
Thermomechanical and Microstructural Analysis of the Influence of B- and Ti-Content on the Hot Ductility Behavior of Microalloyed Steels
 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
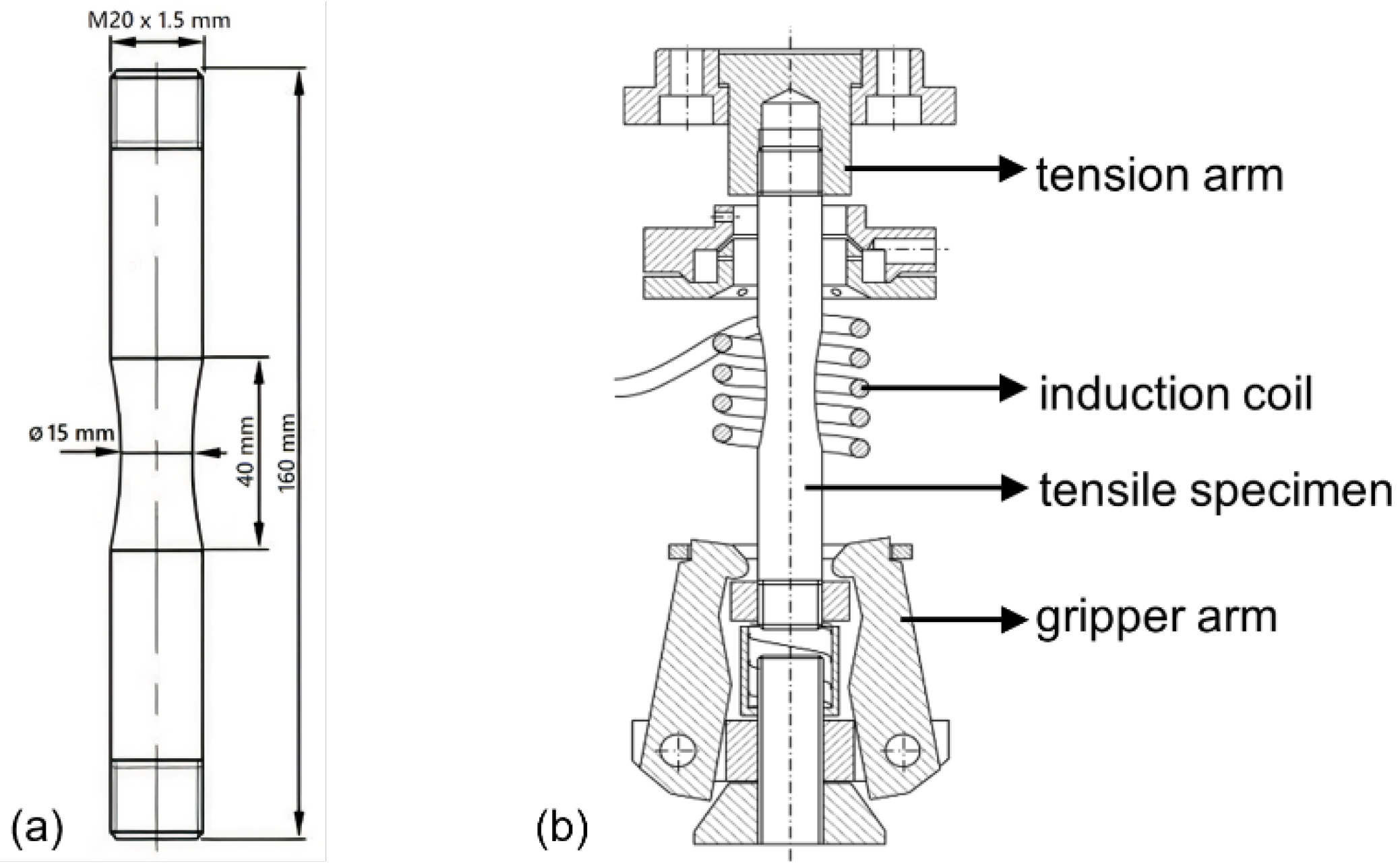
2.1. Hot Ductility Behavior
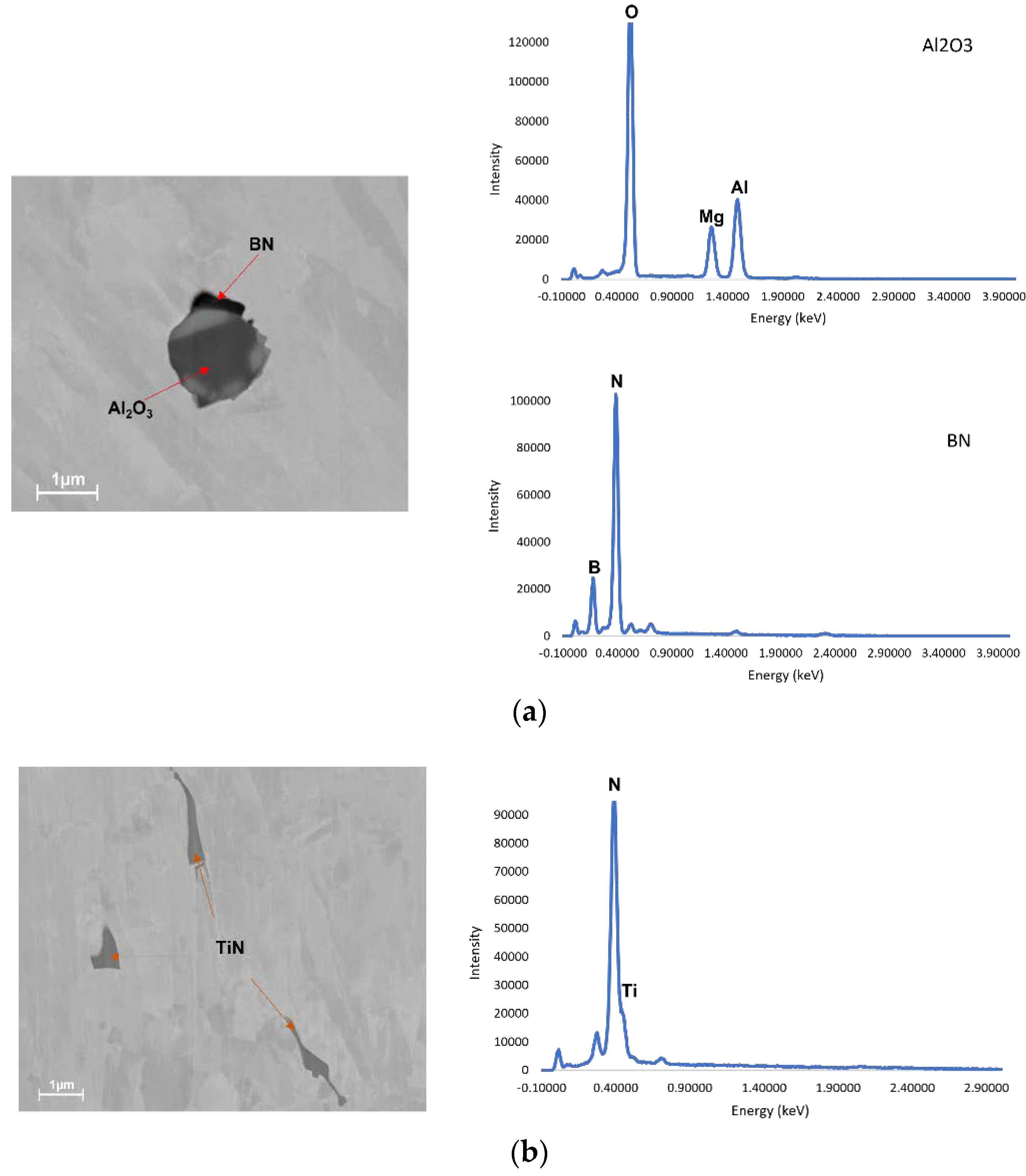
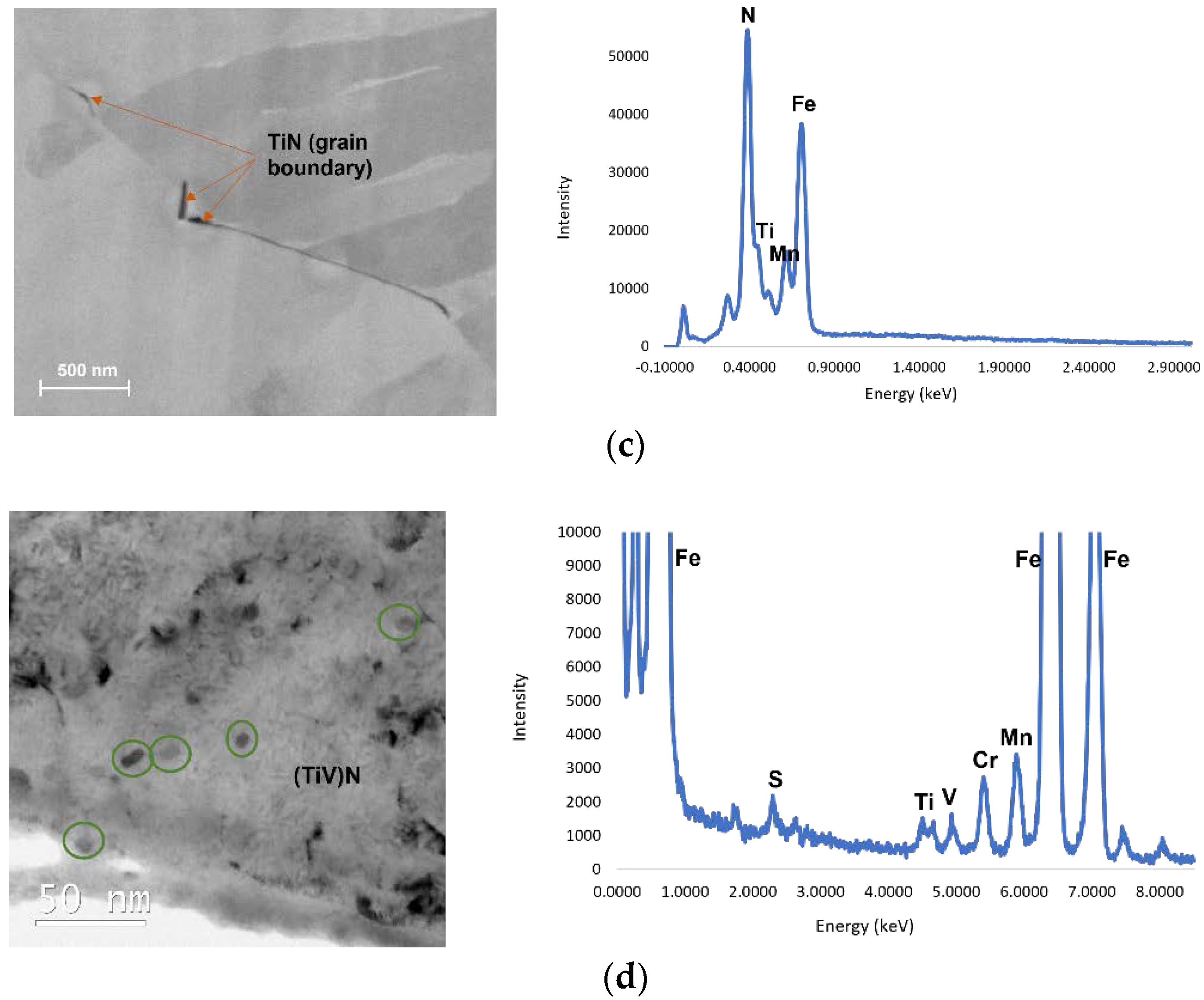
2.2. Precipitation Behavior
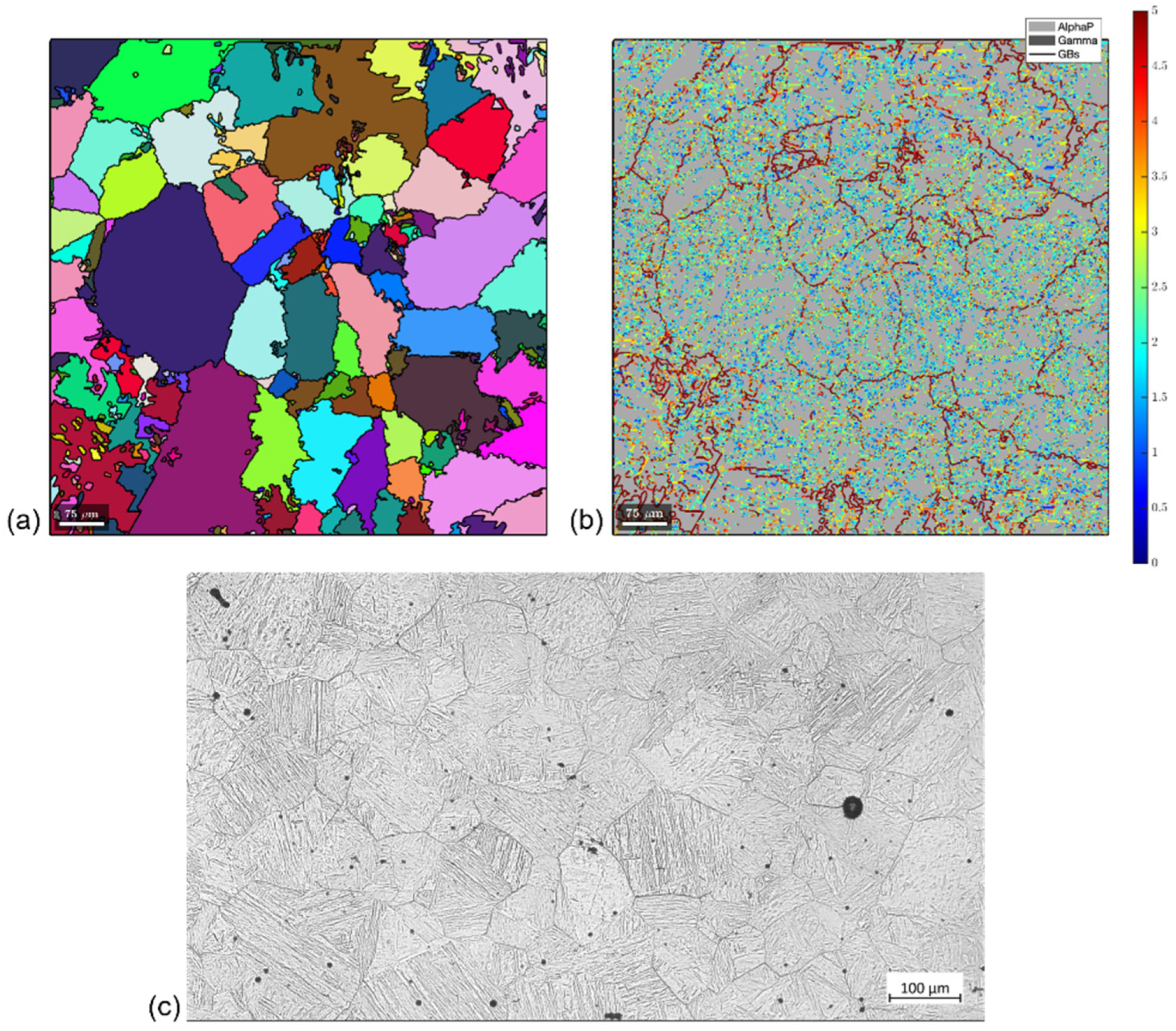
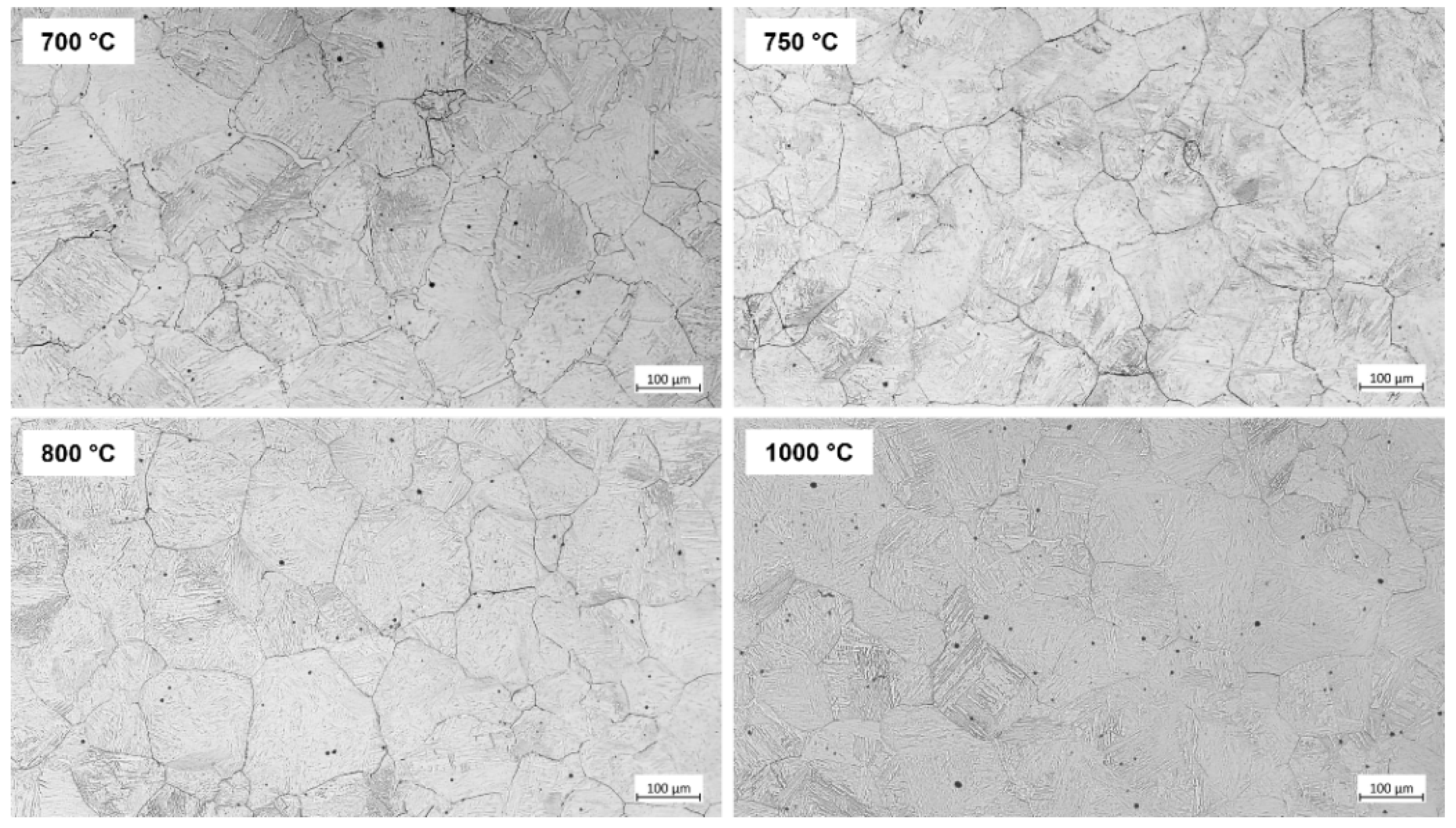
2.3. Grain Size Analysis
3. Results
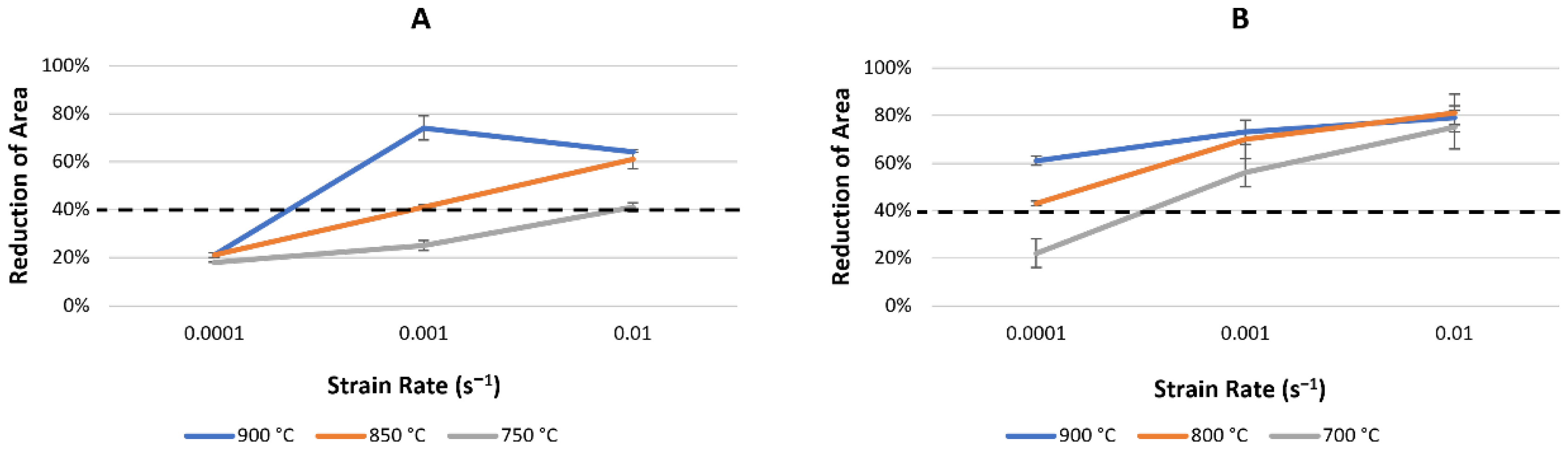
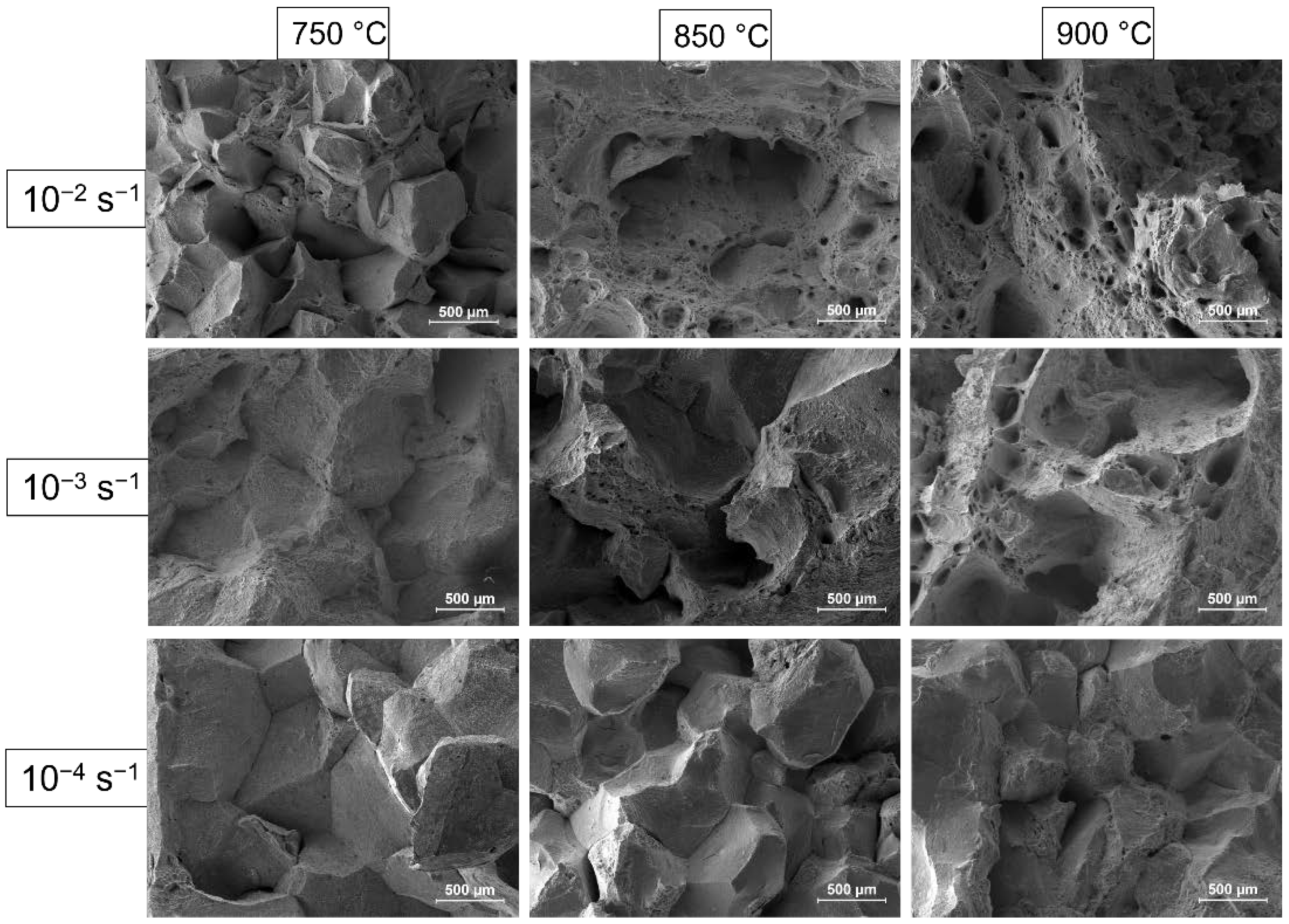
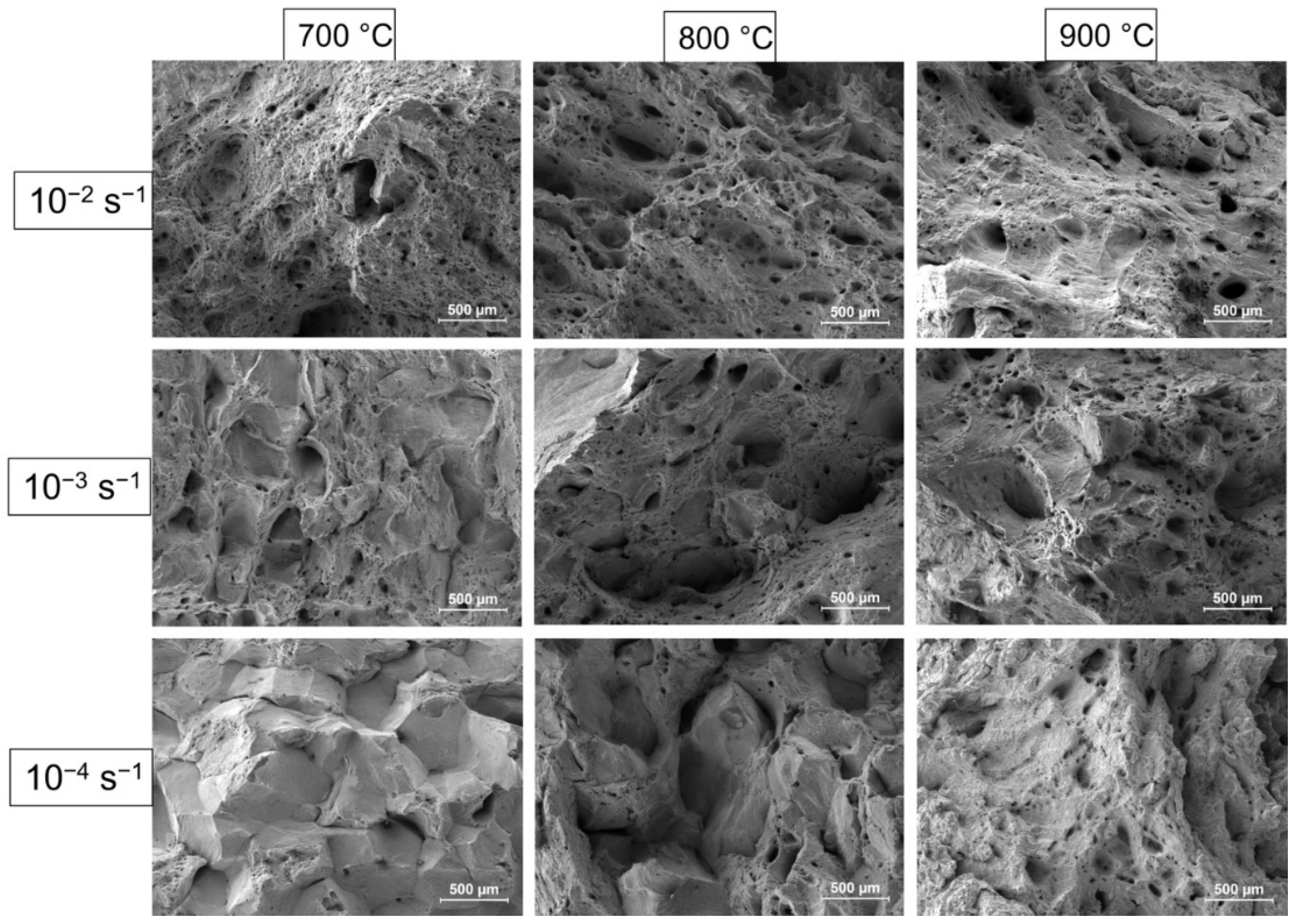
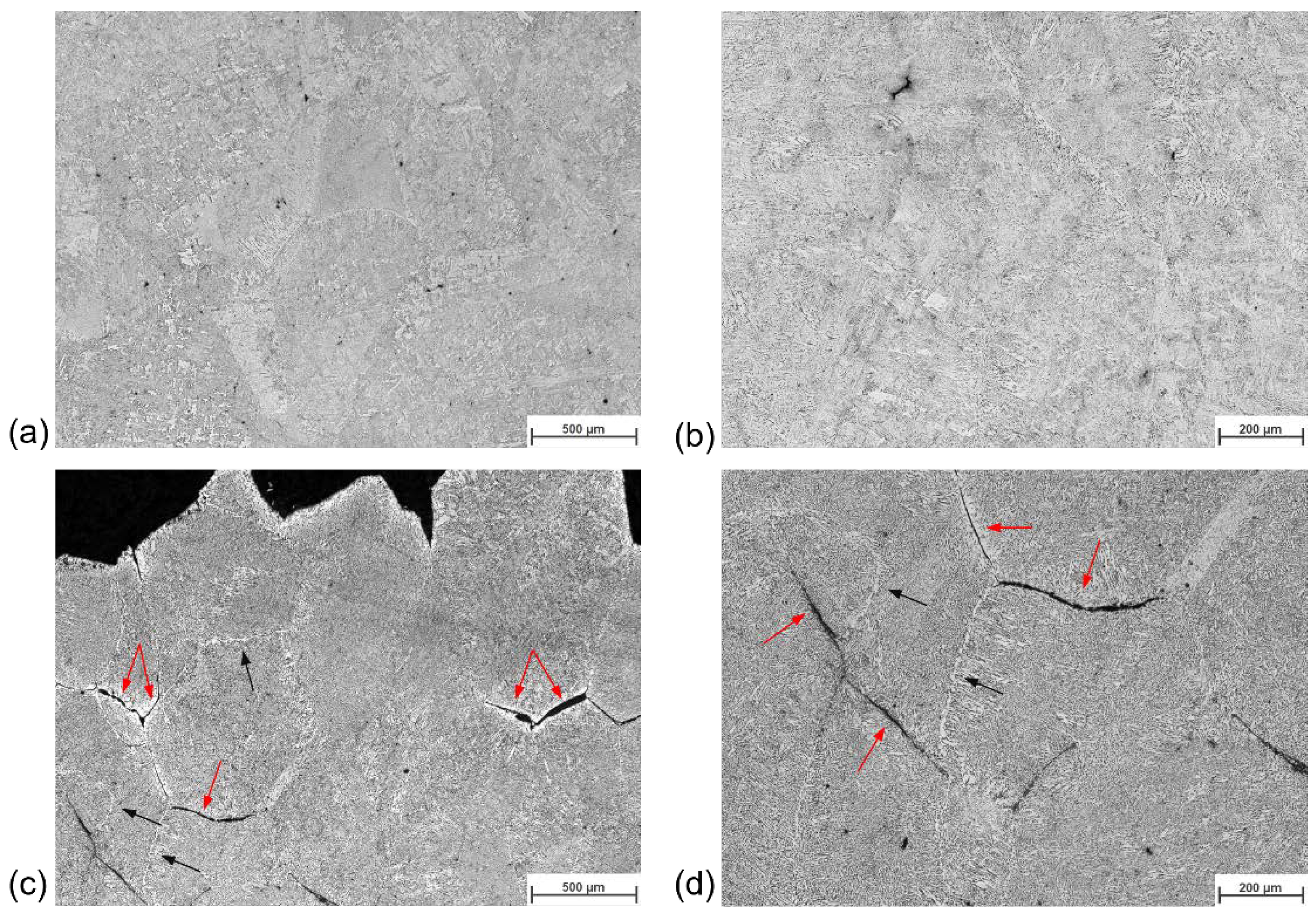
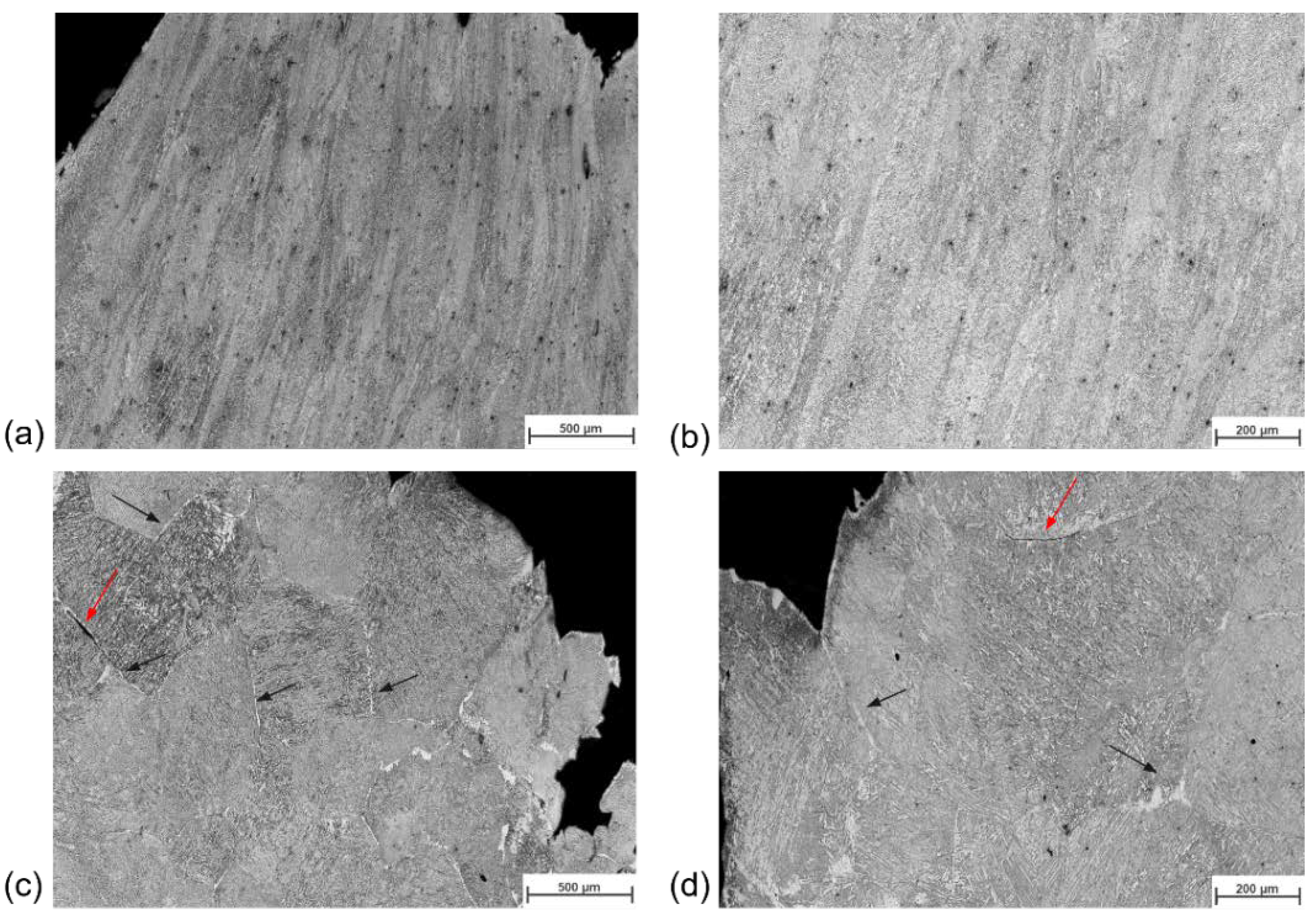
3.1. Hot Ductility Behavior
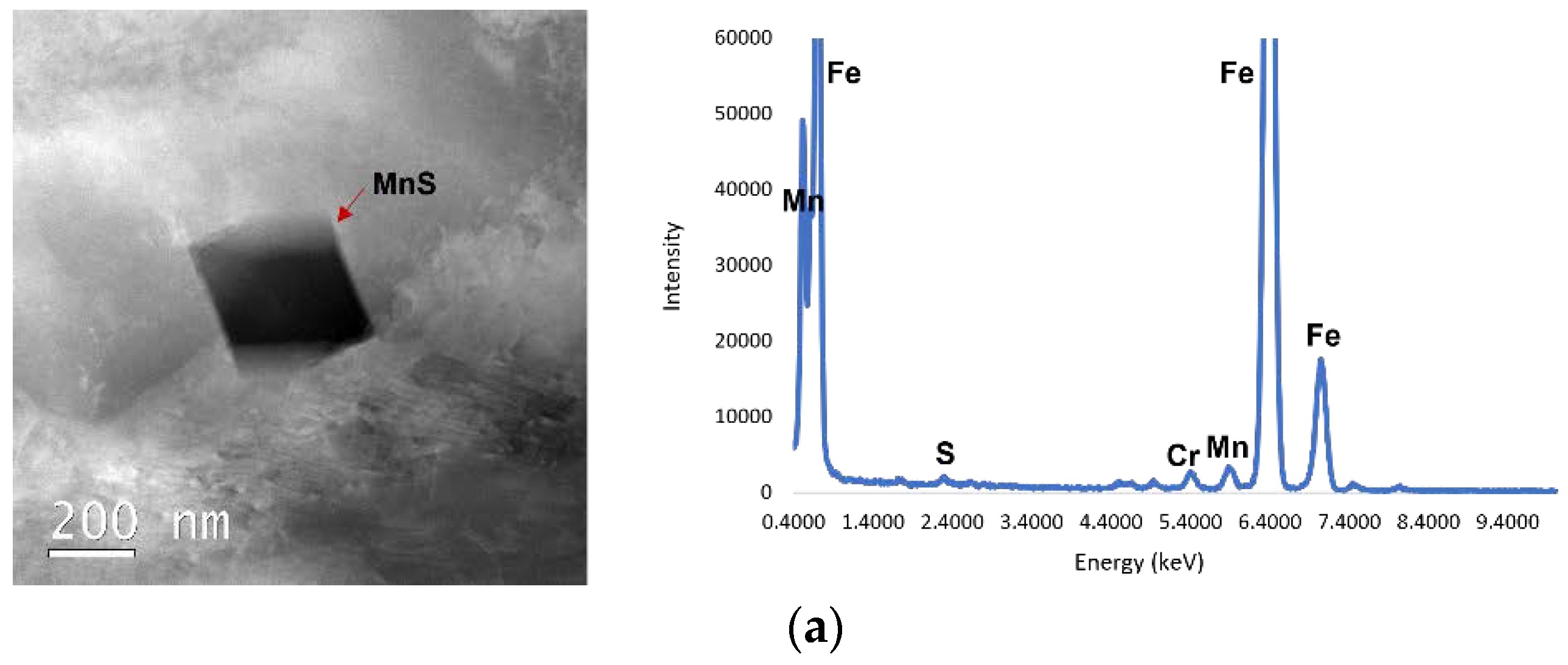
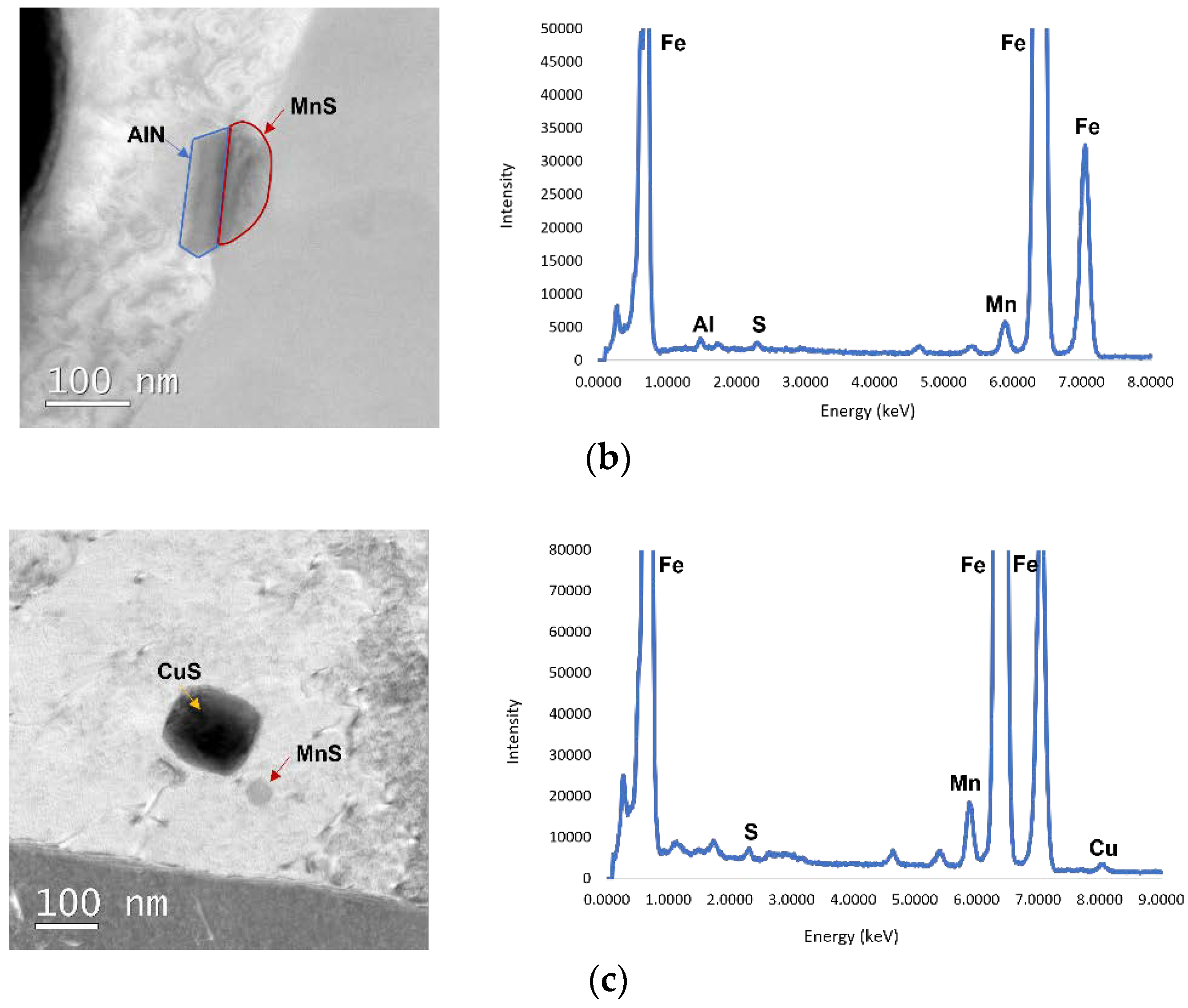
3.2. Precipitation Behavior
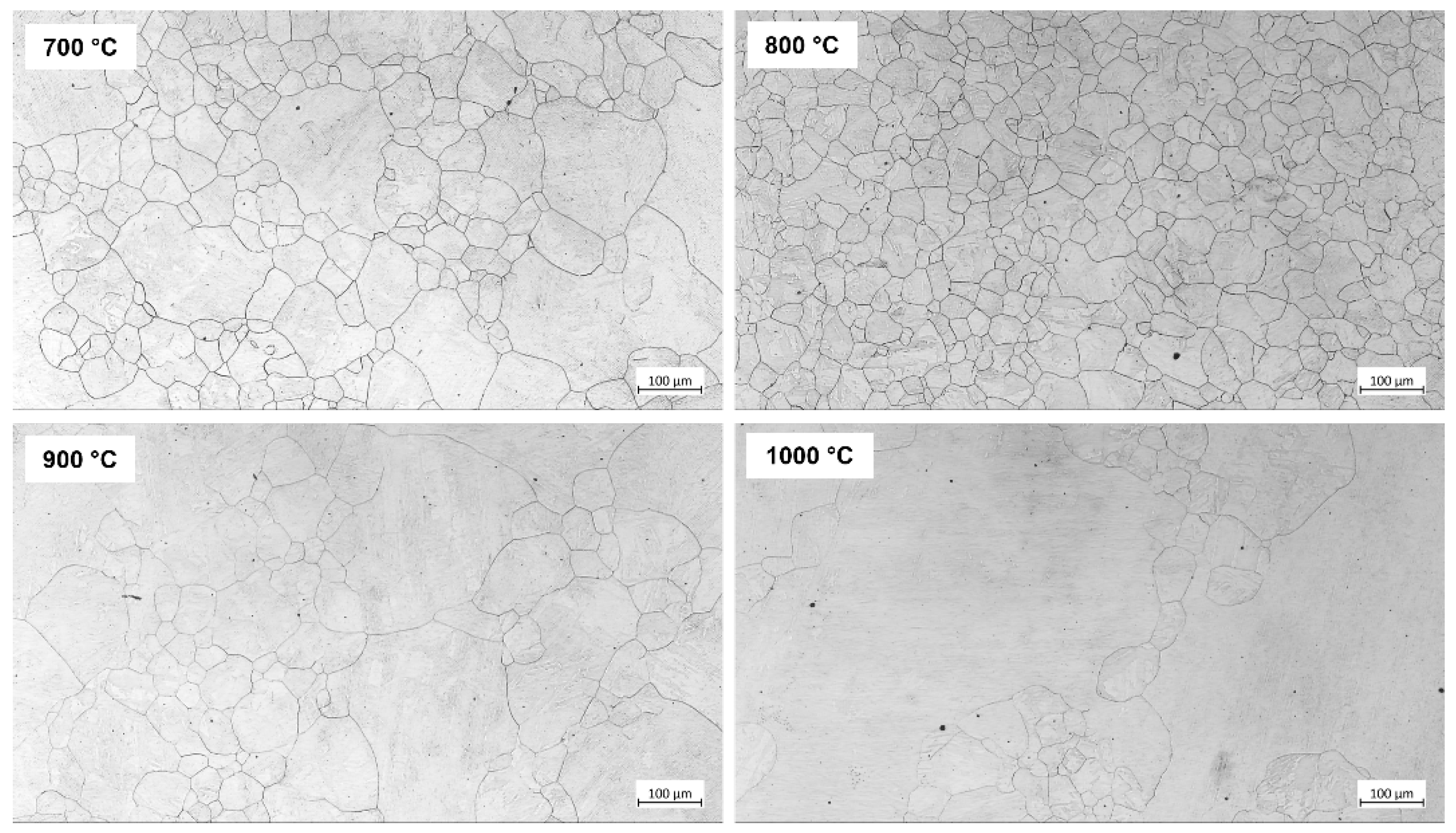
3.3. Grain Size Analysis
4. Discussion
5. Conclusions
- The steel containing B and Ti showed a better ductility behavior than the plain C microalloyed steel;
- The increase in strain rate improves the hot ductility at all temperatures for both steels but less markedly for the steel containing B and Ti;
- The better ductility was ascribed to the segregation of B to the grain boundaries, increasing its cohesion and preventing the formation of the ferrite films. In addition, TiN prevented the formation of the fine precipitation of BN, which are deleterious to the ductility;
- Even though the theoretical simulations from MatCalc did not always predict the experimental observations completely, they were close enough to be a very useful tool to avoid having to carry out the expensive and time-consuming microscopical analyses;
- The prior austenite grain size does not appear to have a strong influence on the ductility of these steels, this being controlled more by the presence or absence of the ferrite films and the degree of segregation and precipitation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mintz, B.; Yue, S.; Jonas, J.J. Hot ductility of steels and its relationship to the problem of transverse cracking during continuous casting. Int. Mater. Rev. 1991, 36, 187–220. [Google Scholar] [CrossRef]
- Ma, F.J.; Wen, G.H.; Tang, P.; Yu, X.; Li, J.Y.; Xu, G.D.; Mei, F. Causes of transverse corner cracks in microalloyed steel in vertical bending continuous slab casters. Ironmak. Steelmak. 2010, 37, 73–79. [Google Scholar] [CrossRef]
- Wang, Y.; Ren, Q.; Zhang, L.; Yang, X.; Yang, W.; Ren, Y.; Zhang, H. Formation and control of transverse corner cracks in the continuous casting slab of a microalloyed steel. Steel Res. Int. 2021, 92, 2000649. [Google Scholar] [CrossRef]
- Chown, L.H.; Cornish, L.A. Investigation of hot ductility in Al-killed boron steels. Mater. Sci. Eng. A 2008, 494, 263–275. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R. Effectiveness of hot tensile test in simulating straightening in continuous casting. Mater. Sci. Technol. 1992, 8, 171–177. [Google Scholar] [CrossRef]
- Mintz, B.; Crowther, D.N. Hot ductility of steels and its relationship to the problem of transverse cracking in continuous casting. Int. Mater. Rev. 2010, 55, 168–196. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.; Mintz, B. Improved simulation of continuous casting to predict transverse corner cracking in microalloyed steels. IJMME 2013, 2, 188–197. [Google Scholar] [CrossRef]
- Gontijo, M.; Hoflehner, C.; Ilie, S.; Six, J.; Sommitsch, C. Analysis of transverse corner cracks from continuous casting process and comparison to laboratory experiments. Eur. J. Mater. 2022, 2, 222–233. [Google Scholar] [CrossRef]
- Abushosha, R.; Ayyad, S.; Mintz, B. Influence of cooling rate and MnS inclusions on hot ductility of steels. Mater. Sci. Technol. 1998, 14, 227–235. [Google Scholar] [CrossRef]
- Zarandi, F.; Yue, S. The effect of boron on hot ductility of Nb-microalloyed steels. ISIJ Int. 2006, 46, 591–598. [Google Scholar] [CrossRef]
- Crowther, D.N.; Mohamed, Z.; Mintz, B. The relative influence of dynamic and static precipitation on the hot ductility of microalloyed steels. Metall. Trans. A 1987, 18A, 1929–1939. [Google Scholar] [CrossRef]
- Wolanska, N.; Lis, A.K.; Lis, J. Microstructure investigation of low carbon steel after hot deformation. J. Achiev. Mater. Manuf. Eng. 2007, 20, 291–294. [Google Scholar]
- Gao, Y.-l.; Xue, X.-x.; Yang, H. Influence of boron on initial austenite grain size and hot deformation behavior of boron microalloyed steels. Crystals 2015, 5, 592–607. [Google Scholar] [CrossRef] [Green Version]
- Abushosha, R.; Comineli, O.; Mintz, B. Influence of Ti on hot ductility of C-Mn-Al steels. Mater. Sci. Technol. 1999, 15, 278–286. [Google Scholar] [CrossRef]
- Mintz, B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.; Mintz, B. Influence of thermal history on the hot ductility of steel and its relationship to the problem of cracking in continuous casting. Mater. Sci. Technol. 2012, 28, 536–542. [Google Scholar] [CrossRef]
- Maehara, Y.; Nakai, K.; Yasumoto, K.; Mishima, T. Hot cracking of low alloy steels in simulated continuous casting direct rolling process. Trans. ISIJ 1988, 28, 1021–1027. [Google Scholar] [CrossRef]
- Gontijo, M.; Hoflehner, C.; Estermann, P.; Ilie, S.; Six, J.; Sommitsch, C. Effect of strain rate on the hot ductility behavior of a continuously cast Ti-Nb microalloyed steel. Steel Res. Int. 2020, 91, 2000222. [Google Scholar] [CrossRef]
- Lewis, J.; Jonas, J.J.; Mintz, B. The deformation induced ferrite during mechanical testing. ISIJ Int. 1998, 38, 300–309. [Google Scholar] [CrossRef]
- Liu, Y.; Du, L.-X.; Wu, H.-Y.; Devesh Kumar Misra, R. Hot ductility and fracture phenomena of low-carbon V-N-Cr microalloyed steels. Steel Res. Int. 2020, 91, 1900265. [Google Scholar] [CrossRef]
- Moon, S.-C.; Dippenaar, R. The effect of austenite grain size on hot ductility of steels. In Proceedings of the MS&T 2004 Conference, New Orleans, LA, USA, 26 September 2004. [Google Scholar]
- Back, J.G.; Engberg, G. Investigation of parent austenite from martensite structure using EBSD in a wear resistant steel. Materials 2017, 10, 453. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Su, B.; Lin, H.-P.; Kuo, J.-C.; Pan, Y.-T. EBSD investigation on microstructure transformation in low carbon steel during continuous casting. Can. Metall. Q. 2014, 53, 352–361. [Google Scholar] [CrossRef]
- Hata, K.; Wakita, M.; Fujiwara, K.; Kawano, K. Development of a reconstruction method of prior austenite microstructure using EBSD data of martensite. Nippon Steel Tech. Rep. 2017, 114, 26–31. [Google Scholar]
- Banks, K.M.; Tuling, A.; Mintz, B. The influence of N on hot ductility of V-, Nb- and Nb-Ti- containing steels using improved thermal simulation of continuous casting. J. S. Afr. Inst. Min. Metall. 2011, 111, 711–716. [Google Scholar]
- Gontijo, M.; Hoflehner, C.; Ilie, S.; Six, J.; Sommitsch, C. Comparison of hot ductility behavior of microalloyed steels with different B-, Cr-, Ni- and Ti-content. In Proceedings of the METAL 2021, Brno, Czech Republic, 26 May 2021. [Google Scholar]
- Cho, K.; Mun, D.; Kang, M.; Lee, J.; Park, J.; Koo, Y. Effect of thermal cycle and nitrogen content on the hot ductility of boron-bearing steel. ISIJ Int. 2010, 50, 839–846. [Google Scholar] [CrossRef] [Green Version]
- Cho, K.; Mun, D.; Kim, J.; Park, J.; Lee, J.; Koo, Y. Effect of boron precipitation behavior on the hot ductility of boron containing steel. Metall. Mater. Trans. A 2010, 41A, 1421–1428. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Li, J.; Shi, C.-B.; Huo, X.-D. Effect of boron and titanium addition on the hot ductility of low-carbon Nb-containing steel. High Temp. Mat. Proc. 2015, 34, 813–820. [Google Scholar] [CrossRef]
- Gontijo, M.; Hoflehner, C.; Ilie, S.; Six, J.; Sommitsch, C. Holding time influence on the hot ductility behavior of a continuously cast low alloy steel. Metals 2021, 11, 64. [Google Scholar] [CrossRef]
- Sun, W.P.; Militzer, M.; Jonas, J.J. Strain-induced nucleation of MnS in electrical steels. Metall. Trans. A 1992, 23A, 821–830. [Google Scholar] [CrossRef]
- Sun, W.P.; Militzer, M.; Jonas, J.J. Diffusion-controlled growth and coarsening of MnS during hot deformation. Metall. Trans. A 1992, 23A, 3013–3023. [Google Scholar] [CrossRef]
- Chen, Y.-L.; Wang, Y.; Zhao, A.-M. Precipitation of AlN and MnS in low carbon aluminium-killed steel. J. Iron Steel Res. Int. 2012, 19, 51–56. [Google Scholar] [CrossRef]
- Niessen, F.; Nyyssönen, T.; Gazder, A.A.; Hielscher, R. Parent grain reconstruction from partially or fully transformed microstructures in MTEX. J. Appl. Cryst. 2021, 55, 180–194. [Google Scholar] [CrossRef] [PubMed]
- ASTM International. Standard Test Methods for Determining Average Grain Size; E112-10; ASTM: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Pandit, A.; Murugaiyan, A.; Saha Podder, A.; Haldar, A.; Bhattacharjee, D.; Chandra, S.; Ray, R.K. Strain induced precipitation of complex carbonitrides in Nb-V and Ti-V microalloyed steels. Scr. Mater. 2005, 53, 1309–1314. [Google Scholar] [CrossRef]
- Poths, R.M.; Hinggindon, R.; Palmiere, E. Complex precipitation behaviour in a microalloyed steel. Scr. Mater. 2001, 44, 147–151. [Google Scholar] [CrossRef]
- Denes, E.; Toth, A.L.; Fabian, E.-R. Qualitative and quantitative analysis of boron content precipitates by FEG-SEM and EDS methods. MSF 2010, 659, 295–300. [Google Scholar] [CrossRef]
- Ingermarsson, L.; Halvarsson, M. SEM/EDX Analysis of Boron, A Case Study; High Temperature Corrosion Centre (HTC), Chalmers University of Technology: Gothenburg, Sweden, 2011; pp. 1–31. [Google Scholar]
- Hoflehner, C. Investigation of Second Ductility Minimum of Continuously Cast Microalloyed Steels. Ph.D. Thesis, Graz University of Technology, Graz, Austria, 2021. [Google Scholar]
- Mintz, B.; Lewis, J.; Jonas, J.J. Importance of deformation induced ferrite and factors which control its formation. Mater. Sci. Technol. 1997, 13, 379–388. [Google Scholar] [CrossRef]
- Abushosha, R.; Vipond, R.; Mintz, B. Influence of titanium on hot ductility of as cast steels. Mater. Sci. Technol. 1991, 7, 613–621. [Google Scholar] [CrossRef]
- Nagasaki, C.; Aizawa, A.; Kihara, J. Influence of manganese and sulfur on hot ductility of carbon steels at high strain rate. Trans. ISIJ 1987, 27, 506–512. [Google Scholar] [CrossRef]
- López-Chipres, E.; Mejía, I.; Maldonado, C.; Bedolla-Jacuinde, A.; Cabrera, J.M. Hot ductility behavior of boron microalloyed steels. Mater. Sci. Eng. A 2007, 460–461, 464–470. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A. Understanding the high temperature side of the ductility curve for steels. Mater. Sci. Technol. 2021, 37, 1–13. [Google Scholar] [CrossRef]
- Ishiguro, Y.; Sato, K.; Murayama, T. Precipitation of copper sulfide in ultra low carbon steel containing residual level of copper. Mater. Trans. 2005, 46, 769–778. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.K.; Kim, J.S.; Kim, N.J. Effect of boron on the hot ductility of Nb-containing steel. Metall. Mater. Trans. A 2002, 33A, 701–704. [Google Scholar] [CrossRef]
- Wang, W.S.; Zhu, H.Y.; Sun, J.; Lei, J.L.; Duan, Y.Q.; Wang, Q. Thermodynamic analysis of BN, AlN and TiN precipitation in boron-bearing steel. Metalurgija 2019, 58, 199–202. [Google Scholar]
- Wilson, F.G.; Gladman, T. Aluminium nitride in steel. Int. Mater. Rev. 1998, 33, 221–286. [Google Scholar] [CrossRef]
- Zhang, G.J.; Yang, J.F.; Ando, M.; Ohji, T.; Kanzaki, S. Reactive synthesis of alumina-boron nitride composites. Acta Mater. 2004, 52, 1823–1835. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R. Influence of vanadium on hot ductility of steel. Ironmak. Steelmak. 1993, 20, 445–452. [Google Scholar]
- Tanino, M. Precipitation behaviour of complex boron compounds in steel. Nippon Steel Tech. Rep. 1983, 21, 331–337. [Google Scholar]
- Bialobrzeska, B. Effect of boron accompanied by chromium, vanadium and titanium on kinetics of austenite grain growth. Ironmak. Steelmak. 2021, 48, 649–676. [Google Scholar] [CrossRef]
- Haga, J.; Mizui, N.; Nagamichi, T.; Okamoto, A. Effect of boron on mechanical properties and recrystallization behavior of Ti-added ultra-low carbon cold-rolled steel sheets. ISIJ Int. 1998, 38, 580–586. [Google Scholar] [CrossRef]
- Nes, E.; Ryum, N.; Hunderi, O. On the Zener drag. Acta Metall. 1985, 33, 11–22. [Google Scholar] [CrossRef]
- Fernández, J.; Illescas, S.; Guilemany, J.M. Effect of microalloying elements on the austenitic grain growth in a low carbon HSLA steel. Mater. Lett. 2007, 61, 2389–2392. [Google Scholar] [CrossRef]
- Flores, O.; Martinez, L. Abnormal grain growth of austenite in a V-Nb microalloyed steel. J. Mater. Sci. 1997, 32, 5985–5991. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Al | Si | N | Ni | V | Ti | B | Cu | S |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 0.079 | 1.67 | 0.051 | 0.124 | 0.0052 | 0.028 | 0.004 | 0.0014 | 0.0002 | 0.022 | 0.0051 |
| B | 0.087 | 1.64 | 0.052 | 0.099 | 0.0051 | 0.470 | 0.107 | 0.0270 | 0.0024 | 0.033 | 0.0005 |
| Steel A | |||||||
| Mean Radius (nm) | 850 °C | 900 °C | |||||
| 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | ||
| MnS | d | 17.5 | 12.5 | 9.4 | 27.8 | 19.4 | 9.1 |
| AlN | gb | 87.5 | 64.0 | 59.4 | 121 | 72.6 | 58.2 |
| MnS | 10.2 | 3.8 | 1.5 | 16.7 | 3.7 | 0.9 | |
| Phase fraction | 850 °C | 900 °C | |||||
| 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | ||
| MnS | d | 1.76 × 10−4 | 1.64 × 10−4 | 1.33 × 10−4 | 1.76 × 10−4 | 1.67 × 10−4 | 4.02 × 10−5 |
| AlN | gb | 1.80 × 10−9 | 7.03 × 10−10 | 5.62 × 10−10 | 4.00 × 10−9 | 8.68 × 10−10 | 4.46 × 10−10 |
| MnS | 3.21 × 10−5 | 4.54 × 10−6 | 6.99 × 10−7 | 3.63 × 10−5 | 1.09 × 10−6 | 8.88 × 10−10 | |
| Steel B | ||||||||
| Mean Radius [nm] | 800 °C | 900 °C | ||||||
| 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | |||
| BN | gb | 1156.9 | 1155.8 | 1151.7 | 1148.1 | 1155.4 | 1148.4 | |
| d | 388.2 | 356.4 | 171.5 | 381.2 | 389.7 | 382.7 | ||
| TiN | gb | 112.8 | 112.1 | 111.9 | 117.2 | 112.7 | 112.0 | |
| d | 4.2 | 2.5 | 4.8 | 21.1 | 14.6 | 17.2 | ||
| Phase fraction | 800 °C | 900 °C | ||||||
| 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | 10−4 s−1 | 10−3 s−1 | 10−2 s−1 | |||
| BN | gb | 1.32 × 10−8 | 1.32 × 10−8 | 1.30 × 10−8 | 1.29 × 10−8 | 1.31 × 10−8 | 1.29 × 10−8 | |
| d | 2.47 × 10−4 | 2.45 × 10−4 | 2.37 × 10−4 | 2.36 × 10−4 | 2.44 × 10−4 | 2.31 × 10−4 | ||
| TiN | gb | 2.27 × 10−9 | 2.23 × 10−9 | 2.22 × 10−9 | 2.54 × 10−9 | 2.26 × 10−9 | 2.22 × 10−9 | |
| d | 6.25 × 10−5 | 4.99 × 10−5 | 4.81 × 10−5 | 1.81 × 10−4 | 5.88 × 10−5 | 4.90 × 10−5 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gontijo, M.; Chakraborty, A.; Webster, R.F.; Ilie, S.; Six, J.; Primig, S.; Sommitsch, C. Thermomechanical and Microstructural Analysis of the Influence of B- and Ti-Content on the Hot Ductility Behavior of Microalloyed Steels. Metals 2022, 12, 1808. https://doi.org/10.3390/met12111808
Gontijo M, Chakraborty A, Webster RF, Ilie S, Six J, Primig S, Sommitsch C. Thermomechanical and Microstructural Analysis of the Influence of B- and Ti-Content on the Hot Ductility Behavior of Microalloyed Steels. Metals. 2022; 12(11):1808. https://doi.org/10.3390/met12111808
Chicago/Turabian StyleGontijo, Marina, Arnab Chakraborty, Richard F. Webster, Sergiu Ilie, Jakob Six, Sophie Primig, and Christof Sommitsch. 2022. "Thermomechanical and Microstructural Analysis of the Influence of B- and Ti-Content on the Hot Ductility Behavior of Microalloyed Steels" Metals 12, no. 11: 1808. https://doi.org/10.3390/met12111808