
Microstructure and Mechanical Properties of Combined GTAW and SMAW Dissimilar Welded Joints between Inconel 718 and 304L Austenitic Stainless Steel
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
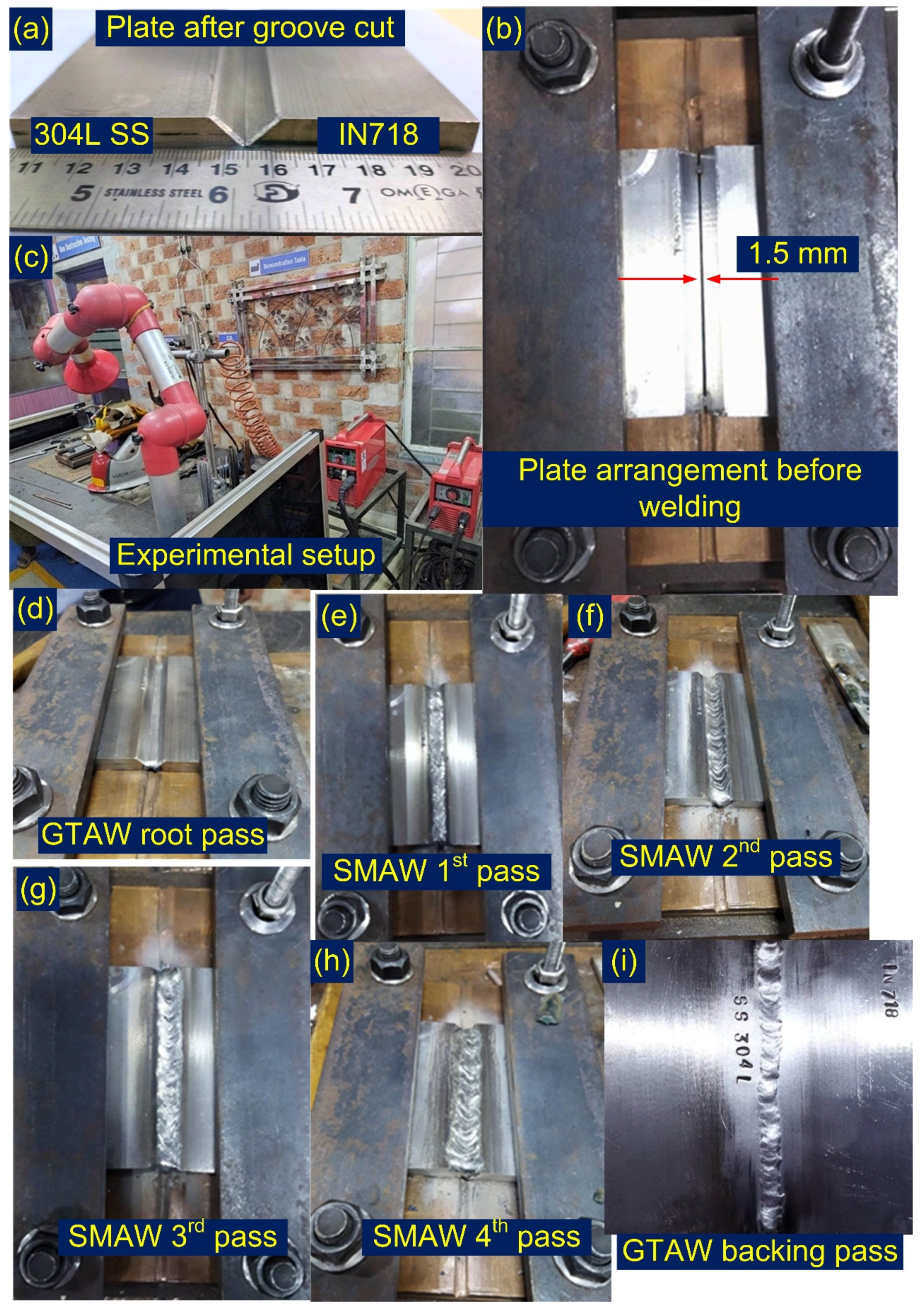
2.1. Welding Details
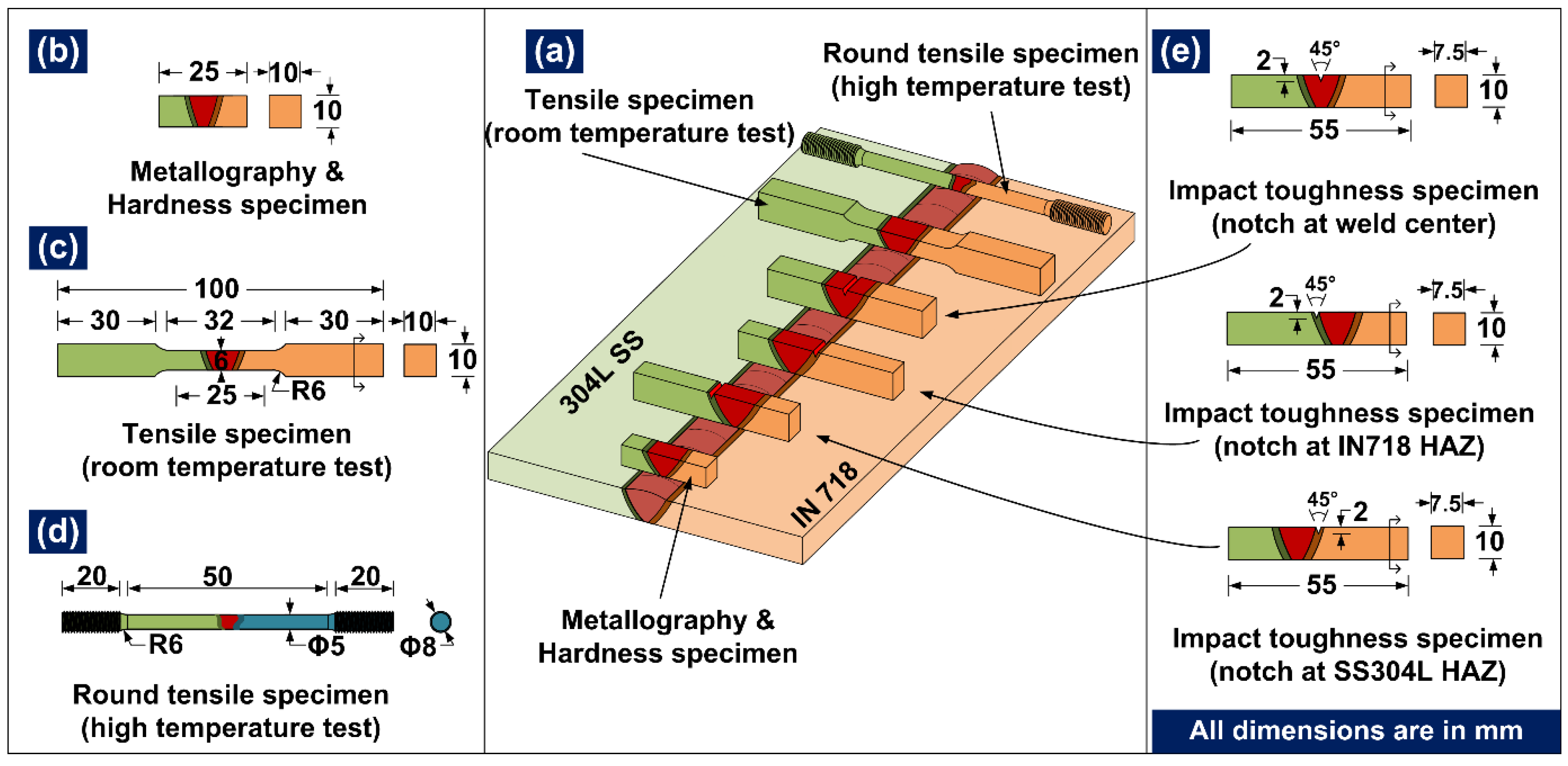
2.2. Metallographic and Mechanical Characterization
3. Results and Discussion
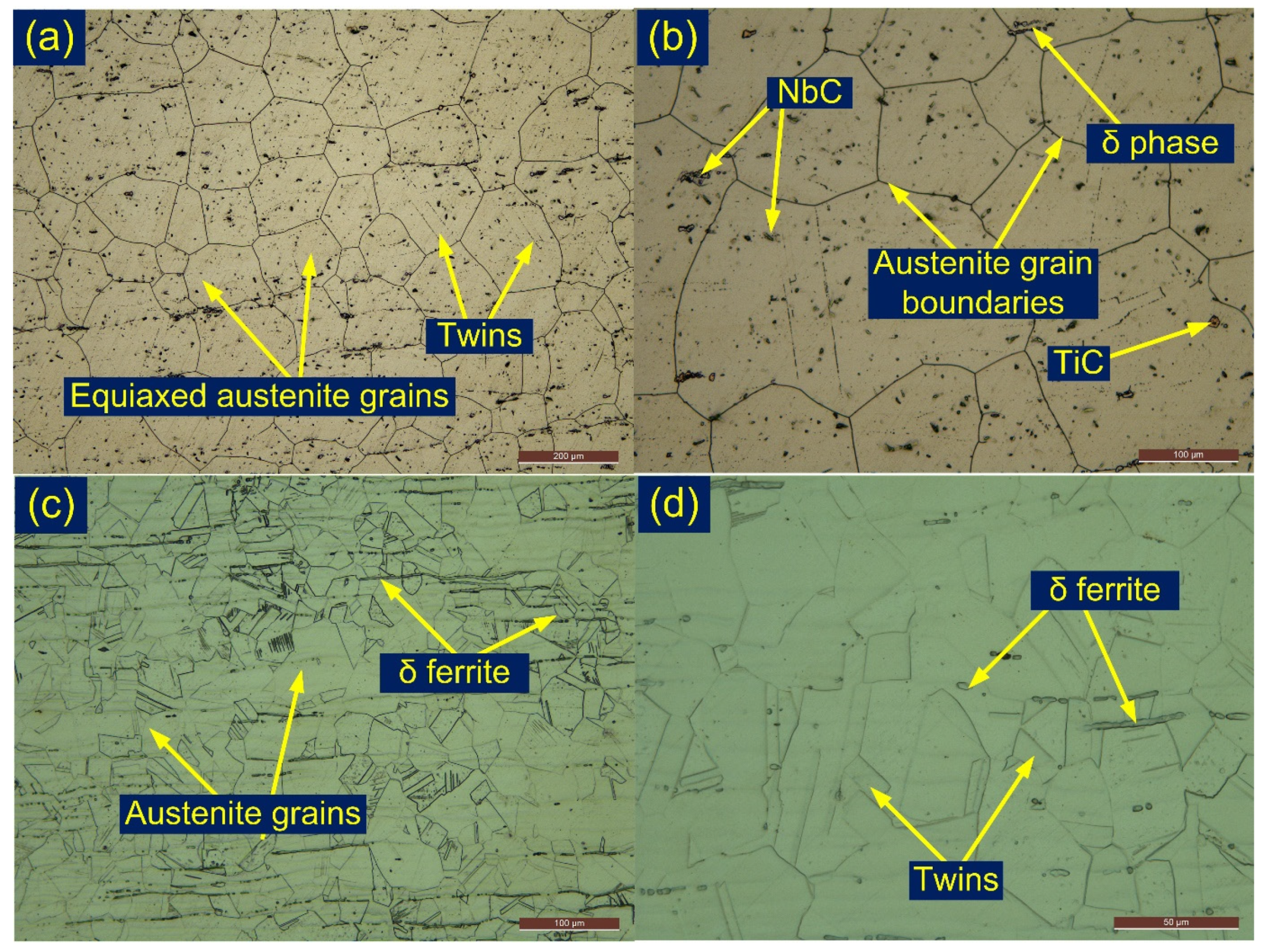
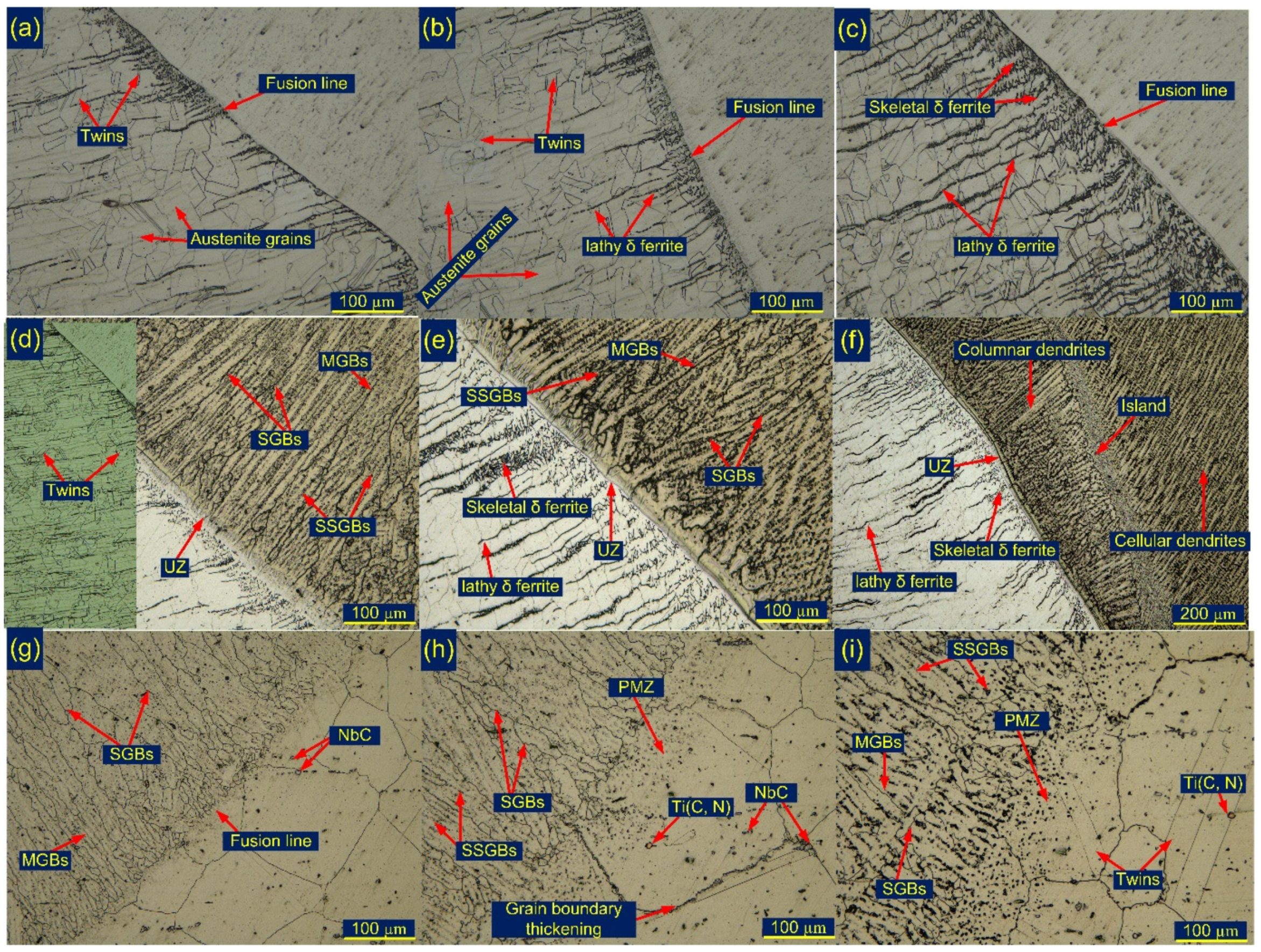
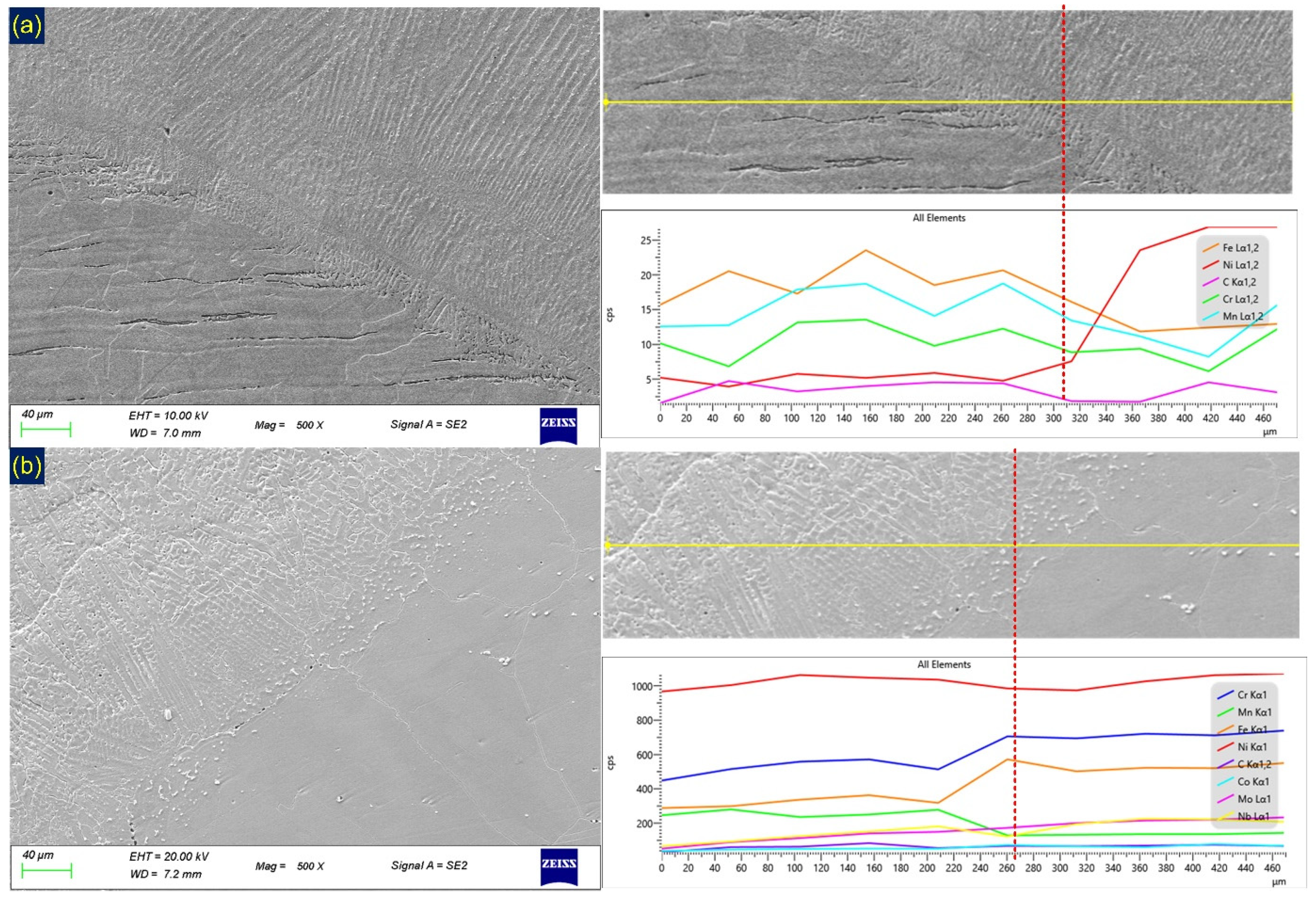
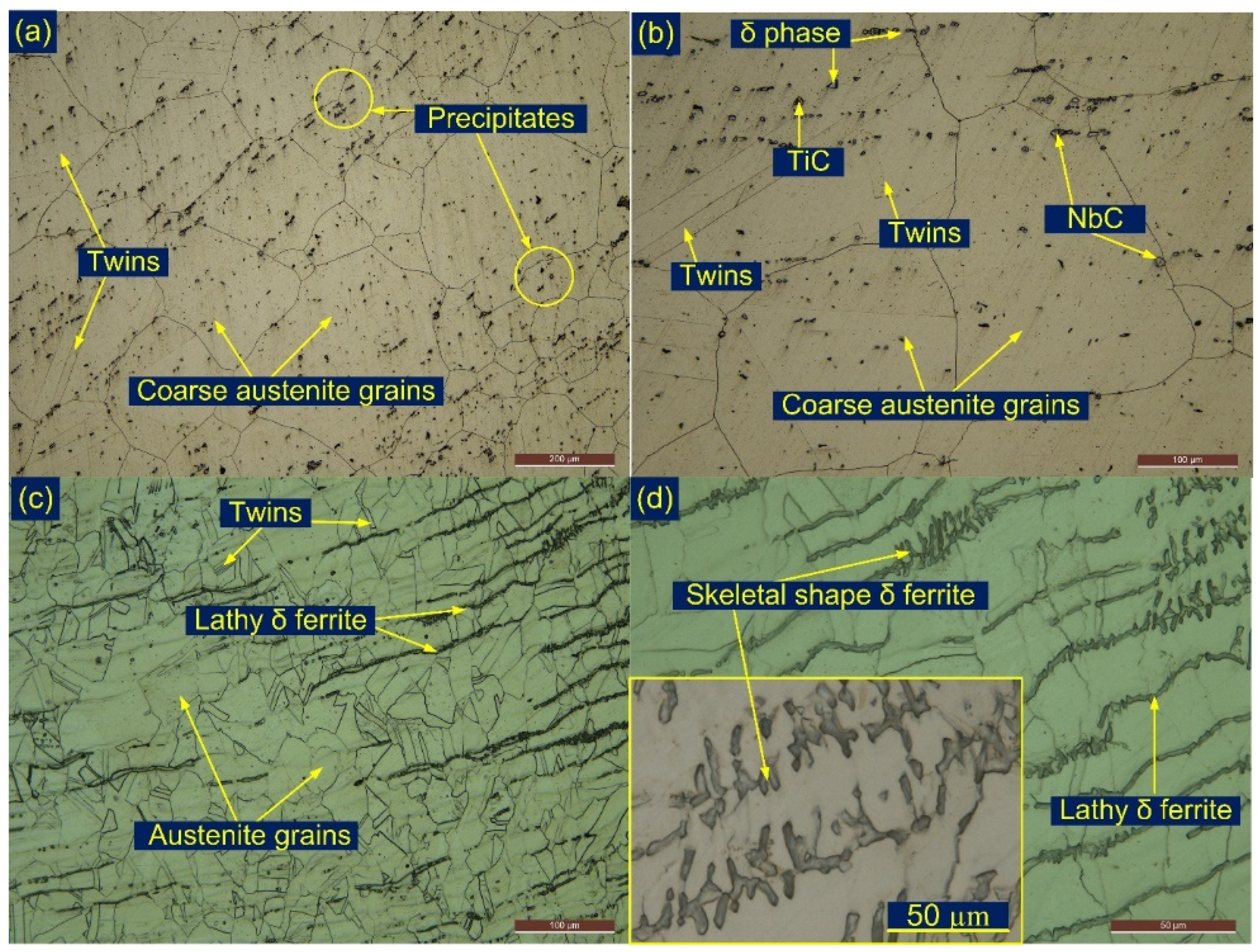
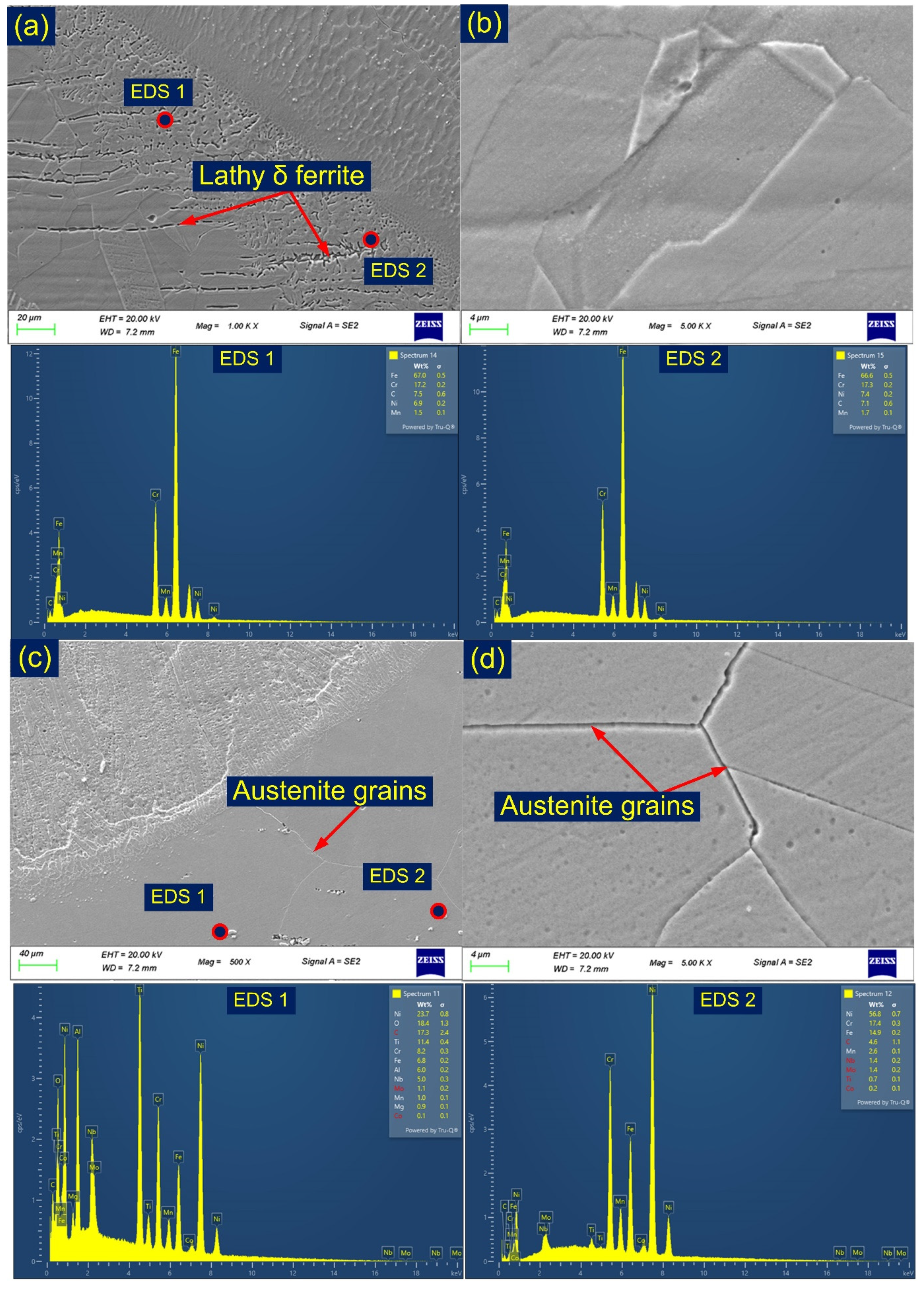
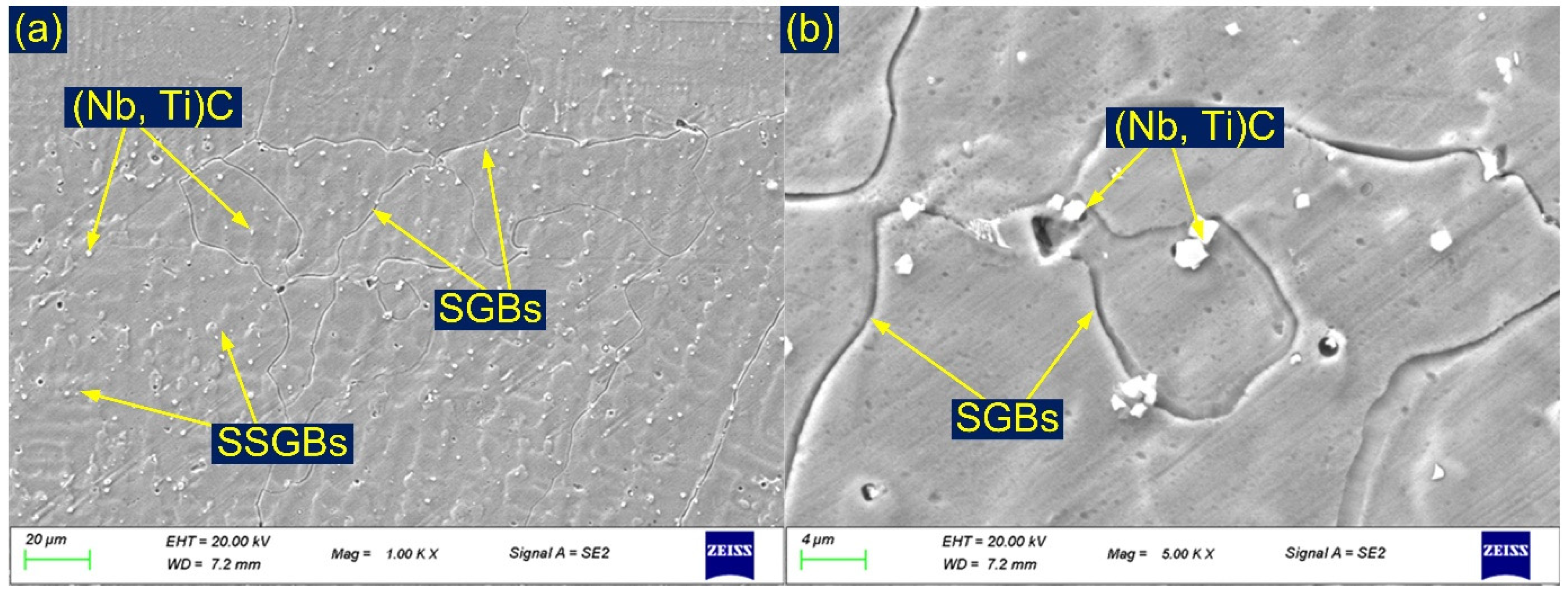
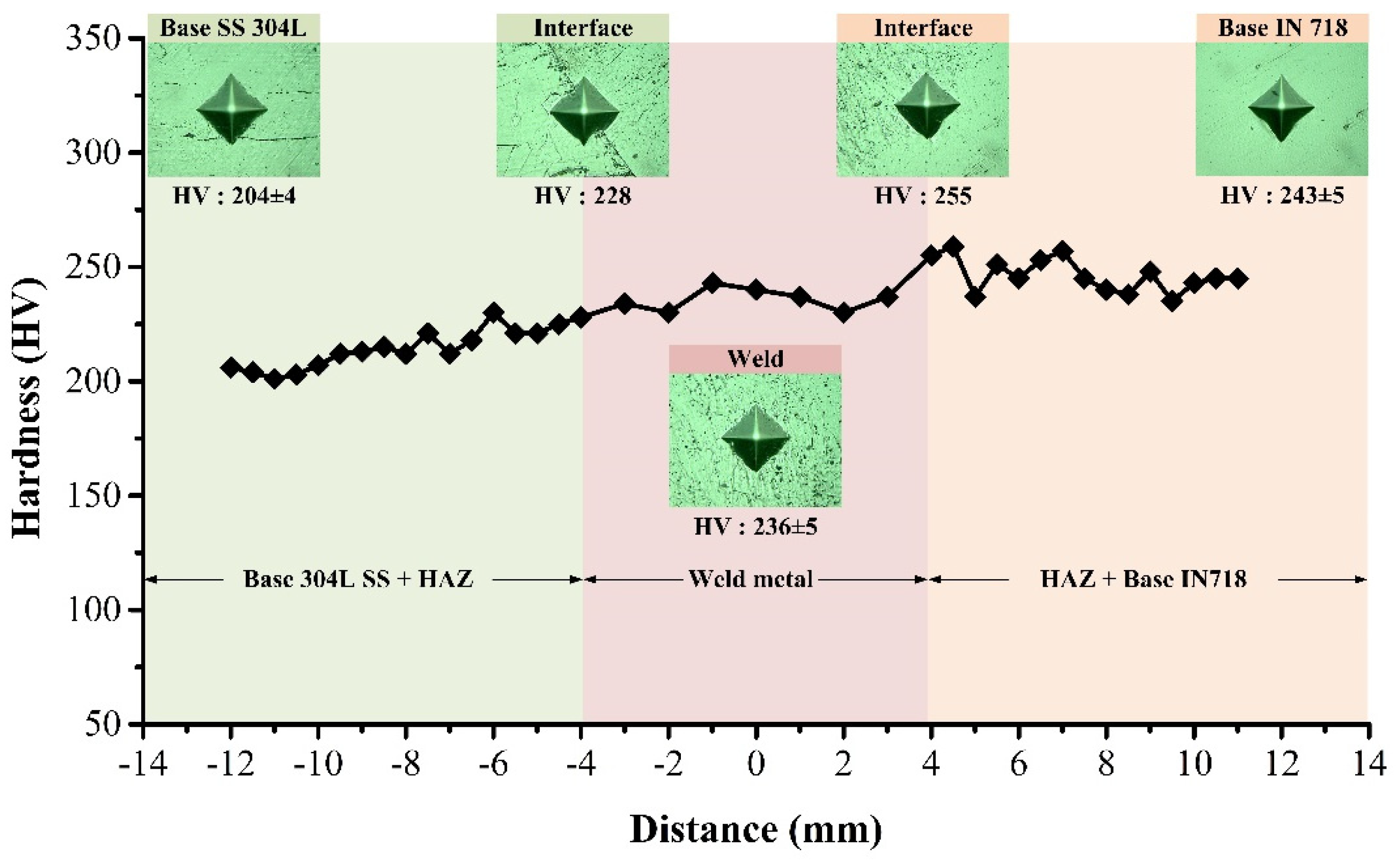
3.1. Interface and Heat-Affected Zone
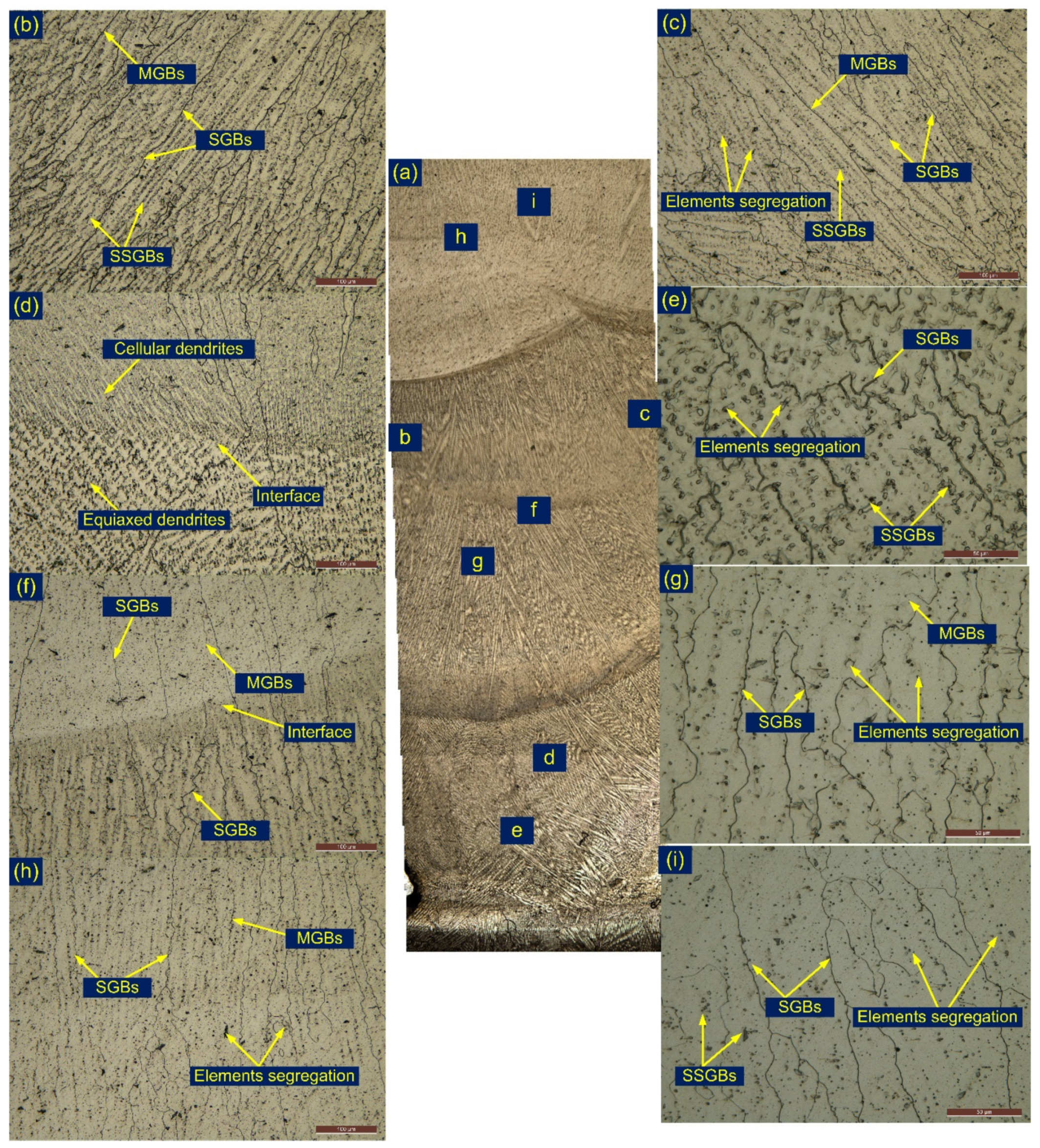
3.2. Inconel 182 Filler Weld
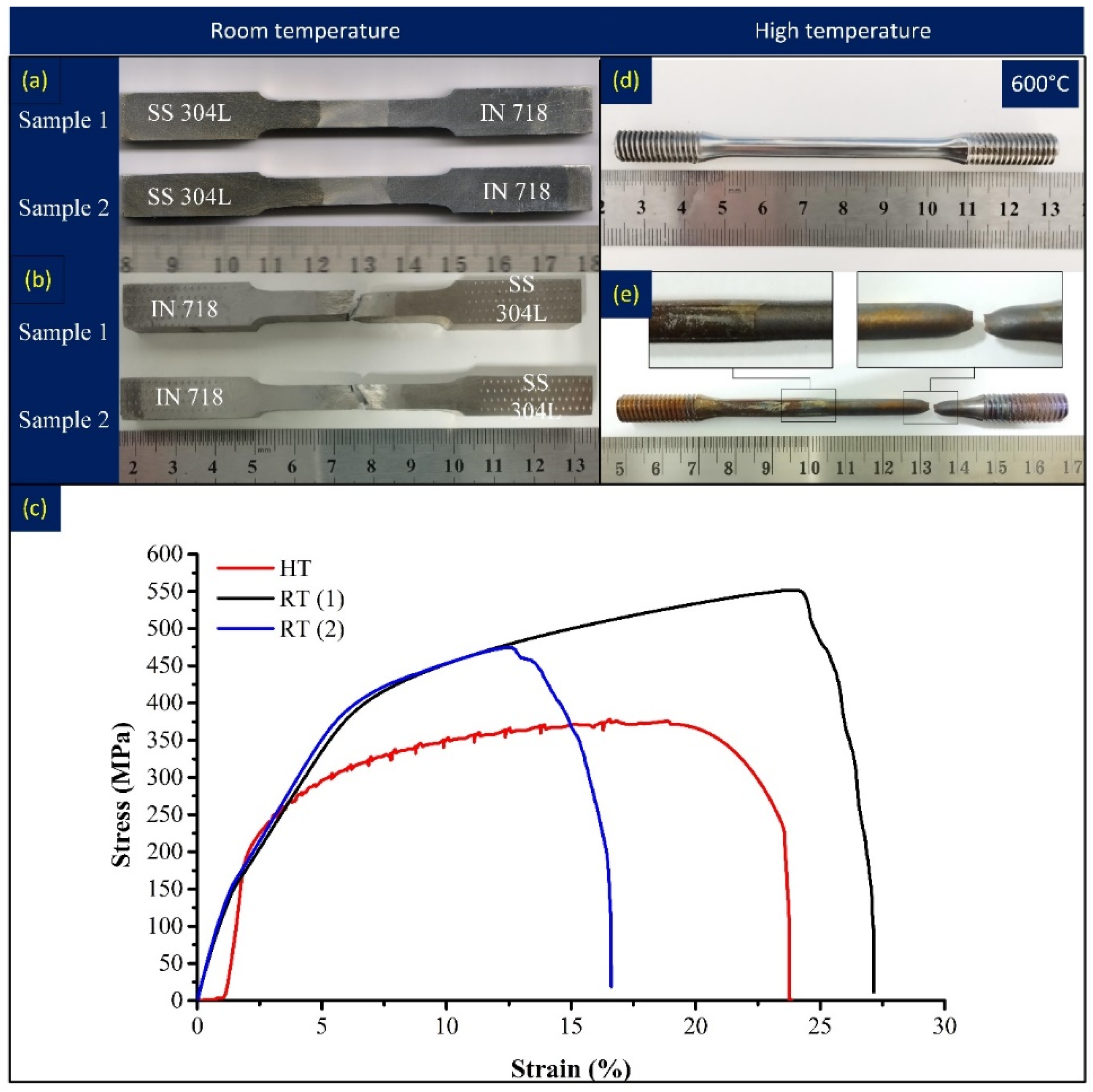
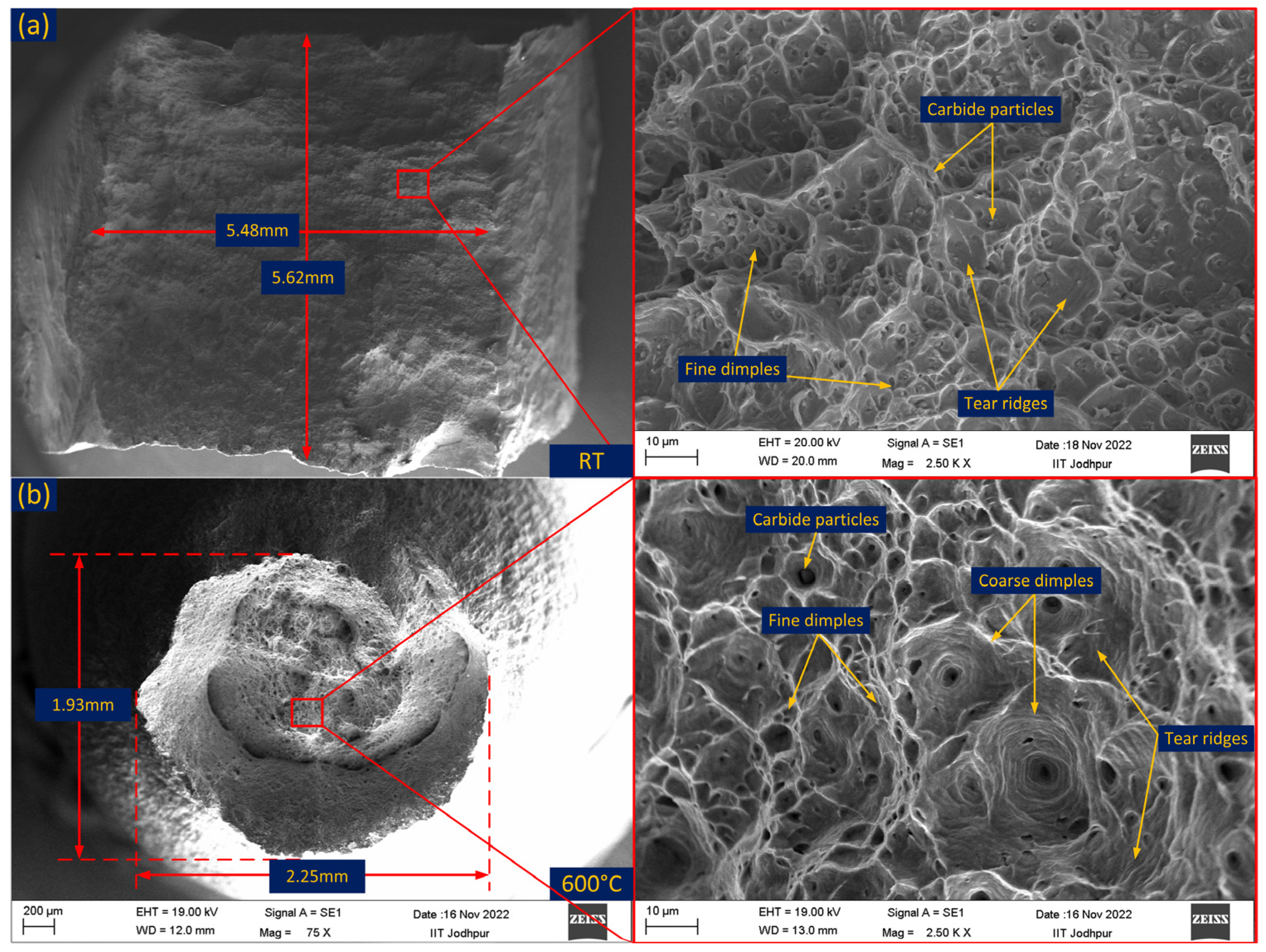
3.3. Mechanical Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, H.C.; Pinkerton, A.J.; Li, L. Fibre laser welding of dissimilar alloys of Ti-6Al-4V and Inconel 718 for aerospace applications. Int. J. Adv. Manuf. Technol. 2011, 52, 977–987. [Google Scholar] [CrossRef]
- Dak, G.; Sirohi, S.; Pandey, C. Study on microstructure and mechanical behavior relationship for laser-welded dissimilar joint of P92 martensitic and 304L austenitic steel. Int. J. Press. Vessel. Pip. 2022, 196, 104629. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Press. Vessel. Pip. 2014, 116, 37–46. [Google Scholar] [CrossRef]
- Jamrozik, W.; Górka, J.; Kik, T. Temperature-Based Prediction of Joint Hardness in TIG Welding of Inconel 600, 625 and 718 Nickel Superalloys. Materials 2021, 14, 442. [Google Scholar] [CrossRef]
- Kumar, N.; Pandey, C.; Kumar, P. Dissimilar Welding of Inconel Alloys With Austenitic Stainless-Steel: A Review. J. Press. Vessel Technol. 2023, 145, 011506. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M.; Mecozzi, M.G.; Barteri, M. Development of high nitrogen, low nickel, 18%Cr austenitic stainless steels. J. Mater. Sci. 2000, 35, 4803–4808. [Google Scholar] [CrossRef]
- Shah Hosseini, H.; Shamanian, M.; Kermanpur, A. Characterization of microstructures and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Mater. Charact. 2011, 62, 425–431. [Google Scholar] [CrossRef]
- Bhanu, V.; Fydrych, D.; Gupta, A.; Pandey, C. Study on Microstructure and Mechanical Properties of Laser Welded Dissimilar Joint of P91 Steel and INCOLOY 800HT Nickel Alloy. Materials 2021, 14, 5876. [Google Scholar] [CrossRef]
- Sridhar, R.; Devendranath Ramkumar, K.; Arivazhagan, N. Characterization of microstructure, strength, and toughness of dissimilar weldments of inconel 625 and duplex stainless steel SAF 2205. Acta Metall. Sin. Engl. Lett. 2014, 27, 1018–1030. [Google Scholar] [CrossRef] [Green Version]
- Devendranath Ramkumar, K.; Dev, S.; Saxena, V.; Choudhary, A.; Arivazhagan, N.; Narayanan, S. Effect of flux addition on the microstructure and tensile strength of dissimilar weldments involving Inconel 718 and AISI 416. Mater. Des. 2015, 87, 663–674. [Google Scholar] [CrossRef]
- Cortés, R.; Rodríguez, N.K.; Ambriz, R.R.; López, V.H.; Ruiz, A.; Jaramillo, D. Fatigue and crack growth behavior of Inconel 718–AL6XN dissimilar welds. Mater. Sci. Eng. A 2019, 745, 20–30. [Google Scholar] [CrossRef]
- Gomes, D.D.A.; Castro, J.A.; Xavier, C.R.; Cardoso Lima, C.A. Analysis of residual stress by the hole-drilling method and hardness in dissimilar joints of austenitic stainless steel AISI 316L and inconel 718 alloy by autogenous GTAW process. Mater. Res. 2019, 22, e20180844. [Google Scholar] [CrossRef]
- Klett, J.; Hassel, T. Influence of Stick Electrode Coating’s Moisture Content on the Diffusible Hydrogen in Underwater Wet Shielded Metal Arc Welding. Adv. Mater. Sci. 2020, 20, 27–37. [Google Scholar] [CrossRef]
- Tomków, J.; Świerczyńska, A.; Landowski, M.; Wolski, A.; Rogalski, G. Bead-on-Plate Underwater Wet Welding on S700MC Steel. Adv. Sci. Technol. Res. J. 2021, 15, 288–296. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. Study on effect of weld groove geometry on mechanical behavior and residual stresses variation in dissimilar welds of P92/SS304L steel for USC boilers. Arch. Civ. Mech. Eng. 2022, 22, 140. [Google Scholar] [CrossRef]
- Kumar, A.; Pandey, C. Development and Evaluation of Dissimilar Gas Tungsten Arc-Welded Joint of P92 Steel/Inconel 617 Alloy for Advanced Ultra-Supercritical Boiler Applications. Metall. Mater. Trans. A 2022, 53, 3245–3273. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Kumar, P.S.G.; Krishna, V.R.; Chandrasekhar, A.; Dev, S.; Abraham, W.S.; Prabhakaran, S.; Kalainathan, S.; Sridhar, R. Influence of laser peening on the tensile strength and impact toughness of dissimilar welds of Inconel 625 and UNS S32205. Mater. Sci. Eng. A 2016, 676, 88–99. [Google Scholar] [CrossRef]
- Pavan, A.H.V.; Ravibharath, R.; Singh, K. Creep-rupture behavior of SUS 304H—IN 617 dissimilar metal welds for AUSC boiler applications. Mater. Sci. Forum 2015, 830–831, 199–202. [Google Scholar] [CrossRef]
- Deng, J.; Liang, Z.; Hui, S.; Zhao, Q. Aging Treatment on the Microstructures and Mechanical Properties of New Groove T92/Super 304H Dissimilar Steel Joints. High Temp. Mater. Process. 2015, 34, 425–433. [Google Scholar] [CrossRef]
- Zhang, Y.; Cai, Z.; Han, C.; Huo, X.; Fan, M.; Li, K.; Pan, J. Macrosegregation induced interface structure and its effect on creep failure in dissimilar metal welds between Ni-based alloy and 10% Cr martensitic steel. Mater. Sci. Eng. A 2021, 824, 141847. [Google Scholar] [CrossRef]
- Bhanu, V.; Gupta, A.; Pandey, C. Investigation on joining P91 steel and Incoloy 800HT through gas tungsten arc welding for Advanced Ultra Super Critical (AUSC) power plants. J. Manuf. Process. 2022, 80, 558–580. [Google Scholar] [CrossRef]
- Sireesha, M.; Albert, S.K.; Shankar, V.; Sundaresan, S. Comparative evaluation of welding consumables for dissimilar welds between 316LN austenitic stainless steel and Alloy 800. J. Nucl. Mater. 2000, 279, 65–76. [Google Scholar] [CrossRef]
- Kumar, A.; Pandey, C. Some studies on dissimilar welds joint P92 steel and Inconel 617 alloy for AUSC power plant application. Int. J. Press. Vessel. Pip. 2022, 198, 104678. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Arivazhagan, N.; Narayanan, S. Effect of filler materials on the performance of gas tungsten arc welded AISI 304 and Monel 400. J. Mater. 2012, 40, 70–79. [Google Scholar] [CrossRef]
- Ranjbar, K.; Dehmolaei, R.; Amra, M.; Keivanrad, I. Microstructure and properties of a dissimilar weld between alloy 617 and A387 steel using different filler metals. Weld. World 2018, 62, 1121–1136. [Google Scholar] [CrossRef]
- Li, R.B.; Yao, M.; Liu, W.C.; He, X.C. Isolation and determination for δ, γ′ and γ″ phases in Inconel 718 alloy. Scr. Mater. 2002, 46, 635–638. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. On the prediction of effect of direction of welding on bead geometry and residual deformation of double-sided fillet welds. Int. J. Steel Struct. 2016, 16, 333–345. [Google Scholar] [CrossRef]
- Bhanu, V.; Gupta, A.; Pandey, C. Role of A-TIG process in joining of martensitic and austenitic steels for ultra-supercritical power plants -a state of the art review. Nucl. Eng. Technol. 2022, 54, 2755–2770. [Google Scholar] [CrossRef]
- Cortés, R.; Barragán, E.R.; López, V.H.; Ambriz, R.R.; Jaramillo, D. Mechanical properties of Inconel 718 welds performed by gas tungsten arc welding. Int. J. Adv. Manuf. Technol. 2018, 94, 3949–3961. [Google Scholar] [CrossRef]
- Mittal, R.; Sidhu, B.S. Microstructures and mechanical properties of dissimilar T91/347H steel weldments. J. Mater. Process. Technol. 2015, 220, 76–86. [Google Scholar] [CrossRef]
- Cao, J.; Gong, Y.; Zhu, K.; Yang, Z.G.; Luo, X.M.; Gu, F.M. Microstructure and mechanical properties of dissimilar materials joints between T92 martensitic and S304H austenitic steels. Mater. Des. 2011, 32, 2763–2770. [Google Scholar] [CrossRef]
- Hinojos, A.; Mireles, J.; Reichardt, A.; Frigola, P.; Hosemann, P.; Murr, L.E.; Wicker, R.B. Joining of Inconel 718 and 316 Stainless Steel using electron beam melting additive manufacturing technology. Mater. Des. 2016, 94, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. An assessment for mechanical and microstructure behavior of dissimilar material welded joint between nuclear grade martensitic P91 and austenitic SS304 L steel. J. Manuf. Process. 2019, 48, 249–259. [Google Scholar] [CrossRef]
- Bhanu, V.; Pandey, C.; Gupta, A. Dissimilar joining of the martensitic grade P91 and Incoloy 800HT alloy for AUSC boiler application: Microstructure, mechanical properties and residual stresses. CIRP J. Manuf. Sci. Technol. 2022, 38, 560–580. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding passes | Welding Process | Filler Metal | Welding Current (A) | Arc Voltage (V) | Welding Speed (mm/s) | Heat Input for Each Pass (kJ/mm) | Total Heat Input (kJ/mm) |
|---|---|---|---|---|---|---|---|
| Root pass | GTAW | ERNiCr-3 | ~115 | ~9.8 | 1.67 | 0.404 | 0.404 |
| Filling passes 1 | SMAW | ENiCrFe-3 | ~90 | ~6.8 | 3.00 | 0.163 | 0.775 |
| Filling passes 2 | SMAW | ENiCrFe-3 | ~90 | ~6.8 | 2.37 | 0.206 | |
| Filling passes 3 | SMAW | ENiCrFe-3 | ~90 | ~6.8 | 2.05 | 0.238 | |
| Filling passes 4 | SMAW | ENiCrFe-3 | ~90 | ~7.0 | 3.00 | 0.168 | |
| Backing pass | GTAW | ERNiCr-3 | ~100 | ~7.5 | 3.00 | 0.150 | 0.150 |
| Tensile Test | Ultimate Tensile Strength (MPa) | Elongation (%) | Fracture Location | |
|---|---|---|---|---|
| Room-temperature tensile test | Test coupon 1 | 474 | 17 | Weld metal |
| Test coupon 2 | 551 | 27 | Weld metal | |
| High-temperature tensile test (600 °C) | Test coupon 1 | 377 | 24 | 304L SS BM |

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sirohi, S.; Pandey, S.M.; Świerczyńska, A.; Rogalski, G.; Kumar, N.; Landowski, M.; Fydrych, D.; Pandey, C. Microstructure and Mechanical Properties of Combined GTAW and SMAW Dissimilar Welded Joints between Inconel 718 and 304L Austenitic Stainless Steel. Metals 2023, 13, 14. https://doi.org/10.3390/met13010014
Sirohi S, Pandey SM, Świerczyńska A, Rogalski G, Kumar N, Landowski M, Fydrych D, Pandey C. Microstructure and Mechanical Properties of Combined GTAW and SMAW Dissimilar Welded Joints between Inconel 718 and 304L Austenitic Stainless Steel. Metals. 2023; 13(1):14. https://doi.org/10.3390/met13010014
Chicago/Turabian StyleSirohi, Sachin, Shailesh M. Pandey, Aleksandra Świerczyńska, Grzegorz Rogalski, Naveen Kumar, Michał Landowski, Dariusz Fydrych, and Chandan Pandey. 2023. "Microstructure and Mechanical Properties of Combined GTAW and SMAW Dissimilar Welded Joints between Inconel 718 and 304L Austenitic Stainless Steel" Metals 13, no. 1: 14. https://doi.org/10.3390/met13010014