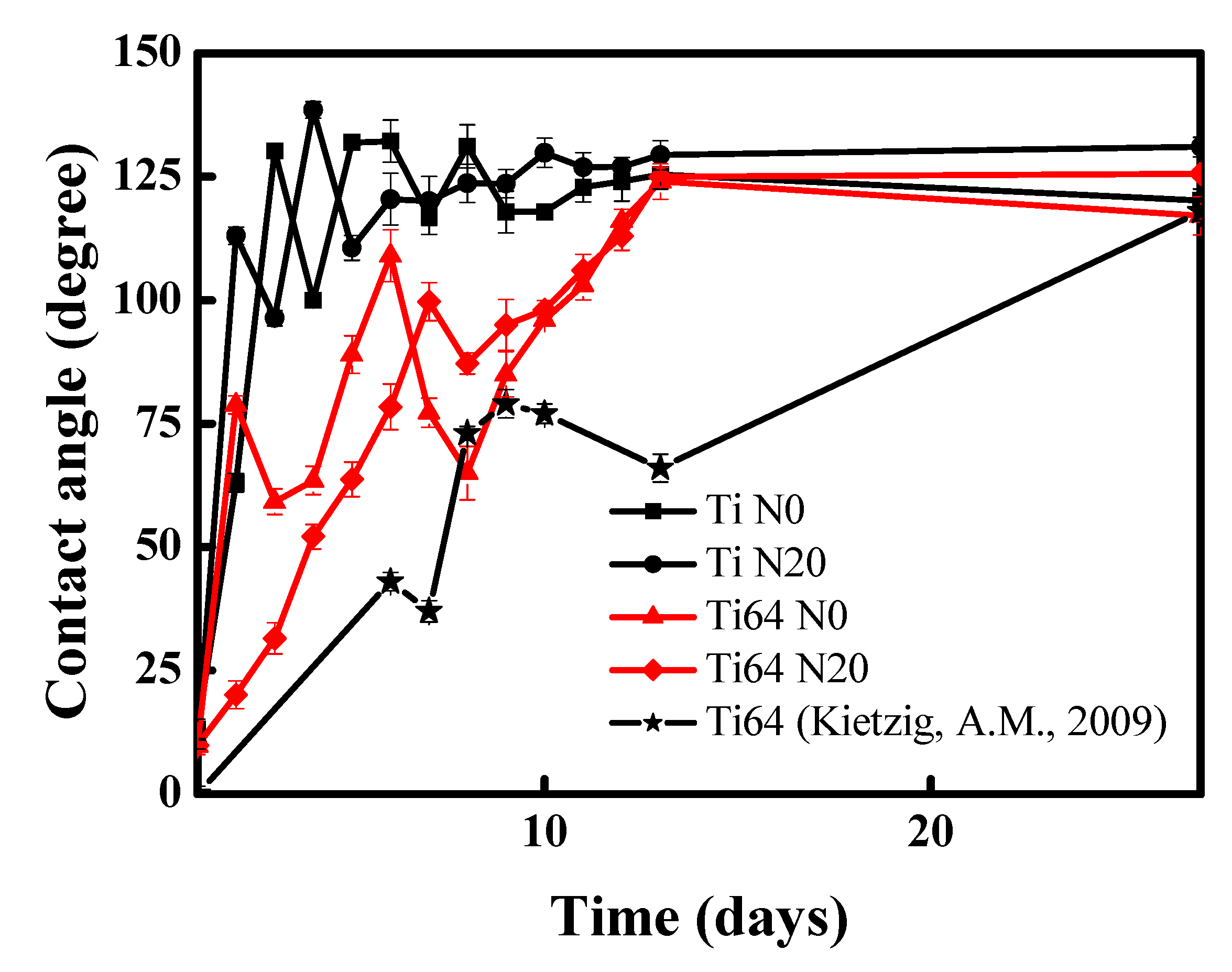
- Laser surface modifications were applied on HPT-processed for 20 turns CP-Ti and Ti64 samples. With an applied laser power of 5 W, the measured contact angles of Ti64 and CP-Ti were ~11° and ~17°, respectively, so it is readily apparent that Ti64 is more hydrophilic than CP-Ti for samples processed for 20 turns by HPT. The laser-modified surface became hydrophilic, the contact angle increased with an increase in the holding time and the surface transformed gradually from a hydrophilic state to a hydrophobic state.
- (3)
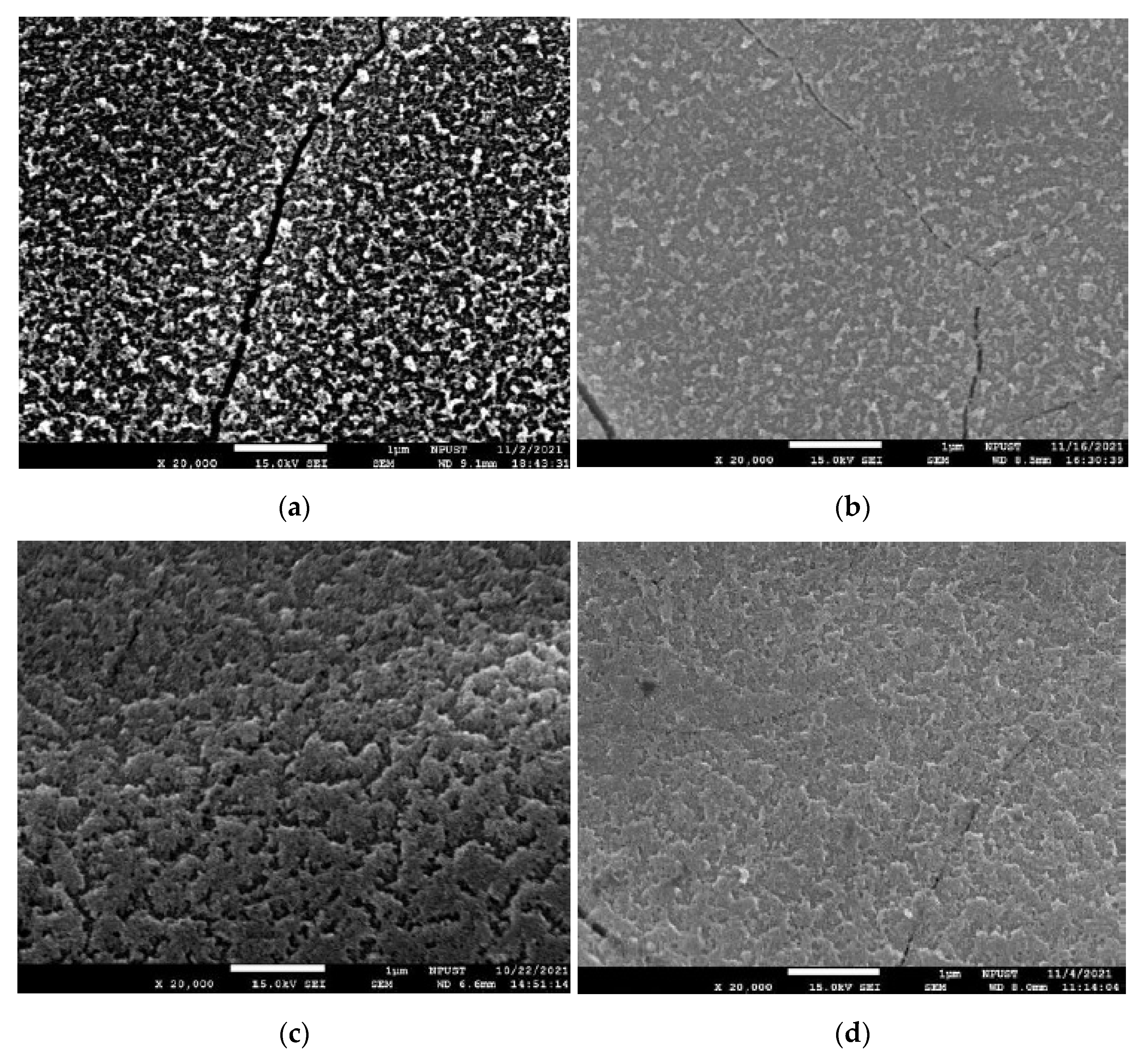
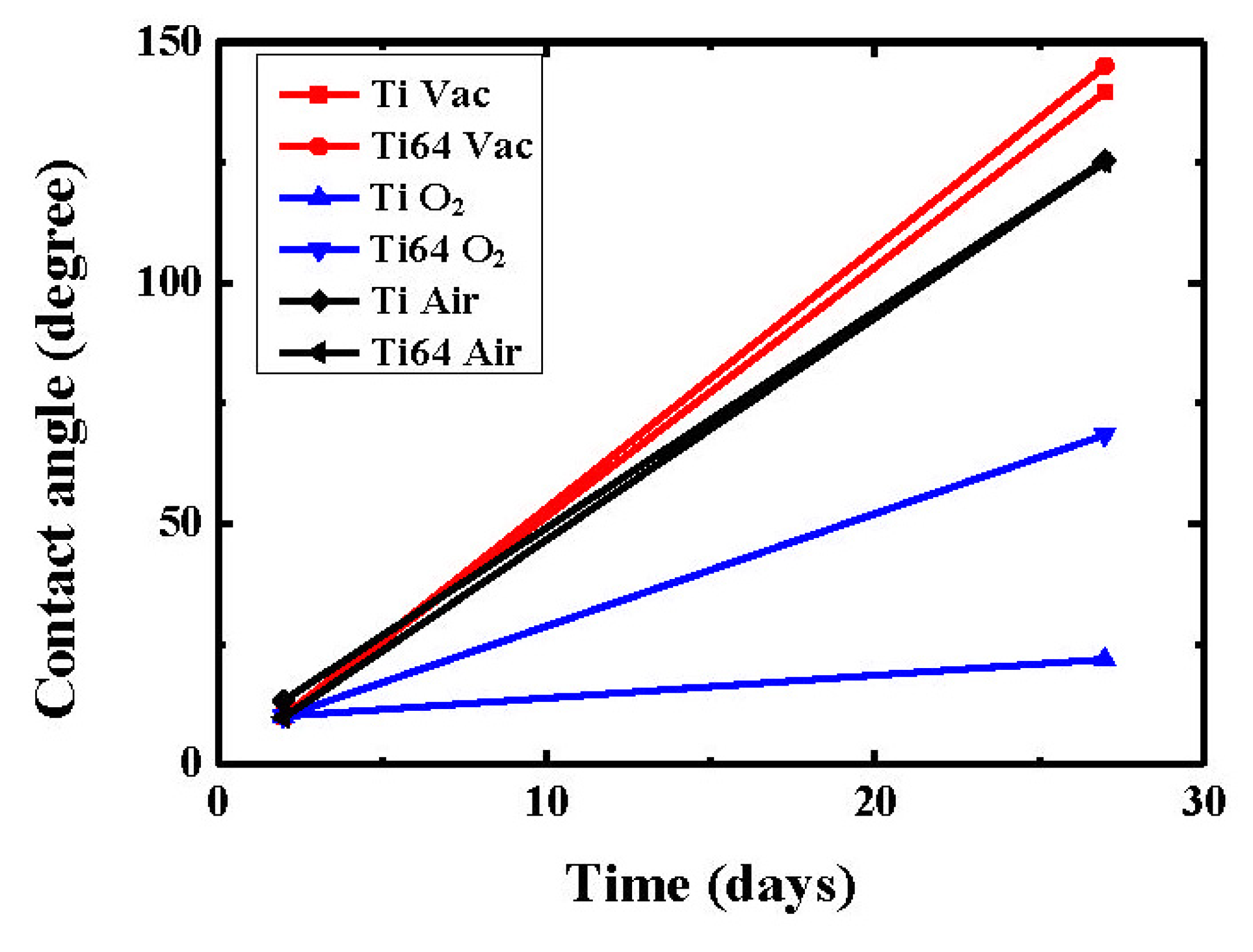
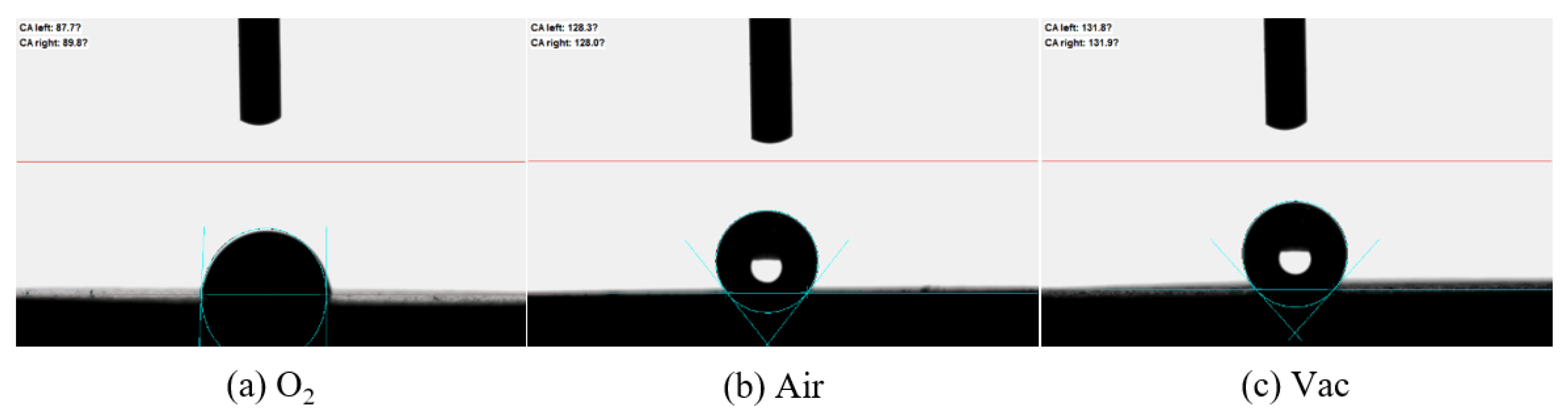
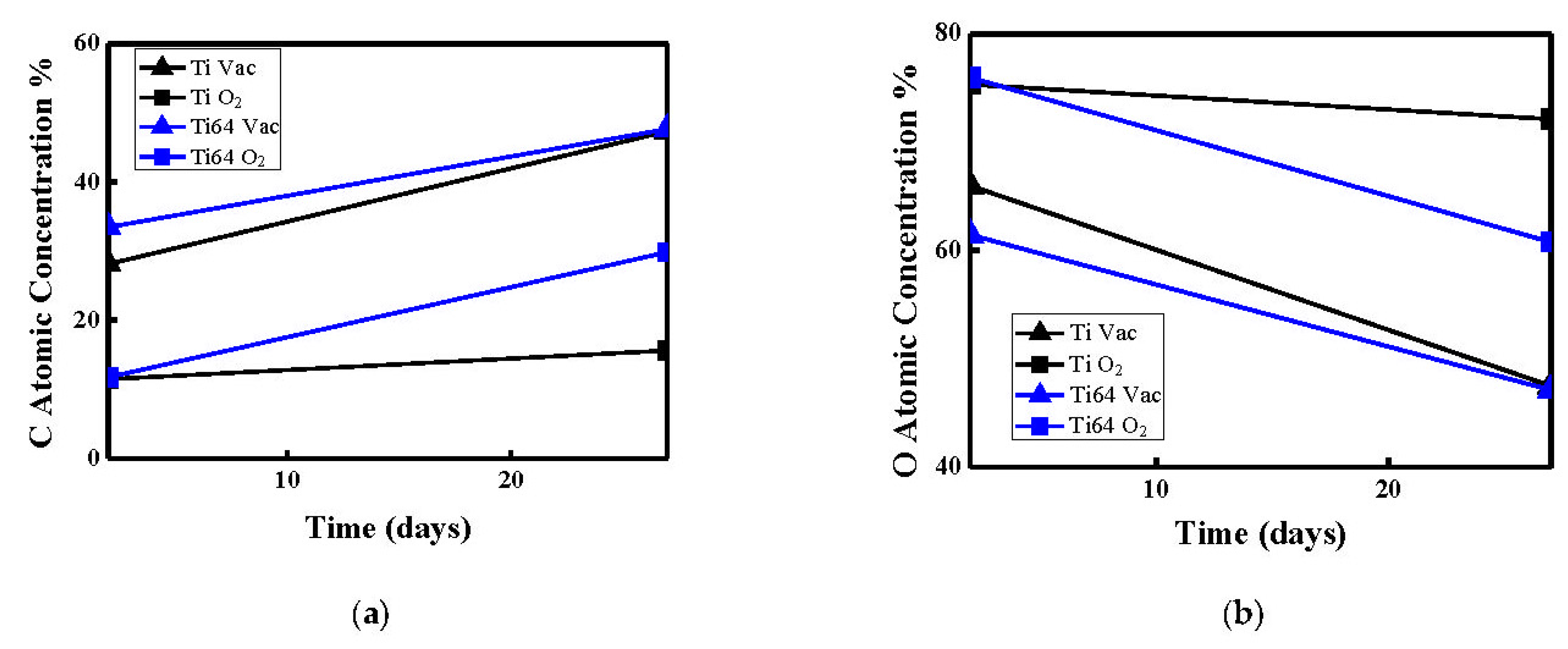
- Laser surface modifications were applied in three different atmospheres of vacuum, air and oxygen on coarse-grained CP-Ti and Ti64 samples. The contact angles increased with the carbon content concentrations in both CP-Ti and Ti64 due to the change in the laser treatment atmospheres. The slow formation of carbon produced a rapid increase in contact angle in a vacuum environment. The rate of increase in the contact angle in the oxygen environment was also greatly reduced. The maximum contact angle could reach 140° in a vacuum atmosphere. This study describes a simple method that can be employed to fabricate a hydrophobic surface for use in medical devices.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Balazic, M.; Kopac, J.; Jackson, M.J.; Ahmed, W. Review: Titanium and titanium alloy applications in medicine. Int. J. Nano Biomater. 2008, 1, 3–34. [Google Scholar] [CrossRef]
- Li, Y.; Yang, C.; Zhao, H.; Qu, S.; Li, X.; Li, Y. New developments of Ti-based alloys for biomedical applications. Materials 2014, 7, 1709–1800. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Figueiredo, R.B.; de C. Barbosa, E.R.; Zhao, X.; Yang, X.; Liu, X.; Cetlin, P.R.; Langdon, T.G. Improving the fatigue behavior of dental implants through processing commercial purity titanium by equal-channel angular pressing. Mater. Sci. Eng. 2014, A619, 312–318. [Google Scholar] [CrossRef]
- Sergueeva, A.V.; Stolyarov, V.V.; Valiev, R.Z.; Mukherjee, A.K. Advanced mechanical properties of pure titanium with ultrafine grained structure. Scr. Mater. 2001, 45, 747–752. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP routes on the microstructure and properties of pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Lowe, T.C.; Valiev, R.Z. Microstructures and properties of ultrafine-grained pure titanium processed by equal-channel angular pressing and cold deformation. J. Nanosci. Nanotechnol. 2001, 1, 237–242. [Google Scholar] [CrossRef]
- Wingsa-Ngam, J.; Kawasaki, M.; Langdon, T.G. A comparison of microstructures and mechanical properties in a Cu-Zr alloy processed using different SPD techniques. J. Mater. Sci. 2013, 48, 4653–4660. [Google Scholar] [CrossRef]
- Sabbaghianrad, S.; Langdon, T.G. Developing superplasticity in an aluminum matrix composite processed by high-pressure torsion. Mater. Sci. Eng. A 2016, 655, 36–43. [Google Scholar] [CrossRef]
- Shahmir, H.; He, J.; Lu, Z.; Kawasaki, M.; Langdon, T.G. Effect of annealing on mechanical properties of a nanocrystalline CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2016, 676, 294–303. [Google Scholar] [CrossRef] [Green Version]
- Silva, C.L.P.; Soares, R.B.; Pereira, P.H.R.; Figueiredo, R.B.; Lins, V.F.C.; Langdon, T.G. The effect of high-pressure torion on microstructure, hardness and corrosion behavior for pure magnesium and different magnesium alloys. Adv. Eng. Mater. 2019, 21, 1801081. [Google Scholar] [CrossRef]
- Lin, H.; Huang, J.; Langdon, T.G. Relationship between texture and low temperature superplasticity in an extruded AZ31 Mg alloy processed by ECAP. Mater. Sci. Eng. A 2005, 402, 250–257. [Google Scholar] [CrossRef]
- Huang, Y.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Langdon, T.G. Evolution of strength and homogeneity in a magnesium AZ31 alloy processed by high-pressure torsion at different temperatures. Adv. Eng. Mater. 2012, 14, 1018–1026. [Google Scholar] [CrossRef]
- Niekiel, F.; Schweizer, P.; Kraschewski, S.M.; Butz, B.; Spiecker, E. The process of solid-state dewetting of Au thin films studied by in situ scanning transmission electron microscopy. Acta Mater. 2015, 90, 118–132. [Google Scholar] [CrossRef]
- Wang, M.; Yang, Z.; Yang, C.; Zhang, D.; Tian, Y.; Liu, X. The investigation of mechanical and thermal properties of super-hydrophobic nitinol surfaces fabricated by hybrid methods of laser irradiation and carbon ion implantation. Appl. Surf. Sci. 2020, 527, 146889. [Google Scholar] [CrossRef]
- Dongre, G.; Rajurkar, A.; Raut, R.; Jangam, S. Preparation of super-hydrophobic textures by using nanosecond pulsed laser. Mater. Today Proc. 2021, 42, 1145–1151. [Google Scholar] [CrossRef]
- Luo, B.; Shum, P.W.; Zhou, Z.; Li, K. Preparation of hydrophobic surface on steel by patterning using laser ablation process. Surf. Coat. Technol. 2010, 204, 1180–1185. [Google Scholar] [CrossRef]
- Kwon, M.H.; Shin, H.S.; Chu, C.N. Fabrication of a super-hydrophobic surface on metal using laser ablation and electrodeposition. Appl. Surf. Sci. 2014, 288, 222–228. [Google Scholar] [CrossRef]
- Oh, Y.; Lee, M. Single-pulse transformation of Ag thin film into nanoparticles via laser-induced dewetting. Appl. Surf. Sci. 2017, 399, 555–564. [Google Scholar] [CrossRef]
- Raimbault, O.; Benayoun, S.; Anselme, K.; Mauclair, C.; Bourgade, T.; Kietzig, A.-M.; Girard-Lauriault, P.-L.; Valette, S.; Donnet, C. The effects of femtosecond laser-textured Ti-6Al-4V on wettability and cell response. Mater. Sci. Eng. C 2016, 69, 311–320. [Google Scholar] [CrossRef] [PubMed]
- Hong, T.F.; Chi, K.P.; Lin, H.K.; Wu, Y.D. Laser surface modification for rapid oxide layer formation on Ti-6Al-4V. J. Laser Micro Nanoeng. 2014, 9, 64–67. [Google Scholar] [CrossRef] [Green Version]
- Moritz, N.; Areva, S.; Wolke, J.; Peltola, T. TF-XRD examination of surface-reactive TiO2 coatings produced by heat treatment and CO2 laser treatment. Biomaterials 2005, 26, 4460–4467. [Google Scholar] [CrossRef] [PubMed]
- Elias, C.N.; Oshida, Y.; Lima, J.H.; Muller, C.A. Relationship between surface properties (roughness, wettability and morphology) of titanium and dental implant removal torque. J. Mech. Behav. Biomed. Mater. 2008, 1, 234–242. [Google Scholar] [CrossRef] [Green Version]
- Ponsonnet, L.; Reybier, K.; Jaffrezic, N.; Comte, V.; Lagneau, C.; Lissac, M.; Martelet, C. Relationship between surface properties (roughness, wettability) of titanium and titanium alloys and cell behaviour. Mater. Sci. Eng. C 2003, 23, 551–560. [Google Scholar] [CrossRef]
- Apreutesei, M.; Billard, A.; Steyer, P. Crystallization and hardening of Zr-40 at.% Cu thin film metallic glass: Effects of isothermal annealing. Mater. Des. 2015, 86, 555–563. [Google Scholar] [CrossRef]
- Liu, X.; Chu, P.K.; Ding, C. Surface modification of titanium, titanium alloys, and related materials for biomedical applications. Mater. Sci. Eng. R Rep. 2004, 47, 49–121. [Google Scholar] [CrossRef] [Green Version]
- Zulfiqar, U.; Hussain, S.Z.; Awais, M.; Khan, M.M.J.; Hussain, I.; Husain, S.W.; Subhani, T. In-situ synthesis of bi-modal hydrophobic silica nanoparticles for oil-water separation. Colloids Surf. A Physicochem. Eng. Asp. 2016, 508, 301–308. [Google Scholar] [CrossRef]
- Fu, J.; Zhu, Y.; Zheng, C.; Liu, R.; Ji, Z. Evaluate the effect of laser shock peening on plasticity of Zr-based bulk metallic glass. Opt. Laser Technol. 2015, 73, 94–100. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Ali, H. Laser texturing of Hastelloy C276 alloy surface for improved hydrophobicity and friction coefficient. Opt. Lasers Eng. 2016, 78, 140–147. [Google Scholar] [CrossRef]
- Lin, H.K.; Li, G.Y.; Mortier, S.; Bazarnik, P.; Huang, Y.; Lewandowska, M.; Langdon, T.G. Processing of CP-Ti by high-pressure torsion and the effect of surface modification using a post-HPT laser treatment. J. Alloy. Compd. 2019, 784, 653–659. [Google Scholar] [CrossRef] [Green Version]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Cassie, A.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- David, R.; Neumann, A.W. Energy barriers between the Cassie and Wenzel states on random, superhydrophobic surfaces. Colloids Surf. A Physicochem. Eng. Asp. 2013, 425, 51–58. [Google Scholar] [CrossRef]
- Takeda, S.; Fukawa, M.; Hayashi, Y.; Matsumoto, K. Surface OH group governing adsorption properties of metal oxide films. Thin Solid Film. 1999, 339, 220–224. [Google Scholar] [CrossRef]
- Yang, C.J.; Mei, X.S.; Tian, Y.I.; Zhang, D.W.; Li, Y.; Liu, X.P. Modification of wettability property of titanium by laser texturing. Int. J. Adv. Manuf. Technol. 2016, 87, 1663–1670. [Google Scholar] [CrossRef] [Green Version]
- Vidhya, Y.E.B.; Pattamatta, A.; Manivannan, A.; Vasa, N.J. Influence of fluence, beam overlap and aging on the wettability of pulsed Nd3+: YAG nanosecond laser-textured Cu and Al sheets. Appl. Surf. Sci. 2021, 548, 149259. [Google Scholar] [CrossRef]
- Ta, D.V.; Dunn, A.; Wasley, T.J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Connaughton, C.; Shephard, J.D. Nanosecond laser textured superhydrophobic metallic surfaces and their chemical sensing applications. Appl. Surf. Sci. 2015, 357, 248–254. [Google Scholar] [CrossRef] [Green Version]
- Ta, V.D.; Dunn, A.; Wasley, T.J.; Li, J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Esenturk, E.; Connaughton, C.; Shephard, J.D. Laser textured superhydrophobic surfaces and their applications for homogeneous spot deposition. Appl. Surf. Sci. 2016, 365, 153–159. [Google Scholar] [CrossRef] [Green Version]
- Guan, Y.C.; Luo, F.F.; Lim, G.C.; Hong, M.H.; Zheng, H.Y.; Qi, B. Fabrication of metallic surfaces with long-term superhydrophilic property using one-stop laser method. Mater. Des. 2015, 78, 19–24. [Google Scholar] [CrossRef]
- Pou, P.; del Val, J.; Riveiro, A.; Comesaña, R.; Arias-González, F.; Lusquiños, F.; Bountinguiza, M.; Quintero, F.; Pou, J. Laser texturing of stainless steel under different processing atmospheres: From superhydrophilic to superhydrophobic surfaces. Appl. Surf. Sci. 2019, 475, 896–905. [Google Scholar] [CrossRef]
- Samanta, A.; Wang, Q.; Shaw, S.K.; Ding, H. Roles of chemistry modification for laser textured metal alloys to achieve extreme surface wetting behaviors. Mater. Des. 2020, 192, 108744. [Google Scholar] [CrossRef]
- Liu, M.; Yang, Z.; Dong, L.; Wang, Z.; Wang, S.; Wang, L.; Xie, Y.; Zhang, Q.; Weng, Z.; Tian, T. Vacuum conditions for tunable wettability transition on laser ablated Ti-6Al-4V alloy surfaces. Colloids Surf. A Physicochem. Eng. Asp. 2022, 647, 129023. [Google Scholar] [CrossRef]
- Shi, Y.; Jiang, Z.; Cao, J.; Ehmann, K.F. Texturing of metallic surfaces for superhydrophobicity by water jet guided laser micro-machining. Appl. Surf. Sci. 2020, 500, 144286. [Google Scholar] [CrossRef]
- Huang, Y.; Mortier, S.; Pereira, P.H.R.; Bazarnik, P.; Lewandowska, M.; Langdon, T.G. Thermal stability and mechanical properties of HPT-processed CP-Ti. IOP Conf. Ser. Mater. Sci. Eng. 2017, 194, 012012. [Google Scholar] [CrossRef] [Green Version]
- Xu, C.; Horita, Z.; Langdon, T.G. The evolution of homogeneity in an aluminum alloy processed using high-pressure torsion. Acta Mater. 2008, 56, 5168–5176. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Cetlin, P.R.; Langdon, T.G. Using finite element modeling to examine the flow processes in quasi-constrained high-pressure torsion. Mater. Sci. Eng. A 2011, 528, 8198–8204. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Pereira, P.H.R.; Aguilar, M.T.P.; Cetlin, P.R.; Langdon, T.G. Using finite element modeling to examine the temperature distribution in quasi-constrained high-pressure torsion. Acta Mater. 2012, 60, 3190–3198. [Google Scholar] [CrossRef]
- Eberle, G.; Schmidt, M.; Pude, F.; Wegener, K. Laser surface and subsurface modification of sapphire using femtosecond pulse. Appl. Surf. Sci. 2016, 378, 504–512. [Google Scholar] [CrossRef]
- Fu, J.; Zhu, Y.; Zheng, C.; Liu, R.; Ji, R. Effect of laser shock peening on mechanical properties of Zr-based bulk metallic glass. Appl. Surf. Sci. 2014, 313, 692–697. [Google Scholar] [CrossRef]
- Kietzig, A.-M.; Hatzikriakos, S.G.; Englezos, P. Patterned superhydrophobic metallic surfaces. Langmuir 2009, 25, 4821–4827. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Ivanisenko, Y.V.; Rauch, E.F.; Baudelet, B. Structure and deformaton behaviour of Armco iron subjected to severe plastic deformation. Acta Mater. 1996, 44, 4705–4712. [Google Scholar] [CrossRef]
- Estrin, Y.; Molotnikov, A.; Davies, C.H.J.; Lapovok, R. Strain gradient plasticity modelling of high-pressure torsion. J. Mech. Phys. Solids 2008, 56, 1186–1202. [Google Scholar] [CrossRef]
- Sabbaghianrad, S.; Langdon, T.G. An evaluation of the saturation hardness in an ultrafine-grained aluminum 7075 alloy processed using different techniques. J. Mater. Sci. 2015, 50, 4357–4365. [Google Scholar] [CrossRef]
- Yeh, K.Y.; Chen, L.J.; Chang, J.Y. Contact angle hysteresis on regular pillar-like hydrophobic surfaces. Langmuir 2008, 24, 245–251. [Google Scholar] [CrossRef] [PubMed]
- Ngo, C.-V.; Chun, D.-M. Fast wettability transition from hydrophilic to superhydrophobic laser-textured stainless steel surfaces under low-temperature annealing. Appl. Surf. Sci. 2017, 409, 232–240. [Google Scholar] [CrossRef]
- Huerta-Murillo, D.; García-Girón, A.; Romano, J.M.; Cardoso, J.T.; Cordovilla, F.; Walker, M.; Dimov, S.S.; Ocaña, J.L. Wettability modification of laser-fabricated hierarchical surface structures in Ti-6Al-4V titanium alloy. Appl. Surf. Sci. 2019, 463, 838–846. [Google Scholar] [CrossRef]
- Liu, Z.; Welsch, G. Literature survey on diffusivities of oxygen, aluminum, and vanadium in alpha titanium, beta titanium, and in rutile. Metall. Trans. A 1988, 19A, 1121–1125. [Google Scholar] [CrossRef]
- Zeng, Q. Size matching effect on Wenzel wetting on fractal surfaces. Results Phys. 2018, 10, 588–593. [Google Scholar] [CrossRef]















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, H.-K.; Cheng, Y.-H.; Li, G.-Y.; Chen, Y.-C.; Bazarnik, P.; Muzy, J.; Huang, Y.; Langdon, T.G. Study on the Surface Modification of Nanostructured Ti Alloys and Coarse-Grained Ti Alloys. Metals 2022, 12, 948. https://doi.org/10.3390/met12060948
Lin H-K, Cheng Y-H, Li G-Y, Chen Y-C, Bazarnik P, Muzy J, Huang Y, Langdon TG. Study on the Surface Modification of Nanostructured Ti Alloys and Coarse-Grained Ti Alloys. Metals. 2022; 12(6):948. https://doi.org/10.3390/met12060948
Chicago/Turabian StyleLin, Hsuan-Kai, Yi-Hong Cheng, Guan-Yuan Li, Ying-Chi Chen, Piotr Bazarnik, Jessica Muzy, Yi Huang, and Terence G. Langdon. 2022. "Study on the Surface Modification of Nanostructured Ti Alloys and Coarse-Grained Ti Alloys" Metals 12, no. 6: 948. https://doi.org/10.3390/met12060948