
Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review

1
Key Laboratory of Advanced Functional Materials, Department of Materials Science and Engineering, Ministry of Education, Beijing University of Technology, Beijing 100124, China
2
School of Mechanical Engineering, Shijiazhuang Tiedao University, Shijiazhuang 050043, China
*
Author to whom correspondence should be addressed.
Metals 2023, 13(2), 308; https://doi.org/10.3390/met13020308
Submission received: 27 December 2022
/
Revised: 24 January 2023
/
Accepted: 31 January 2023
/
Published: 2 February 2023
(This article belongs to the Special Issue Recent Advances in Cast Irons)
Abstract
:Hypereutectic High Chromium Cast Iron (HHCCI) is a new type of corrosion-wear-resistant material developed from ordinary high chromium cast iron by increasing the chromium and carbon content and is often used in abrasive environments where wear and corrosion interact. The corrosion wear resistance of the HHCCI is related to the number, size, shape and distribution of carbides and the microstructure of the matrix. This paper reviews the research progress in improving the corrosion wear resistance of HHCCI from various aspects such as primary carbide refinement, heat treatment, deep cooling treatment and alloying, etc. Among the methods of refining primary carbides are modification, semi-solid treatment and current pulse treatment. In addition, we also analyze the potential of Cr, V, Nb, Mo, Mn, W, Ni, Cu, Si, N and other alloying elements to improve the corrosion wear resistance of HHCCI. The mechanism for improving the corrosion wear resistance of HHCCI is also explored in depth and research contents worthy of attention are proposed to further improve the corrosion wear resistance of HHCCI. In the future, the author believes that modification + alloying + heat treatment is the most potential application method to improve the corrosion wear resistance of HHCCI. The corrosion wear resistance of HHCCI can be further improved by refining the primary carbide (such as adding rare earth, Ti and other modified elements) + heat treatment (with cryogenic treatment) to improve the strength + alloying (such as adding low-cost, high-potential alloy elements such as N and Si) to improve the corrosion wear resistance of the matrix.
1. Introduction
High chromium cast iron is the third generation of corrosion-wear-resistant materials developed after ordinary white cast iron and nickel-hard cast iron [1]. Due to its own microstructural characteristics, high chromium cast iron has higher toughness, high temperature strength, heat resistance and wear resistance than ordinary cast iron. Ordinary high chromium cast iron has excellent wear resistance under dry wear conditions. As the service environment of the workpiece becomes more complex, it is often subjected to wear accompanied by the presence of corrosion, which accelerates the failure and degradation of high chromium cast iron.
According to the microstructure characterization of high chromium cast iron, it is mainly divided into hypoeutectic high chromium cast iron, eutectic high chromium cast iron and hypereutectic high chromium cast iron. The structure of hypoeutectic high chromium cast iron is mainly composed of primary austenite (γ) and eutectic structure (γ + M7C3), and the matrix can be transformed into martensite or bainite during subsequent cooling or heat treatment. The amount of carbides in hypoeutectic high chromium cast iron is small and the corrosion wear resistance is poor [2]. The hypereutectic high chromium cast iron (HHCCI) is mainly composed of primary M7C3 carbide and eutectic structure (γ + M7C3) [3]. Its higher chromium content not only promotes the generation of passivation films on the surface of the material to improve corrosion resistance, but also promotes the formation of hard phase incipient hexagonal carbides [4], making the corrosion wear resistance of HHCCI much higher than that of hypoeutectic high chromium cast iron, with very excellent corrosion wear resistance potential. In order to improve the performance of HHCCI in the working environment and minimize maintenance costs, it is urgent to develop HHCCI with better corrosion wear resistance and longer service life. Up to now, many scientists have conducted in-depth research on improving the corrosion wear resistance of HHCCI, but there are no review papers on improving the corrosion wear resistance of HHCCI. In order to expand the application of HHCCI, it is hoped that this review paper will provide valuable research directions and contents for researchers to study the corrosion wear resistance of HHCCI. This paper reviews the research progress in improving the corrosion wear resistance of HHCCI from various aspects such as primary carbide refining, heat treatment, cryogenic treatment and alloying, and also proposes several studies that are worthy of attention to enhance the corrosion wear resistance of HHCCI.
2. Effect of Carbide on Corrosion Wear Resistance of HHCCI
2.1. Effect of Carbide Content on Corrosion Wear Resistance of HHCCI
Many studies have shown that the carbide content significantly affects the wear and corrosion resistance of HHCCI [5]. HHCCI with higher carbon content will increase the amount of primary carbides and reduce the amount of eutectic structure when solidifying. Chung et al. [5] prepared high carbon (6 wt.%) HHCCI and compared the corrosion wear resistance of hypoeutectic high-chromium cast iron and hypereutectic high-chromium cast iron. The research results show that for hypoeutectic high chromium cast iron, when the slurry flow rate increases from 2.5 m/s to 5 m/s, the corrosion wear rate gradually increases. For HHCCI, the wear rate decreases and then increases as the slurry flow rate rises, and the corrosion and wear resistance is better than that of hypoeutectic high chromium cast iron. This is because the higher carbide content gives HHCCI a higher hardness and better corrosion wear resistance. In the analysis of the HHCCI wear and corrosion mechanism, it was found that corrosion plays a major role in erosion at low rates of erosion, while wear occupies the major part of erosion at high rates of erosion. Chang et al. [6] investigated the effect of carbon content on the corrosion wear resistance of HHCCI from another aspect and found that as the carbon content of HHCCI increased from 3.5 wt.% to 4.85 wt.%, the corrosion resistance increased by almost 20 times. Because the increase in carbon content causes the primary carbide content to rise from 33.81 vol.% to 86.14 vol.%, the overall corrosion potential rises, reducing the selective corrosion of the austenite matrix in the corrosion solution and improving its corrosion resistance.
In order to gain a more comprehensive understanding of the effect of carbide content and type on the corrosion resistance of HHCCI, Tang et al. [7] studied the corrosion wear resistance of 45 wt.% Cr cast iron with the change of carbon content, and the microstructure was observed using SEM, as shown in Figure 1. When the carbon content is less than 2 wt.%, the carbide is mainly in the hypoeutectic state. When the carbon content is greater than 3 wt.%, the coarse primary carbides and fine eutectic carbides precipitate from the structure at the same time, and with the increase of carbon content, the size of coarse carbides will further coarsen. In the corrosion wear experiment, the volume loss of 45 wt.%Cr–1 wt.%C high chromium cast iron is 3–4 times that of 45 wt.%Cr–4 wt.%C high chromium cast iron. This shows that the corrosion wear resistance of 45Cr series high chromium cast iron increases with an appropriate increase of carbon content, which improves the resistance of the material to the synergistic effect of corrosion wear. When the carbon content is 4 wt.%, its eutectic carbide accounts for 37% of the total carbide, has the highest content of eutectic carbide in the test, and shows the most excellent corrosion wear resistance. The study found that its carbide is composed of M7C3 and M23C6. A core–shell structure with an outer shell of M23C6 and an inner core of M7C3 appears in the primary carbide. The appearance of this structure may be beneficial to the improvement of the material’s corrosion wear resistance, but no relevant explanation is given in the literature test this hypothesis. As the carbon content further increases (5–6 wt.%), the carbides are mainly M7C3 with a hexagonal close-packed structure. The volume fraction of carbides is too high, and there is not enough tough matrix support around them, which leads to the reduction of its corrosion wear resistance. Therefore, with an appropriate increase of carbide content, the corrosion wear resistance of HHCCI can be improved, but high carbon content will affect the corrosion wear resistance of HHCCI.
2.2. The Effect of Carbide Orientation on Corrosion Wear Resistance of HHCCI
In addition to the content of carbide, the orientation of carbides also affects the corrosion wear resistance of HHCCI. After directional solidification of HHCCI, the carbides in its structure are long rods parallel to each other and perpendicular to the chilled surface [8,9]. It has been shown [10,11] that when the carbides in HHCCI are oriented and arranged perpendicular to the wear surface, its corrosion wear resistance is significantly improved. J.J. Coronado’s research results [12] also show that primary carbide has different wear resistance on different crystal planes, and the primary carbides in the transversal direction show higher wear resistance than longitudinal carbides.
In order to further study the effect of carbide orientation on the corrosion wear resistance of HHCCI, Ye et al. [13] carried out research on the effect of carbide orientation on the structure and corrosion wear resistance of HHCCI. In the corrosion wear test under strong alkali environment, the carbide in the directionally solidified structure exists in a directional arrangement. When the wear surface is perpendicular to the carbide and the average distance between the carbides is 16 to 17 μm, the weight loss rate of 182 g/(h·m2) is less than 232 g/(h·m2) of the ordinary sand casting sample. The corrosion wear resistance is better than that of the ordinary casting sample with intermittent carbide distribution. According to the observation of the structure, the oriented carbides are more fully wrapped by the matrix, which increases the fracture resistance and anti-falling properties of carbides in the corrosion wear test. The stability of carbides can be increased even after the phase boundary corrosion of the matrix occurs in the corrosion wear test. Among them, the hardness of carbides is also an important factor affecting the corrosion wear resistance of HHCCI. Comparing different sections of oriented carbides, it can be seen that the average micro-hardness (1828 HV) of the of carbides cross section is higher than the average micro-hardness (1415 HV) of the longitudinal section, which makes them show excellent wear resistance.
2.3. Effect of Carbide Refinement on Corrosion Wear Resistance of HHCCI
Many studies have shown that carbide refinement is one of the most effective means to improve the corrosion wear resistance of HHCCI [14]. The methods of refining primary carbides contain modification, semi-solid treatment and current pulse treatment.
2.3.1. Effect of Modification on Carbide Refinement and Corrosion Wear Resistance
The refinement of primary carbides is mainly related to the nucleation rate and growth rate. By providing a larger degree of undercooling to provide the corresponding solidification driving force, the nucleation of carbides can be promoted. As the degree of undercooling increases, higher cooling rate will increase the nucleation rate of primary carbides, resulting in a finer carbide [15,16,17]. It is a more feasible method to refine carbides by adding modifier to form heterogeneous nucleation sites and providing greater undercooling for nucleation particles. Yilmaz et al. [18] used TiBAl as a modifier to add HHCCI, and found that the primary carbides were significantly refined, where the size of secondary carbide formed in the matrix was less than 1 μm. The results indicated that the impact toughness (13.5 J/cm2) of HHCCI added with 2.0 wt.% TiBAl was significantly higher than that of conventional HHCCI (11.9 J/cm2). The higher hardness and excellent toughness improved the corrosion wear resistance potential of HHCCI. On this basis, Zhi et al. [19] calculated from the thermodynamic and kinetic formula combined with the Fe-C-Cr ternary phase diagram. They found that the solubility of Ti in the cast iron solution was 0.03% before the precipitation temperature point 1610 K of primary carbide. This indicates that when the Ti concentration is greater than 0.03%, TiC will be precipitated before the primary carbides are formed. The lattice mismatch between TiC (110) and M7C3 carbide (010) is 10%, which can be used as a heterogeneous nucleation site to refine the primary carbide, and the Ti element will also be enriched around the carbide.
By adding an appropriate amount of metamorphic elements such as TiBAl, Nb and Ti to HHCCI to form heterogeneous nucleation sites of carbides to refine carbides, it can be studied the adsorption of metamorphic elements on the carbide preferential growth surface, and adding appropriate Cr/C ratio adjustment is an important direction for future research on the refinement of HHCCI carbides and the improvement of corrosion wear resistance. The existing problem is that a large number of nucleating agents in the modificator are not formed in situ, and the external addition of the modificator is still a challenge to be solved. It is a more effective solution to mix the nano-scale modifier powder with the micron-scale alloy powder by mechanical ball milling. Under the high-speed operation of the ball mill, the modifier will be evenly distributed in the alloy, thereby improving the nucleation and refinement efficiency of the modifier [20].
The authors believe that in addition to using modification alone, suspension casting can also be used to refine the microstructure of HHCCI. Suspension casting refers to the addition of certain powder or liquid metal during the casting process, so that the temperature and composition of the metal solution fluctuate near the solidification front. With the increase of suspending agent, the nucleation rate of the alloy increases, which will hinder the growth of primary carbides, reduce the size of primary carbides in HHCCI and promote their uniform distribution. Therefore, the authors believe that using modification or suspension casting can effectively improve the cooling rate of HHCCI. This can predict the refinement structure and investigate the refinement mechanism by combining the lattice matching principle with first principle simulation calculation to give HHCCI excellent corrosion resistance potential.
2.3.2. Effect of Semi-Solid Treatment on Carbide Refinement and Corrosion Wear Resistance of HHCCI
In addition to using modification to refine carbides, semi-solid methods can also be used to refine carbides in HHCCI. Semi-solid treatment refers to the application of external force to stir the alloy during the solidification process, so that the solid–liquid mixed slurry with a certain solid phase component is uniformly suspended in the liquid alloy. The processing method of this solid–liquid mixed alloy slurry is called semi-solid treatment. For alloys with high melting point, methods such as inclined tilted plate cooling, semi-solid remelting, spray molding, ultrasonic treatment, electromagnetic stirring and other methods are often used to refine the grains. At present, the inclined plate cooling method is often used to refine the carbides of HHCCI. By increasing the radius and inclination angle of the groove, a larger area of semi-solid HHCCI will be chilled during the flow process, increasing the supercooling degree of HHCCI. Then, it increases the carbide nucleation rate and refines the primary carbides. Li Runjuan [21] prepared HHCCI by using the inclined plate cooling method of semi-solid slurry treatment. The results show that the size of primary carbide of HHCCI after semi-solid treatment is 109 μm dropped to 20 μm. When the semi-solid slurry of HHCCI flows through the sample plate, its primary carbide will continue to nucleate under the chilling effect of the cooling plate. With the flow of the solid slurry, the primary carbide will be broken and refined during the friction, collision, and shear process with the cooling plate. Which reduce the size of the primary carbide of HHCCI, thus increasing the corrosion wear potential of the HHCCI.
Compared with ordinary forming methods, the advantages of semi-solid forming are: the viscosity of semi-solid alloys is higher than that of liquid metals, the flow stress is lower than that of solid metals, and complex parts can be formed more quickly. It can also reduce the gas inclusion in the mold to reduce oxidation. Semi-solid forming has a wide range of applications and is a process that can be automated. However, semi-solid processing also has certain disadvantages and its production process and flow are complex, which increases the cost of raw material processing to a certain extent.
2.3.3. Effect of Pulse Current Treatment on Carbide Refinement and Corrosion Wear Resistance of HHCCI
Pulse current treatment is an excellent method to refine carbides in HHCCI, which has the advantages of environmental protection and low cost. There are several hypotheses about the mechanism of pulse current on the melt in the solidification process: 1. Joule heating effect: the conductivity of the solid alloy at the front of the solid–liquid interface is higher than that of the molten alloy. A certain amount of Joule heat will be generated inside the alloy to reduce the undercooling between the solid and liquid phases. It promotes the uniform solidification of the molten alloy liquid, and makes the distribution of crystalline structure more uniform. Thus, it can promote the refinement of carbide in HHCCI. 2. The electric field force caused by the pulse current will drive the directional migration of metal ions in the melt, so that the distribution of molten metal ions with different charges at the solid–liquid interface will change, thereby changing the structure of the solidified metal and achieving the purpose of refining the carbides in the HHCCI. Geng et al. [22] thinks that the growth of carbide in HHCCI is related to the content of Cr. Figure 2 is a schematic diagram of the growth of primary carbides during solidification. Under the action of pulse current, Fe ions and Cr ions with different energies will diffuse to different degrees. Along with the continuous diffusion of the Cr content of the carbide, it reduces the growth probability of the carbide and refines the size of the carbide.
Another hypothesis is that under the action of the external pulse current, a magnetic field with a corresponding frequency change will appear in the molten alloy, and a varying instantaneous pressure will be generated inside it. The dendrites growing at the solid–liquid front will break and fragment under the impact of the varying pressure, causing the carbide in HHCCI tend to spheroidize and grow in grains. Some studies [23] explained the refinement effect of pulsed current on the alloy in terms of the liquid structure theory of the alloy melt. Which suggested that under the effect of pulse current, the aggregation of atomic groups in molten alloy liquid will be greater than the probability of dispersion. The atomic groups will become potential nucleation sites in further cooling, which will increase the occurrence probability of equiaxed crystals, thus producing refining effect.
Bai Dan [24] applied a pulse current during the solidification process of HHCCI, which reduced the defects such as cracks and holes on the primary carbide. This is because the electromigration of the pulse current to the molten metal improves the diffusion ability of C atoms. It promotes the diffusion of C atoms into the tetrahedral gap of the hexagonal lattice of primary carbides, which increased the solid solution strength and density of carbides, thus reducing the cracks, holes and other defects of primary carbides. Under the magnetic contraction of the pulse current, the pressure of the molten metal is increased to achieve electric subcooling, which increases the nucleation rate of the primary carbide in the molten metal, so that the average equivalent diameter of the primary carbide is reduced from 150 μm down to 65 μm. The microhardness increased from 1398–1420 (HV) to 1485–1501 (HV), which improved the comprehensive mechanical properties of HHCCI.
In addition to the pulse current treatment can be used in the solidification process of HHCCI, the research shows that [25] auxiliary pulse current is added during the heat treatment of HHCCI, which can reduce the temperature at which HHCCI undergoes solid-state phase transition and increase the degree of phase transition. On this basis, Kang Mingyuan [26] studied the effect of pulse current on the corrosion resistance of HHCCI, and compared the electrochemical performance of HHCCI with or without pulse current treatment. The corrosion potential increased from (−511 mV) to (−475 mV), and the corrosion current density decreased from (7.38 × 10−7 A/cm2) to (5.10 × 10−7 A/cm2), thus improving the corrosion wear resistance potential of HHCCI.
At present, a lot of research work has been done to improve the corrosion wear resistance of HHCCI from the aspect of primary carbides, but only limited success has been achieved. Because the coarse carbides will cause brittle fracture during the wear process, it will aggravate the wear of the workpiece. while more carbon content will also make the carbides not have enough ductile matrix support, resulting in reduces corrosion wear resistance. Therefore, the authors of this paper believe that under the premise of controlling the appropriate chromium and carbon content, it is more feasible to generate carbides with an appropriate volume fraction, make them oriented and combine metamorphic treatment, semi-solid treatment and pulse current treatment to refine primary carbides. The research method can effectively enhance the strength and toughness of carbides in HHCCI and improve the corrosion wear resistance of HHCCI. For the application conditions of HHCCI, the carbide and the matrix need to have sufficient interfacial bonding strength to ensure that the carbide has sufficient wear time during the corrosion wear process. The interfacial bonding strength generally depends on the atomic bonding strength between the matrix and the carbide and the microstructure at the interface, and the interfacial force at the atomic level is difficult to explain. In order to further study the corrosion wear resistance of HHCCI, the first-principle calculation method combined with high-resolution transmission analysis is an important direction to guide and improve the performance of HHCCI in the future.
3. Effect of Heat Treatment Corrosion Wear Resistance of HHCCI
The matrix is one of the main factors affecting the hardness and corrosion wear resistance of HHCCI. Studies found that [27] found that compared with carbides, the softer matrix is worn away in the process of corrosion and wear, so that the exposed isolated carbides are more likely to peel off with break. In view of the brittleness of HHCCI, high temperature austenitizing plus air cooling is a method to improve the corrosion wear resistance of HHCCI. Heat treatment promotes the transformation of the matrix from a large amount of austenite to martensite, which improves the ability of the matrix to support carbides and at the same time promotes the precipitation of secondary carbides. Adjusting the heat treatment method can make it uniformly distributed in the matrix, optimize the microstructure of HHCCI and enhance the corrosion wear resistance [28,29,30]. The matrix solid-state transformation temperature of HHCCI will change significantly with the degree of saturation of solute atoms (such as Cr, W) in austenite, and the precipitation of supersaturated elements in austenite will increase the martensite transformation temperature [31].
During heat treatment of HHCCI, Cr and C in the matrix will precipitate secondary carbides. When the cooling process after heat treatment, most of the austenite matrix transforms into martensite and retained austenite, and continues to precipitate secondary carbides [32,33]. In order to promote the transformation of more austenite into martensite during heat treatment and improve the corrosion wear resistance potential of HHCCI, the cooling rate of HHCCI casting should be greater than the critical cooling rate of pearlite transformation and bainite transformation. In the austenite structure of HHCCI, as the carbon content increases, its diffusion coefficient increases, thereby shortening the incubation period of pearlite, and the critical cooling rate also increases [30]. Researchers found that the quenching temperature significantly affects the microstructure evolution of HHCCI. Zhi et al. [30] studied the effect of different heat treatment temperatures on the properties of HHCCI. The results showed that as the heat treatment temperature increased from 850 °C to 1050 °C, the secondary carbides precipitated in the matrix changed from M3C carbides to M7C3 carbides with higher hardness. The hardness first increased and then decreased, and reached the highest at 1000 °C. The maximum macro-hardness was 64.6HRC. The maximum micro-hardness of the matrix is 850 HV, the toughness can reach 6.1–6.9 J/cm2, and 1000 °C is set as the optimum heat treatment temperature of HHCCI. In order to improve the corrosion wear resistance potential of HHCCI, since the optimal heat treatment temperature of HHCCI depends on the specific composition, after a large number of literature research and investigation, the approximate quenching temperature range is about 1000 °C, and the best holding time is 1–3 h. Transforming the HHCCI matrix into martensite through heat treatment and the precipitation of uniform secondary carbides is one of the effective means to improve the corrosion wear resistance of HHCCI. However, the influence of tempering temperature, times and holding time on the corrosion wear resistance of HHCCI and the related problems of mechanism need to be further studied and discussed.
It is not only quenching that affects the corrosion wear resistance of HHCCI, but also tempering can affect the corrosion wear resistance of HHCCI. Riki Hendra Purba et al. [34] compared the corrosion wear resistance of multi-element alloyed HHCCI in the as-cast state, quenched state and quenched + tempered state. The results showed that the corrosion wear rate of quenched state 18Cr-HHCCI was the smallest (0.55 ± 0.004) × 10−3 cm3/kg, showing the most excellent corrosion wear resistance. The SEM of the cross-section of the sample after corrosion wear is shown in Figure 3. Unlike the cast-state sample, which appears on the surface of the statue deformation area and more cracks. The quenched-state sample has almost no deformation on the surface, only a small number of micro-cracks. The tempered treatment promotes the precipitation of carbides, thereby reducing the hardness of the matrix. The relatively soft matrix is easier to be removed during the corrosion wear process, so the selection of an appropriate tempering temperature should also be further considered. On this basis, A. T et al. [35] showed that when the tempering temperature of HHCCI is 473 to 503 K (200–230 °C), the toughness and wear resistance of HHCCI increase, and further increase of the tempering temperature will reduce the toughness.
Therefore, the authors believe that, for HHCCI, it is necessary to promote the transformation of the matrix structure and the precipitation of secondary carbides through quenching treatment. This should be coupled with appropriate tempering temperature and holding time, because appropriate tempering temperature and holding time can increase the toughness of HHCCI and improve the corrosion wear resistance potential of HHCCI, while too high tempering temperature may reduce the toughness, which is not conducive to the optimization of the corrosion wear resistance of HHCCI.
4. Effect of Cryogenic Treatment on Corrosion Wear Resistance of HHCCI
In addition to using traditional heat treatment to improve the corrosion wear resistance of HHCCI, the authors believe that adding DCT after heat treatment can significantly improve the corrosion wear resistance of HHCCI. DCT refers to cooling the heat-treated sample to about −196 °C for several hours, and then slowly returning the sample temperature to room temperature. Slowly returning to room temperature can reduce the temperature gradient inside the sample, minimizing the residual stress. It also promotes the transformation of austenite into martensite, and promotes the precipitation and uniform distribution of fine secondary carbides, thereby increasing the corrosion wear resistance potential of HHCCI. Cryogenic treatment is a supplementary process to conventional heat treatment. It has long been used to improve the hardness, toughness, wear resistance, corrosion resistance and corrosion wear resistance of materials and reduce the residual stress of workpieces [36,37,38]. Studies have shown [39] that performing DCT before tempering at 230 °C can reduce the size of martensitic laths in the workpiece and promote the precipitation of secondary carbides, which can significantly improve the corrosion wear resistance potential of the material.
Liu et al. [40] found that DCT promoted the refinement and homogenization of the cast iron matrix, effectively reduced the content of retained austenite after destabilization treatment, promoted its transformation into martensite. The authors believe that DCT of HHCCI will significantly reduce retained austenite, but DCT cannot completely transform austenite into martensite. Studies have shown [41] that when the content of retained austenite in the cast iron matrix is about 20%, the wear resistance is the most excellent. Because the retained austenite in the matrix can passivate the crack tip and inhibit the crack propagation, the austenite content in the HHCCI should not be too low. In addition, the holding time of DCT will also affect the performance of the workpiece. Studies have shown [42] that the alloy has the best hardness, compressive strength and wear resistance after being held for 6 h by DCT, because there are more lamellar martensite and fine carbide in the alloy. With the extension of the DCT holding time to 12 h, the M3C carbide gradually dissolves and the hardness and compressive strength decrease. The above research results show that DCT with an appropriate holding time can transform more retained austenite into martensite, promote the uniform precipitation of secondary carbides. Then, it will improve the hardness and corrosion wear resistance of HHCCI. In the future, the corrosion wear resistance potential of HHCCI can be considered from the aspect of secondary carbides, because the secondary carbides generated in HHCCI usually precipitate from the matrix in the form of coherent, semi coherent, twin, etc., playing a role in precipitation strengthening. There are two orientation relationships between M23C6 carbides and the matrix: cubic–cubic and non-cubic–cubic [43]. Although the toughness of M23C6 is 25% higher than that of M7C3, the formation of excessive secondary carbides, such as intergranular M23C6 carbides, will increase the brittleness of HHCCI. The authors believe that adopting heat treatment to allow an appropriate amount of secondary carbide precipitation can promote the transformation of the matrix and the homogenization of carbides, and improve the corrosion wear resistance potential of HHCCI. There is a hypothesis about the possible mechanism of cryogenic treatment on the corrosion wear resistance of HHCCI: researchers [44] believe that cryogenic treatment improves the wear resistance by affecting the quenched martensite structure and promoting the precipitation of fine carbides in martensite. It was pointed out that during the cooling process of cryogenic treatment, the carbon atoms in the martensitic lattice will interact with the dislocations and gather to form Coriolis air masses of carbon atoms. During the heating process, when the temperature is higher than 200 K, carbon atoms diffuse along locally connected linear air masses, gather at lattice defects and precipitate carbides. There are also studies [45] that show that cryogenic treatment can not only promote the formation and homogenization of carbides, but also increase the content of martensite and improve the corrosion wear resistance of HHCCI. He et al. [45] compared the structure morphology of HHCCI deep corrosion with and without cryogenic treatment, and the results are shown in Figure 4. The existence of secondary carbides can be seen in the SEM of the structure without cryogenic treatment, while the secondary carbide can hardly be seen in the SEM of the structure after cryogenic treatment. This is because, in the electrolyte, secondary carbides and martensite form the primary battery to undergo electrochemical corrosion, and the low-potential martensite will be corroded as the anode, thus causing HHCCI without cryogenic treatment to be able to observe secondary carbides in the SEM diagram after deep corrosion. The cryogenic treatment martensite will precipitate fine carbides to reduce the corrosion potential difference between secondary carbides, resulting in uniform corrosion of secondary carbides and martensite, thereby the outline of secondary carbides cannot be seen, which also verifies that cryogenic treatment can improve the corrosion wear resistance of HHCCI. Therefore, the authors believe that, in addition to using normal heat treatment to optimize the performance of HHCCI, adding DCT after heat treatment is expected to further improve the corrosion wear resistance potential of HHCCI and increase the service life of HHCCI.
The method of quenching + air cooling or quenching + DCT can transform a large amount of austenite into martensite, and promote the precipitation of secondary carbides, thereby producing a dispersion strengthening effect on the matrix. The authors believe that the quenching temperature should be controlled at 1000–1050 °C. If the quenching temperature continues to rise to 1100 °C, secondary carbides will grow and partially re-dissolve, and the retained austenite content will be greatly increased. To avoid the use of high carbon (30–40 wt.%) and low chromium (1.5–2.4 wt.%) components to prepare HHCCI, the matrix is mainly ferrite and cannot be further heat treated. For workpieces used in corrosion-wear-resistant environments, the hardness is much lower than that of austenite and martensite matrix, and no work hardening will occur during the corrosion wear process. The current problem is that although the tempering treatment at 200–300 °C can increase the toughness of HHCCI, the impact of tempering temperature, times and holding time on the corrosion wear resistance of HHCCI and the mechanism need to be further studied and discussed. Therefore, transforming the HHCCI matrix into martensite by heat treatment + DCT and precipitation of uniform secondary carbides is one of the effective means to improve the corrosion wear resistance of HHCCI.
5. Effect of Alloying on Corrosion Wear Resistance of HHCCI
The carbide has a higher electrode potential than the HHCCI matrix. The corrosion potential difference between carbide and matrix will cause the corrosion of the matrix and lead to the failure of the workpiece. Reducing the potential difference between the matrix and carbide by adding alloy elements is one of the most effective methods to improve the corrosion resistance of HHCCI. The microstructure, mechanical properties, corrosion resistance and corrosion wear resistance of HHCCI can also be improved using alloying methods. Commonly used alloying elements are Cr, W, Mo, Mn, Nb, Cu, Si, Ni, etc. [46,47].
5.1. Effect of Strong Carbide Forming Elements on Corrosion Wear Resistance of HHCCI
Cr element exists in carbide and matrix at the same time. When HHCCI is eroded, Cr will form a passivation film of Cr2O3 on its surface, which can inhibit corrosion and reduce the synergistic effect of corrosion and wear. In a stable Fe-C system, an increase in the Cr content decreases the equilibrium temperature (Te) of the eutectic transformation. With the increase of Cr content, more Cr will be solid-dissolved into the matrix, which will increase the hardness of the matrix and increase the electrode potential of the matrix. The addition of Cr, a strong carbide-forming element, is also conducive to the formation of carbides and increases the corrosion wear resistance of HHCCI. The corrosion resistance of HHCCI is closely related to the Cr content. Studies have found [48] that if the Cr/C ratio is too high, the corrosion resistance of cast iron will be reduced. When the Cr/C ratio is around 9.65, the workpiece shows the most excellent corrosion wear resistance. A. Wiengmoon et al. [49] compared the corrosion behavior of HHCCI with chromium content of 20 wt.%, 27 wt.% and 36 wt.%. The electrochemical results are shown in Figure 5. As the Cr content increases from 20 wt% to 36 wt%, the corrosion potential of the as-cast alloy increased from −590 mV to −510 mV, and the results show that the corrosion resistance of HHCCI increases with the increase of Cr content.
In order to study the influence of other strong carbide-forming elements on the microstructure and corrosion wear resistance of HHCCI, Ma et al. [50] found that as the vanadium content increased from 0 wt.% to 1.0 wt.%, the size of the carbide gradually becomes smaller and finer, from the initial block to short rod. The distribution becomes more uniform, and the corrosion wear resistance is also increasing. Because V is a strong carbide element, it is mainly distributed in carbides, and a small amount exists in the matrix. V can also refine the grains. When refining the austenite dendrites, it will make the space between the dendrites for the growth of eutectic carbides smaller, so that the carbides become finer, and the carbides formed by vanadium can also exist as heterogeneous nucleation sites to further refine the carbides. Yingchao Zhang et al. [51] studied the refinement of NbC on the M7C3 primary carbides of HHCCI, and the results showed that after adding 1.54 wt.%Nb element, the primary carbides in HHCCI were refined from 76μm to 40 μm. This is because the lattice mismatch of NbC (110) and M7C3 (001) is 5.39% and less than 6% (as shown in Table 1). Therefore, it can be used as the heterogeneous nucleation site to refine the M7C3 primary carbide, and its unit cell matching diagram is shown in Figure 6. Penagos et al. [52] studied the effect of Nb on the corrosion wear resistance of HCCI. The results showed that the addition of a very low content of Nb element can reduce the eutectic region between M7C3 carbides and promote its microstructure refinement, as the Nb content increased from 0 wt.% to 1 wt.%, the macro-hardness and micro-hardness increased by about 7%, and the corrosion wear resistance increased by 17%.
For the alloying element Mo, the authors analyzed the effect of Mo on the corrosion wear resistance of HHCCI from the perspective of corrosion performance. Mo has been found to further enrich the passivated film in HHCCI with chromium [53] and inhibit the phenomenon of chromium deficiency in the transition zone. Mo also can improve the passivation potential of the passivation film, and strengthen the passivation film. In an acidic environment, the limited solubility of Mo and SO42− in the solution to form MoSO42−. It will be adsorbed in the weak area of the passivation film or participate in the formation of hydrated oxides to make the passivation film uniform and dense, thereby repairing the passivation film. Mo also improves the affinity of the passive film to oxygen, which will repel a part of Cl− during the competitive adsorption process with Cl−, protect the passivation film, and improve the pitting corrosion resistance of the material [54]. In addition to optimizing the corrosion wear resistance of HHCCI through the improvement of corrosion resistance, the influence of alloying elements on the microstructure evolution will also affect the corrosion wear resistance of HHCCI. Mo exists in the HHCCI matrix and carbide at the same time. Mo can improve the hardenability of HHCCI, and the Mo element dissolved into the matrix can increase the Ms point and promote the transformation of retained austenite into martensite. Therefore, the authors believe that Mo element is also an alloying element with excellent research prospects, which can be used to improve the corrosion wear resistance of HHCCI.
W is similar to Cr, Mo and V. It is also a strong carbide-forming element. During the solidification of the alloy, it will form M6C, M2C, and M3C carbides that are uniformly dispersed in the matrix. Studies have shown that [31], as the W content increases, the carbide content in the alloy matrix will increase accordingly. During solidification, carbides will absorb a large amount of carbon in austenite during the formation process, so that a narrow carbon-poor zone is formed between carbides and austenite. The absence of carbon increases the MS transformation temperature, making this zone transform into martensite in the subsequent cooling process, forming a carbide surrounded by martensite. Yezhe Lv et al. [55] studied the effect of W content on the structure and properties of HHCCI. The results showed that W was uniformly distributed in the matrix and carbides. With the increase of W content, the matrix hardness and the macro-hardness and wear resistance of HHCCI gradually increase. When the W content in HHCCI is 1.03 wt.%, HHCCI shows the most excellent toughness (8.23 J·cm−2), and its wear resistance is increased by 205% compared with the alloy without W %. Therefore, the authors believe that the corrosion wear resistance of HHCCI can be improved by adding a certain amount of W.
5.2. Effect of Non-Carbide Forming Elements on Corrosion Wear Resistance of HHCCI
Studies have shown [56] that adding non-carbide forming elements Cu, Si and Ni can increase the electrode potential of the matrix and significantly improve the corrosion wear resistance of HHCCI.
The corrosion wear resistance of the sample mainly depends on its mechanical properties. In order to further improve the corrosion wear resistance of HHCCI, T.Z. Li et al. [57] added trace Ni elements to HHCCI to increase the hardness of the sample and the volume of carbides. It is beneficial to improve the corrosion wear resistance of the sample, and the HHCCI with 0.09 wt.%Ni shows the most excellent corrosion wear performance. The calculation results show that the Ni atom reduces the interface energy between the carbide and the matrix interface, it reduces the activation energy of carbide nucleation, and increases the nucleation rate, thus forming fine primary carbides. Which is conducive to reducing stress concentration, reducing the probability of carbide fragmentation during the corrosion wear process, and improving the corrosion wear resistance of HHCCI.
Researchers also improved the overall mechanical properties of HHCCI carbides by adding Si elements to regulate the morphology of HHCCI carbides. G.L.F.Powell et al. [17] found that adding 7 wt.% Si could transform the microstructure of high-chromium cast iron from hypoeutectic to hypereutectic structure, the primary carbides grow preferentially along [0001]. It has been pointed out in the literature [58] that Si can be adsorbed on the preferential growth surface of carbides to refine carbides. The addition of an appropriate amount of Si can refine HHCCI carbides, improve their hardenability, and transform the matrix into martensite by increasing the Ms point. thereby obtaining HHCCI with fine carbides and martensite matrix. Moreover, the solid solution of Si element in the matrix can improve the electrode potential of the matrix, and Si element will also form a dense SiO2 oxide film on the surface of the matrix under corrosion conditions to prevent further corrosion of the matrix and improve its corrosion wear resistance. However, the addition of excessive Si elements will cause the growth of eutectic carbides and transform the matrix into pearlite or ferrite, thereby reducing the corrosion wear resistance of HHCCI [59,60].
Cu can increase the thickness of the passivation film and repair the passivation film. Because Cu and Cr have a superposition effect, and Cu can promote the enrichment of chromium on the passivation film to passivate the cast iron again when it is corroded. Cu2+ has better anti-reduction, it can be enriched on the surface in the form of Cu2+, thus reducing the active dissolution rate of HHCCI, and can effectively promote the formation of HHCCI passivation film. Thereby improving the corrosion wear resistance of HHCCI. To further verify the effect of copper on the corrosion wear resistance of HHCCI, Gong studied the effect of Cu on the structure and properties of HHCCI [61]. The results showed that Cu can promote the precipitation of secondary carbides in the matrix, and the wear resistance of copper-containing HHCCI is 2.6 times that of copper-free HHCCI. It can be seen from the observation of the TEM results (Figure 7) that the secondary carbides in the copper-containing HHCCI are precipitated from the matrix in a semi-coherent form, which plays a role in precipitation strengthening, thereby improving its corrosion resistance potential. On this basis, Liqiang G [62] further studied the effect of Cu on the corrosion resistance of HHCCI. Cu alloying reduced the corrosion current of HHCCI by 4 orders of magnitude, reducing the corrosion current from 2.57 × 10−6 A/cm2 to 7.43 × 10−10 A/cm2. The corrosion resistance and hardness of HHCCI increase with the appropriate increase of Cu content, because Cu does not form carbides with C, and most of Cu will dissolve into the matrix to form solid solution strengthening and increase the corrosion potential. A small amount of Cu can also dissolve in Fe and enter the iron-carbon-chromium carbide, which helps to increase the hardness of the alloy appropriately. It further compared the corrosion resistance of HHCCI at pH = 1 and pH = 7, and the results showed that the corrosion current of copper-containing HHCCI (1.5 wt.%Cu) in pH = 1 acidic solution (8.50 × 10−11 A/cm2) is less than the corrosion current (7.43 × 10−10 A/cm2) in NaCl solution with pH = 7, which indicates that HHCCI is more suitable for application in acidic working conditions. It shows that copper-containing HHCCI has excellent corrosion resistance potential. The corrosion resistance and hardness of HHCCI increase with the appropriate increase of Cu content. Because Cu does not form carbide with C, most of the Cu will be dissolved into the matrix to strengthen the solid solution and increase the corrosion potential, and a small amount can also be dissolved in Fe to enter iron carbon chromium carbide, which is helpful to properly improve the hardness of the alloy. This shows that copper containing HHCCI has very excellent corrosion wear resistance potential. However, the specific strengthening mechanism of Cu alloying has not been explained too much. The authors believe that the hypothesis of solid solution strengthening and alloying to increase the potential of the substrate electrode is expected to be verified by first-principle calculations. In the future, it is a feasible research direction to improve the corrosion resistance of HHCCI from the aspects of solid solution strengthening and increasing the matrix potential through Cu alloying, because Cu is mainly distributed in the matrix and has the effect of expanding the γ-phase region. Appropriate Cu can refine the carbides of HHCCI, reduce the spacing, distribute intermittently and uniformly, and reduce the splitting phenomenon [50].
5.3. Other Alloy Element
N is also an alloying element that has the potential to improve the corrosion wear resistance of HHCCI. It can promote the refinement of HHCCI primary carbides, N element can also improve the hardenability of the matrix and the electrode potential. Jibo Wang et al. [63] studied the influence of different N contents on the impact wear properties of HHCCI abrasive grains. The results showed that as the N content increased from 0.09 wt.% to 0.19 wt.%, the primary carbides were obviously refined, the hardness increased from 18 GPa to 21 GPa. There were fewer cracks appeared during the HHCCI wear process, and the carbides changed from fracture to bending. The mismatch between (Ti, Nb) (C, N) nitrogen carbide (100) and M7C3 (010) was 6.15%, which indicates that (Ti, Nb) (C, N) nitrogen carbides can also serve as the heterogeneous nucleation site refinement carbides of M7C3. Its crystallographic relationship is shown in Figure 8. It also shows that N alloying can refine the carbides of HHCCI and improve the corrosion wear resistance of HHCCI.
Liujie Xu et al. [64] prepared HCCI-N with a nitrogen content of 0.38% in an environment with a nitrogen partial pressure of 0.4 Mpa. It can be seen from the TEM (Figure 9) that a sandwich structure of M7C3 carbide-ferrite interlayer-martensite matrix is formed at the carbide boundary. According to the Fourier (FT) change results, the inverse Fourier change (IFT) image Figure 10 is obtained, it is found that the atomic arrangement of M7C3 is regular. While the atomic arrangement of the interface region between M7C3 carbide and “α-Fe” is disordered, and there is no obvious crystal orientation relationship at the two-phase interface. The study found that the corrosion wear resistance of nitrogen-containing sample is 1.34 times that of ordinary sample, because nitrogen and chromium dissolved in the matrix improve its corrosion resistance and reduce the synergistic effect of corrosion and wear. According to literature research, nitrogen dissolved can consume H+ in small pores or gaps on HHCCI after acid corrosion to form NH+, which reduces the pH value in small pores and promotes passivation of small pores before expansion. Nitrogen is also enriched between the metal and the passivation film, improving corrosion resistance. Adding nitrogen to the substrate can increase the electrode potential of the substrate and enhance the self-healing ability of the passivation film, thereby improving the corrosion resistance [65]. Nitrogen can also refine the grain size of HHCCI [66], effectively increase the number of secondary carbides [67] and improve its corrosion wear resistance through solid solution strengthening [68]. Adding Ni, Mo, Cu, Si and N can increase the electrode potential of the substrate, reduce the electrode potential difference between the metal substrate and carbide, and improve the corrosion wear resistance of HHCCI. However, Ni, Mo and Cu are expensive alloying elements. Adding them to HHCCI will greatly increase the production cost of HHCCI. Si and N are both cheap elements, and they have a significant effect in increasing the electrode potential of HHCCI substrates. Therefore, it is a preferred choice to use Si and N to increase the electrode potential of the substrate in the future. However, the addition of a large amount of N will promote the appearance of pores in HHCCI castings and reduce the comprehensive performance of HHCCI. N also has the effect of expanding the γ-phase region and improving the hardenability of HHCCI. Si is an element that shrinks the γ-phase region, adding a large amount will reduce the hardenability of HHCCI, promote the precipitation of pearlite and reduce the hardness and corrosion wear resistance of HHCCI. Therefore, the combined addition of Si and N is expected to overcome their respective defects and promote a substantial increase in the corrosion wear resistance of HHCCI.
This section comprehensively analyzes the improvement potential of Cr, V, Nb, Mo, Mn, W, Ni, Cu, Si, N and other alloying elements on the corrosion wear resistance of HHCCI, and summarizes the related improvement mechanism. The authors believe that the corrosion wear resistance of HHCCI can be effectively improved by alloying, and the alloying elements added to HHCCI mainly have three functions: solid solution strengthening (some alloying elements can increase the matrix potential), grain refinement, and improving the hardenability. The increase of Cr content can not only generate more carbides and improve wear resistance, but also allow more Cr elements to dissolve into the matrix, reduce the potential difference between the matrix and carbides, and improve the corrosion resistance of HHCCI. Comprehensive analysis shows that when the Cr/C ratio is kept around 9.65, the Cr content of HHCCI with the best corrosion wear resistance potential is 27–36 wt.%. V alloying can change the size of carbides from block to short rod, and the distribution is more uniform, which is beneficial to the improvement of corrosion wear resistance. The V content of HHCCI with the best corrosion wear resistance potential is 0.2–1.0 wt.%. The addition of Nb element can reduce the size of M7C3 carbides, promote the refinement of its microstructure, and improve the macro-hardness and micro-hardness and corrosion wear resistance of HHCCI. The Nb content of HHCCI with the best corrosion wear resistance potential is 1.0–1.54 wt.%. Mo alloying can generate carbides with high hardness and high melting point, which can improve the corrosion and wear resistance of HHCCI. The Mo content of HHCCI with the best corrosion wear resistance potential is 0.5–1.0 wt.%. For the Mn element, it can not only enter the carbide but also dissolve in the metal matrix. Mn is also a stable austenite element, which will strongly reduce the Ms point. The Mn content of HHCCI with the best corrosion wear resistance potential is 0.3–0.6 wt.%. In addition to the above alloying elements, elements such as Si, Cu and Ni can also be used to improve the corrosion wear resistance of HHCCI. The Si element is a non-carbide forming element, it has a strong solid solution strengthening effect, but too much Si will reduce the toughness. The Si content of HHCCI with the best corrosion wear resistance potential is 1.0–2.0 wt.%. Cu, Mo and Cr have a superposition effect, which can increase the thickness of the passivation film and repair the passivation film, and solid solution into the matrix can also increase the electrode potential. The Cu content of HHCCI with the best corrosion wear resistance potential is 0.5–1.0 wt.%. Trace Ni elements can increase the hardness of the sample and the volume fraction of carbides, which is beneficial to the improvement of the corrosion wear resistance of the sample. The Ni content of HHCCI with the best corrosion wear resistance potential is 0.05–0.1 wt.%. N alloying can significantly improve the corrosion wear resistance. The N content of HHCCI with the best corrosion wear resistance potential is 0.09–0.19 wt.%. Although the corrosion wear resistance of HHCCI can be effectively improved by alloying, the failure mechanism of HHCCI under the interaction of corrosion and wear is still unclear, and the influence of alloying elements on the corrosion and wear mechanism of HHCCI needs to be further studied. There is still great research potential to explore the mechanism of corrosion wear resistance performance by means of the first-principle calculation simulation combined with experimental demonstration.
6. Concluding Remarks
To further improve the corrosion wear resistance of HHCCI, the following aspects should be strengthened in the future:
(1) The hypereutectic structure is mainly composed of primary carbide M7C3 and eutectic structure (γ + M7C3), and its corrosion wear resistance is much higher than that of hypoeutectic high chromium cast iron. The primary carbide M7C3 in HHCCI is coarse and brittle, which is prone to cracking during wear. The corrosion wear resistance of HHCCI can be further improved by refining the primary carbide to improve the strength +heat treatment (with cryogenic treatment) + alloying to improve the corrosion resistance of the matrix.
(2) By adding an appropriate amount of modifying elements such as V, N, LaAlO3, etc. to HHCCI, the heterogeneous nucleation sites of carbides are formed to refine carbides, and the adsorption of alloying elements on the carbide preferential growth surface is studied. In the future, it is a direction to study the refinement of HHCCI carbides to improve the corrosion wear resistance.
(3) Under the premise of controlling the appropriate chromium and carbon content, it is more feasible to generate carbides with an appropriate volume fraction, make them oriented, and combine modification, semi-solid treatment, and pulse current treatment to refine primary carbides. The research method can effectively enhance the strength and toughness of carbides in HHCCI and improve the corrosion wear resistance of HHCCI.
(4) Transforming the HHCCI matrix into martensite through heat treatment + DCT and the precipitation of uniform secondary carbides is one of the effective means to improve the corrosion wear resistance of HHCCI. However, the influence of tempering temperature, times and holding time as well as the holding time and times of DCT on the corrosion wear resistance of HHCCI and the related problems of mechanism need to be further studied and discussed.
(5) In the future, the corrosion wear resistance potential of HHCCI can be considered from the aspect of secondary carbides, because the secondary carbides generated in HHCCI usually precipitate from the matrix in the form of coherent, semi coherent, twin, etc., playing a role in precipitation strengthening. There are two orientation relationships between M23C6 carbides and the matrix: cubic–cubic and non-cubic–cubic [43]. Although the toughness of M23C6 is 25% higher than that of M7C3, the formation of excessive secondary carbides, such as intergranular M23C6 carbides, will increase the brittleness of HHCCI. The authors believe that adopting heat treatment to allow an appropriate amount of secondary carbide precipitation can promote the transformation of the matrix and the homogenization of carbides, and improve the corrosion wear resistance potential of HHCCI.
(6) At present, there are few studies on the mechanism of alloying to improve the corrosion wear resistance of HHCCI, and there is still great research potential for the mechanism analysis of alloying to improve the corrosion resistance of HHCCI, such as copper, nitrogen, molybdenum, tungsten and other alloying elements on the corrosion wear resistance of HHCCI.
(7) Cu element can improve the corrosion resistance of HHCCI from the aspects of solid solution strengthening and increasing the matrix potential. Dissolving into the matrix plays the role of solid solution strengthening and increasing the corrosion potential, and a small amount can also solid dissolve in Fe and enter the iron-carbon-chromium carbide, which helps to improve the hardness of the alloy, but its specific strengthening mechanism is not too much to explain. The authors believe that the hypothesis that solid solution strengthening and alloying increase the potential of the substrate electrode is expected to be verified by the first-principle calculations.
(8) For the application conditions of HHCCI, the carbide and the matrix need to have sufficient interfacial bonding strength to ensure that the carbide has sufficient wear time during the corrosion wear process. The interfacial bonding strength generally depends on the atomic bonding strength between the matrix and the carbide and the microstructure at the interface, while the atomic level interface force is difficult to explain. Therefore, the first principle calculation combined with high-resolution transmission analysis is an important direction to guide the improvement of HHCCI performance in the future.
(9) The authors believe that the use of surface treatment on HHCCI in the future is also one of the important means to improve its corrosion wear resistance. The corrosion-wear-resistant material (such as SiC + C, etc.) is sprayed onto the surface of the workpiece by laser cladding or spraying in the atmosphere of high-pressure nitrogen auxiliary gas, and a dense layer and nitride with fine grains are formed on the surface, which can effectively improve the corrosion-wear-resistant performance of HHCCI [69].
(10) In addition to corrosion wear at room temperature, HHCCI treated with composites also has the potential to resist corrosion wear at high temperatures. For example, the authors believe that the cast-in insertion multi-component white cast iron prepared with HHCCI as the matrix material combined with cemented carbide WC-Co or TiC-Ni is a new type of corrosion-wear-resistant material that can be used in high-temperature environments in the future [70].
Author Contributions
Conceptualization, writing-original draft, L.G.; analysis, writing—review and editing, H.F.; investigation, funding acquisition, X.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by National Natural Science Foundation of China (Grant number 52075010).
Data Availability Statement
All data is contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jain, A.-S.; Mustafa, M.I.; Sazili, M.I.I.M.; Chang, H.; Zhang, M.-X. Effects of destabilization and tempering on microstructure and mechanical properties of a hypereutectic high-chromium cast iron. J. Mater. Sci. 2022, 57, 15581–15597. [Google Scholar] [CrossRef]
- Chen, C.; Feng, A.; Liu, B.; Wei, Y.; Song, X. Effect of quench-tempering and laser quenching on the microstructure and properties of high-chromium cast iron. J. Mater. Res. Technol. 2022, 19, 2759–2773. [Google Scholar] [CrossRef]
- Li, P.; Yang, Y.; Shen, D.; Gong, M.; Tian, C.; Tong, W. Mechanical behavior and microstructure of hypereutectic high chromium cast iron: The combined effects of tungsten, manganese and molybdenum additions. J. Mater. Res. Technol. 2020, 9, 5735–5748. [Google Scholar] [CrossRef]
- Sakamoto, O.M. Abrasion resistance of high Cr cast irons at an elevated temperature. Wear 2001, 250, 71–75. [Google Scholar]
- Chung, R.J.; Tang, X.; Li, D.Y.; Hinckley, B.; Dolman, K. Abnormal erosion–slurry velocity relationship of high chromium cast iron with high carbon concentrations. Wear 2011, 271, 1454–1461. [Google Scholar] [CrossRef]
- Chang, C.M.; Hsieh, C.C.; Lin, C.M.; Chen, J.H.; Fan, C.M.; Wu, W. Effect of carbon content on microstructure and corrosion behavior of hypereutectic Fe–Cr–C claddings. Mater. Chem. Phys. 2010, 123, 241–246. [Google Scholar] [CrossRef]
- Tang, X.; Chung, R.; Pang, C.; Li, D.; Hinckley, B.; Dolman, K. Microstructure of high (45 wt.%) chromium cast irons and their resistances to wear and corrosion. Wear 2011, 271, 1426–1431. [Google Scholar] [CrossRef]
- Wang, S.; Song, L.; Qiao, Y.; Wang, M. Effect of carbide orientation on impact-abrasive wear resistance of high-Cr iron used in shot blast machine. Tribol. Lett. 2013, 50, 439–448. [Google Scholar] [CrossRef]
- Yang, D.S.; Lin, J.S.; Pen, D.J.; Hsu, F.M. The effect of directionally chilled microstructure on hypereutectic high-chromium white cast iron. Adv. Mater. Res. 2014, 912–914, 399–403. [Google Scholar] [CrossRef]
- Ping, Z.; Zheng, B.; Tu, X.; Li, W. Application of directional solidification technology in high chromium cast iron. Casting 2021, 70, 899–905. [Google Scholar]
- Coronado, J.J. Effect of (Fe, Cr) 7C3 carbide orientation on abrasion wear resistance and fracture toughness. Wear 2011, 270, 287–293. [Google Scholar] [CrossRef]
- Coronado, J. Effect of load and carbide orientation on abrasive wear resistance of white cast iron. Wear 2011, 270, 823–827. [Google Scholar] [CrossRef]
- Ye, X.; Jiang, Y.; Li, Z.; Zhou, R.; Qi, T. Microstructure and corrosion wear properties of directionally solidified high chromium cast iron Cr28. Cast. Technol. 2006, 27, 935–938. [Google Scholar]
- Jain, A.-S.; Chang, H.; Tang, X.; Hinckley, B.; Zhang, M.-X. Refinement of primary carbides in hypereutectic high-chromium cast irons: A review. J. Mater. Sci. 2021, 56, 999–1038. [Google Scholar] [CrossRef]
- Yang, D.S.; Lei, T.S. Investigating the Influence of Mid-Chilling on Microstructural Development of High-Chromium Cast Iron. Mater. Manuf. Process. 2011, 27, 919–924. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, H.; Wang, Q.; Zhou, X.; Joensson, P.G.; Nakajima, K. Effect of Cooling Rate and Ti Addition on the Microstructure and Mechanical Properties in As-cast Condition of Hypereutectic High Chromium Cast Irons. ISIJ Int. 2012, 52, 2210–2219. [Google Scholar] [CrossRef]
- Powell, G.; Carlson, R.A.; Randle, V. The morphology and microtexture of M7C3 carbides in Fe-Cr-C and Fe-Cr-C-Si alloys of near eutectic composition. J. Mater. Sci. 1994, 29, 4889–4896. [Google Scholar] [CrossRef]
- Yilmaz, S.O.; Teker, T. Effect of TiBAl inoculation and heat treatment on microstructure and mechanical properties of hypereutectic high chromium white cast iron. J. Alloys Compd. 2016, 672, 324–331. [Google Scholar] [CrossRef]
- Zhi, X.; Xing, J.; Fu, H.; Gao, Y. Effect of titanium on the as-cast microstructure of hypereutectic high chromium cast iron. Mater. Charact. 2008, 59, 1221–1226. [Google Scholar] [CrossRef]
- Ruan, M. Optimization of the Structure and Properties of Wear-Resistant Steel with Rare Earth Based Composite Modifier. Master’s Thesis, Wuhan University of Science and Technology, Wuhan, China, 2018; pp. 67–68. [Google Scholar]
- Li, R.; Jiang, Y.; Zhou, R. Preparation and Structure of Semi solid Slurry of Hypereutectic High Chromium Cast Iron. Spec. Cast. Nonferrous Alloy. 2005, 270–272. [Google Scholar] [CrossRef]
- Geng, B.; Zhou, R.; Li, L.; Lv, H.; Li, Y.; Bai, D.; Jiang, Y. Change in primary (Cr, Fe)7C3 carbides induced by electric current pulse modification of hypereutectic high chromium cast iron melt. Materials 2018, 12, 32. [Google Scholar] [CrossRef] [PubMed]
- Qin, R. Study on Nonequilibrium Transition under the Action of Electric Pulse. Ph.D. Thesis, Institute of Metals, Chinese Academy of Sciences, Shenyang, China, 1996; pp. 1–10. [Google Scholar]
- Bai, D.; Li, L.; Zhou, R.; Lv, H.; Jiang, Y.; Zhou, R. Effect of pulse current treatment on solidification structure of hypereutectic high chromium cast iron. J. Mater. Heat Treat. 2016, 37, 76–80. [Google Scholar]
- Bai, D. Research on Microstructure Evolution of Hypereutectic High Chromium Cast Iron under Pulse Current. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2017; pp. 63–64. [Google Scholar]
- Kang, M. Effect of Pulse Current Treatment on the Distribution of Structural Elements and Properties of Hypereutectic High Chromium Cast Iron. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2016; pp. 59–60. [Google Scholar]
- Chatterjee, S.; Pal, T.K. Wear behaviour of hardfacing deposits on cast iron. Wear 2003, 255, 417–425. [Google Scholar] [CrossRef]
- Da, L.; Liu, L.; Zhang, Y.; Ye, C.; Ren, X.; Yang, Y.; Yang, Q. Phase diagram calculation of high chromium cast irons and influence of its chemical composition. Mater. Des. 2009, 30, 340–345. [Google Scholar]
- Chang, K.K.; Lee, S.; Jung, J.Y. Effects of heat treatment on wear resistance and fracture toughness of duo-cast materials composed of high-chromium white cast iron and low-chromium steel. Metall. Mater. Trans. A 2006, 37, 633–643. [Google Scholar]
- Zhi, X.; Xing, J.; Gao, Y.; Fu, H.; Peng, J.; Bing, X. Effect of heat treatment on microstructure and mechanical properties of a Ti-bearing hypereutectic high chromium white cast iron. Mater. Sci. Eng. A 2008, 487, 171–179. [Google Scholar] [CrossRef]
- Anijdan, S.M.; Bahrami, A.; Varahram, N.; Davami, P. Effects of tungsten on erosion–corrosion behavior of high chromium white cast iron. Mater. Sci. Eng. A 2007, 454, 623–628. [Google Scholar] [CrossRef]
- Zhao, Z.; Song, R.; Zhang, Y.; Yu, P.; Pei, Y. Co-orientation relationship between secondary carbides and adjacent ferrite after quenching and tempering in high chromium cast iron. Vacuum 2021, 184, 109911. [Google Scholar] [CrossRef]
- Karantzalis, A.E.; Lekatou, A.; Diavati, E. Effect of Destabilization Heat Treatments on the Microstructure of High-Chromium Cast Iron: A Microscopy Examination Approach. J. Mater. Eng. Perform. 2009, 18, 1078. [Google Scholar] [CrossRef]
- Rhp, A.; Ks, A.; Kk, A.; Tt, A.; Ms, B.; Hh, C.; Ji, C. Erosive wear characteristics of high-chromium based multi-component white cast irons. Tribol. Int. 2021, 159, 106982. [Google Scholar]
- Taub, A.; De Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for automotive lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Yang, H.-S.; Jun, W.; Bao-Luo, S.; Hao-Huai, L.; Sheng-Ji, G.; Si-Jiu, H. Effect of cryogenic treatment on the matrix structure and abrasion resistance of white cast iron subjected to destabilization treatment. Wear 2006, 261, 1150–1154. [Google Scholar] [CrossRef]
- Bensely, A.; Prabhakaran, A.; Lal, D.M.; Nagarajan, G. Enhancing the wear resistance of case carburized steel (En 353) by cryogenic treatment. Cryogenics 2005, 45, 747–754. [Google Scholar] [CrossRef]
- Zhirafar, S.; Rezaeian, A.; Pugh, M. Effect of cryogenic treatment on the mechanical properties of 4340 steel. J. Mater. Process. Technol. 2007, 186, 298–303. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, K.; Eckert, J. Effect of tempering and deep cryogenic treatment on microstructure and mechanical properties of Cr–Mo–V–Ni steel. Mater. Sci. Eng. A 2020, 787, 139520. [Google Scholar] [CrossRef]
- Liu, H.; Wang, J.; Yang, H.; Shen, B. Effects of cryogenic treatment on microstructure and abrasion resistance of CrMnB high-chromium cast iron subjected to sub-critical treatment. Mater. Sci. Eng. A 2008, 478, 324–328. [Google Scholar] [CrossRef]
- Liu, H.-H.; Wang, J.; Shen, B.-L.; Yang, H.-S.; Gao, S.-J.; Huang, S.-J. Effects of deep cryogenic treatment on property of 3Cr13Mo1V1. 5 high chromium cast iron. Mater. Des. 2007, 28, 1059–1064. [Google Scholar] [CrossRef]
- Cui, J.; Chen, L. Microstructure and abrasive wear resistance of an alloyed ductile iron subjected to deep cryogenic and austempering treatments. J. Mater. Sci. Technol. 2017, 33, 1549–1554. [Google Scholar] [CrossRef]
- Chen, G.; Rahimi, R.; Harwarth, M.; Motylenko, M.; Xu, G.; Biermann, H.; Mola, J. Non-cube-on-cube orientation relationship between M23C6 and austenite in an austenitic stainless steel. Scr. Mater. 2022, 213, 114597. [Google Scholar] [CrossRef]
- Thornton, R.; Slatter, T.; Jones, A.H.; Lewis, R. The effects of cryogenic processing on the wear resistance of grey cast iron brake discs. Wear 2011, 271, 2386–2395. [Google Scholar] [CrossRef]
- He, F. Cryogenic Treatment and Properties of High Chromium Cast Iron. Master’s Thesis, Fuzhou University, Fuzhou, China, 2003. [Google Scholar]
- Sarkar, T.; Mukherjee, M.; Pal, T.K. Effect of Cu addition on microstructure and hardness of As-Cast and heat-treated high-Cr cast iron. Trans. Indian Inst. Met. 2018, 71, 1455–1461. [Google Scholar] [CrossRef]
- Inthidech, S.; Sricharoenchai, P.; Matsubara, Y. Effect of Alloying Elements on Heat Treatment Behavior of Hypoeutectic High Chromium Cast Iron. Mater. Trans. 2006, 47, 72–81. [Google Scholar] [CrossRef]
- Zumelzu, E.; Goyos, I.; Cabezas, C.; Opitz, O.; Parada, A. Wear and corrosion behaviour of high-chromium (14–30% Cr) cast iron alloys. J. Mater. Process. Technol. 2002, 128, 250–255. [Google Scholar] [CrossRef]
- Wiengmoon, A.; Pearce, J.; Chairuangsri, T. Relationship between microstructure, hardness and corrosion resistance in 20 wt.% Cr, 27 wt.% Cr and 36 wt.% Cr high chromium cast irons. Mater. Chem. Phys. 2011, 125, 739–748. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, Y.; Yang, Y.; Wang, G. Effect of vanadium and copper on as cast structure and properties of high alloy white cast iron. Cast. Technol. 2007, 28, 5. [Google Scholar]
- Zhang, Y.; Song, R.; Pei, Y.; Wen, E.; Zhao, Z. The formation of TiC–NbC core-shell structure in hypereutectic high chromium cast iron leads to significant refinement of primary M7C3. J. Alloys Compd. 2020, 824, 153806. [Google Scholar] [CrossRef]
- Penagos, J.J.; Pereira, J.; Machado, P.; Albertin, E.; Sinatora, A. Synergetic effect of niobium and molybdenum on abrasion resistance of high chromium cast irons. Wear 2017, 376, 983–992. [Google Scholar] [CrossRef]
- Ye, C.; Liu, T.; Huang, W.; Zhou, C. Bare metal passivation characteristics of 0Cr18Ni9 austenitic stainless steel in low concentration sodium chloride solution. J. Nanjing Univ. Technol. 1999, 21, 52–55. [Google Scholar]
- Zhang, S. Discussion on Wear and Corrosion Resistance of High Chromium Cast Iron A49. Cast. Equip. Process 2013, 7. [Google Scholar] [CrossRef]
- Lv, Y.; Sun, Y.; Zhao, J.; Yu, G.; Shen, J.; Hu, S. Effect of tungsten on microstructure and properties of high chromium cast iron. Mater. Des. 2012, 39, 303–308. [Google Scholar] [CrossRef]
- Alamdari, H.; Couture, A.; Fiset, M. The effect of nickel, silicon and austenite deep-freezing treatment on the microstructure and wear properties of high chromium white iron containing niobium. Int. J. Cast Met. Res. 1998, 11, 89–95. [Google Scholar] [CrossRef]
- Li, T.; Li, L.; Lu, H.; Parent, L.; Tian, H.; Chung, R.; Li, D. Effect of trace Ni on the resistance of high-Cr cast iron to slurry erosion. Wear 2019, 426, 605–611. [Google Scholar] [CrossRef]
- Zhi, X.; Xing, J.; Fu, H.; Gao, Y. Effect of fluctuation and modification on microstructure and impact toughness of 20 wt.% Cr hypereutectic white cast iron. Mater. Sci. Eng. Technol. 2008, 39, 391–393. [Google Scholar] [CrossRef]
- Azimi, G.; Shamanian, M. Effects of silicon content on the microstructure and corrosion behavior of Fe–Cr–C hardfacing alloys. J. Alloys Compd. 2010, 505, 598–603. [Google Scholar] [CrossRef]
- Yu, Z.; Qiang, J.; Li, H. Corrosion behavior of high silicon cast iron in various environments. J. Xi’an Univ. Sci. Technol. 2007, 27, 69–72. [Google Scholar]
- Liqiang, G.; Hanguang, F.; Xiaohui, Z. Microstructure and properties of Cu-bearing hypereutectic high chromium cast iron. Mater. Charact. 2022, 195, 112546. [Google Scholar] [CrossRef]
- Liqiang, G.; Hanguang, F.; Xiaohui, Z. First-principles study on corrosion resistance of copper-bearing hypereutectic high chromium cast iron. Mater. Today Commun. 2022, 33, 104345. [Google Scholar]
- Wang, J.; Liu, T.; Zhou, Y.; Xing, X.; Liu, S.; Yang, Y.; Yang, Q. Effect of nitrogen alloying on the microstructure and abrasive impact wear resistance of Fe-Cr-C-Ti-Nb hardfacing alloy. Surf. Coat. Technol. 2017, 309, 1072–1080. [Google Scholar] [CrossRef]
- Xu, L.; Wang, F.; Lu, F.; Zhou, Y.; Wei, S. Microstructure and erosion wear properties of high chromium cast iron added nitrogen by high pressure in alkaline sand slurry. Wear 2021, 476, 203655. [Google Scholar] [CrossRef]
- Gelfi, M.; Pola, A.; Girelli, L.; Zacco, A.; Masotti, M.; Vecchia, G.L. Effect of heat treatment on microstructure and erosion resistance of white cast irons for slurry pumping applications. Wear 2019, 428, 438–448. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, H.; Ding, H.; Guo, J. Improving impact toughness of a high chromium cast iron regarding joint additive of nitrogen and titanium. Mater. Des. 2016, 90, 958–968. [Google Scholar] [CrossRef]
- Guitar, M.A.; Suárez, S.; Prat, O.; Guigou, M.D.; Gari, V.; Pereira, G.; Mücklich, F. High Chromium Cast Irons: Destabilized-Subcritical Secondary Carbide Precipitation and Its Effect on Hardness and Wear Properties. J. Mater. Eng. Perform. 2018, 27, 3877–3885. [Google Scholar] [CrossRef]
- Lu, F.; Wei, S.; Xu, L.; Zhou, Y.; Wang, X. Investigation on erosion-wear behaviors of high-chromium cast iron with high nitrogen content in salt–sand slurry. Mater. Res. Express 2019, 6, 106558. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Toor, I.; Karatas, C.; Malik, J.; Ovali, I. Laser treatment of dual matrix structured cast iron surface: Corrosion resistance of surface. Opt. Lasers Eng. 2015, 64, 17–22. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Efremenko, V.G.; Hara, H.; Shirai, M.; Purba, R. High-temperature erosive wear characteristics and bonding requirements of hard carbides cast-in insertion multi-component white cast iron. Wear 2021, 476, 203672. [Google Scholar] [CrossRef]
Figure 1.
Back-scattered electron images of 45-series of HHCCIs (A–F: with varied nominal carbon of 1, 2, 3, 4, 5 and 6 wt.%, respectively) [7].
Figure 1.
Back-scattered electron images of 45-series of HHCCIs (A–F: with varied nominal carbon of 1, 2, 3, 4, 5 and 6 wt.%, respectively) [7].

Figure 2.
Schematic diagram of the growth of carbides during solidification. (a) Without ECP; (b) with ECP [22].
Figure 2.
Schematic diagram of the growth of carbides during solidification. (a) Without ECP; (b) with ECP [22].

Figure 3.
Cross-sectional observation of samples [34].
Figure 3.
Cross-sectional observation of samples [34].

Figure 4.
Scanning electron microscope images of samples: (a) Free cryogenic treatment SEM; (b) Cryogenic treatment SEM [45].
Figure 4.
Scanning electron microscope images of samples: (a) Free cryogenic treatment SEM; (b) Cryogenic treatment SEM [45].

Figure 5.
Anodic polarization characteristics in the as-cast and destabilized conditions of alloys 20Cr, 27Cr and 36Cr (as-cast only), in 0.5 mol. H2SO4 aqueous solution [49].
Figure 5.
Anodic polarization characteristics in the as-cast and destabilized conditions of alloys 20Cr, 27Cr and 36Cr (as-cast only), in 0.5 mol. H2SO4 aqueous solution [49].

Figure 6.
Schematic diagram of cells. (a) Polycellular M7C3 with Pnma structure; (b) monocellular M7C3; (c) monocellular TiC; (d) monocellular NbC; (e) (001) plane of M7C3, (110) plane of NbC and (110) plane of TiC [51].
Figure 6.
Schematic diagram of cells. (a) Polycellular M7C3 with Pnma structure; (b) monocellular M7C3; (c) monocellular TiC; (d) monocellular NbC; (e) (001) plane of M7C3, (110) plane of NbC and (110) plane of TiC [51].

Figure 7.
High-resolution TEM image and Fourier-filter images: (a) HR-TEM image of 1.5 wt.% Cu HHCCI after heat treatment at 1050 °C; (b) Fourier-filtered image of α-Fe in (a); (c) Fourier-filtered image of M23C6 precipitation in (a); (d) Fourier-filtered image of the boundary between α-Fe and M23C6 in (a) [61].
Figure 7.
High-resolution TEM image and Fourier-filter images: (a) HR-TEM image of 1.5 wt.% Cu HHCCI after heat treatment at 1050 °C; (b) Fourier-filtered image of α-Fe in (a); (c) Fourier-filtered image of M23C6 precipitation in (a); (d) Fourier-filtered image of the boundary between α-Fe and M23C6 in (a) [61].

Figure 8.
(a) Crystallographic relationship of (Ti, Nb)(C, N) and (Cr, Fe)7C3; (b) correspondence condition of the crystal plane (110)(Ti, Nb)(C, N) and (010)(Cr, Fe)7C3 [63].
Figure 8.
(a) Crystallographic relationship of (Ti, Nb)(C, N) and (Cr, Fe)7C3; (b) correspondence condition of the crystal plane (110)(Ti, Nb)(C, N) and (010)(Cr, Fe)7C3 [63].

Figure 9.
TEM image and selected area diffraction pattern (SADP) analysis at the boundary of eutectic carbide (A: the interface between M7C3 and interlayer; B: the interface between martensite and interlayer) [64].
Figure 9.
TEM image and selected area diffraction pattern (SADP) analysis at the boundary of eutectic carbide (A: the interface between M7C3 and interlayer; B: the interface between martensite and interlayer) [64].

Figure 10.
HRTEM image and analysis results of eutectic M7C3 carbide interface in area A of Figure 9 [64].


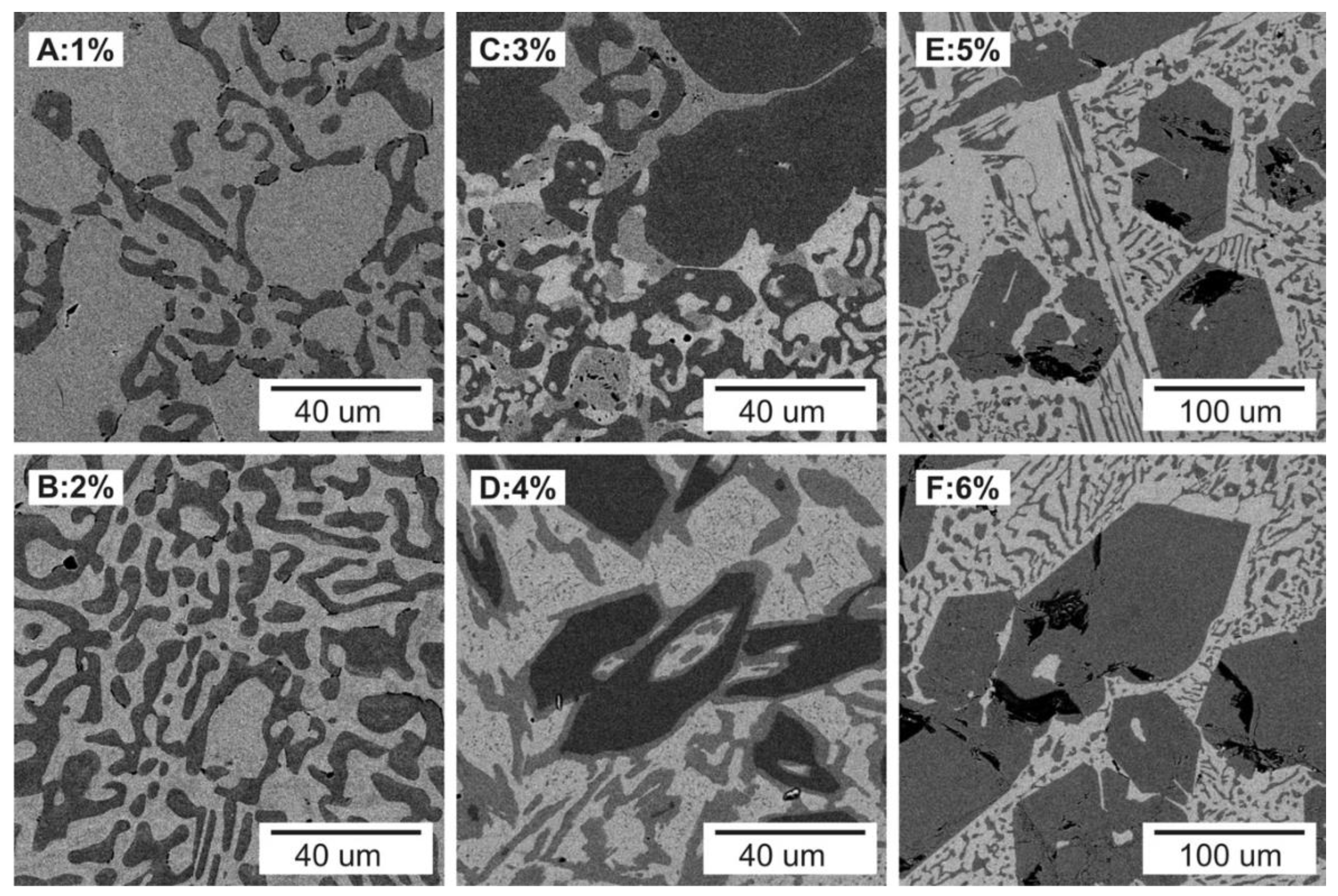{kind=link}
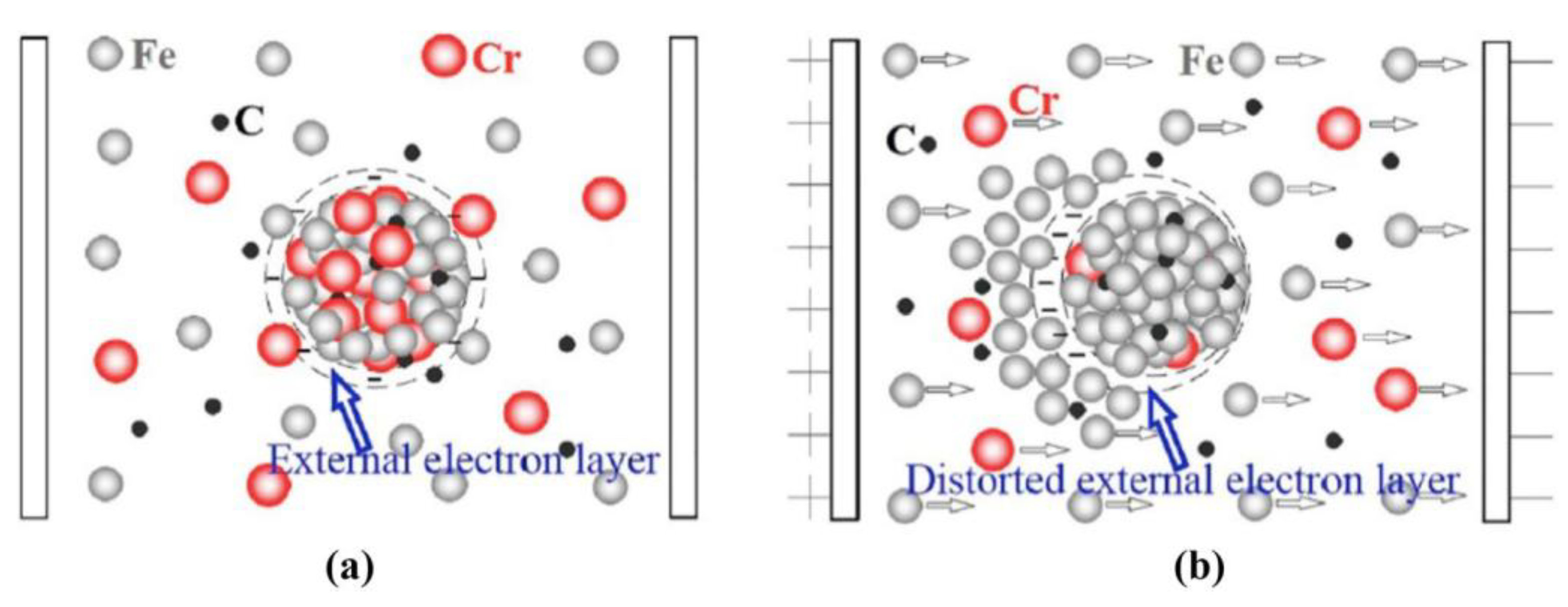{kind=link}
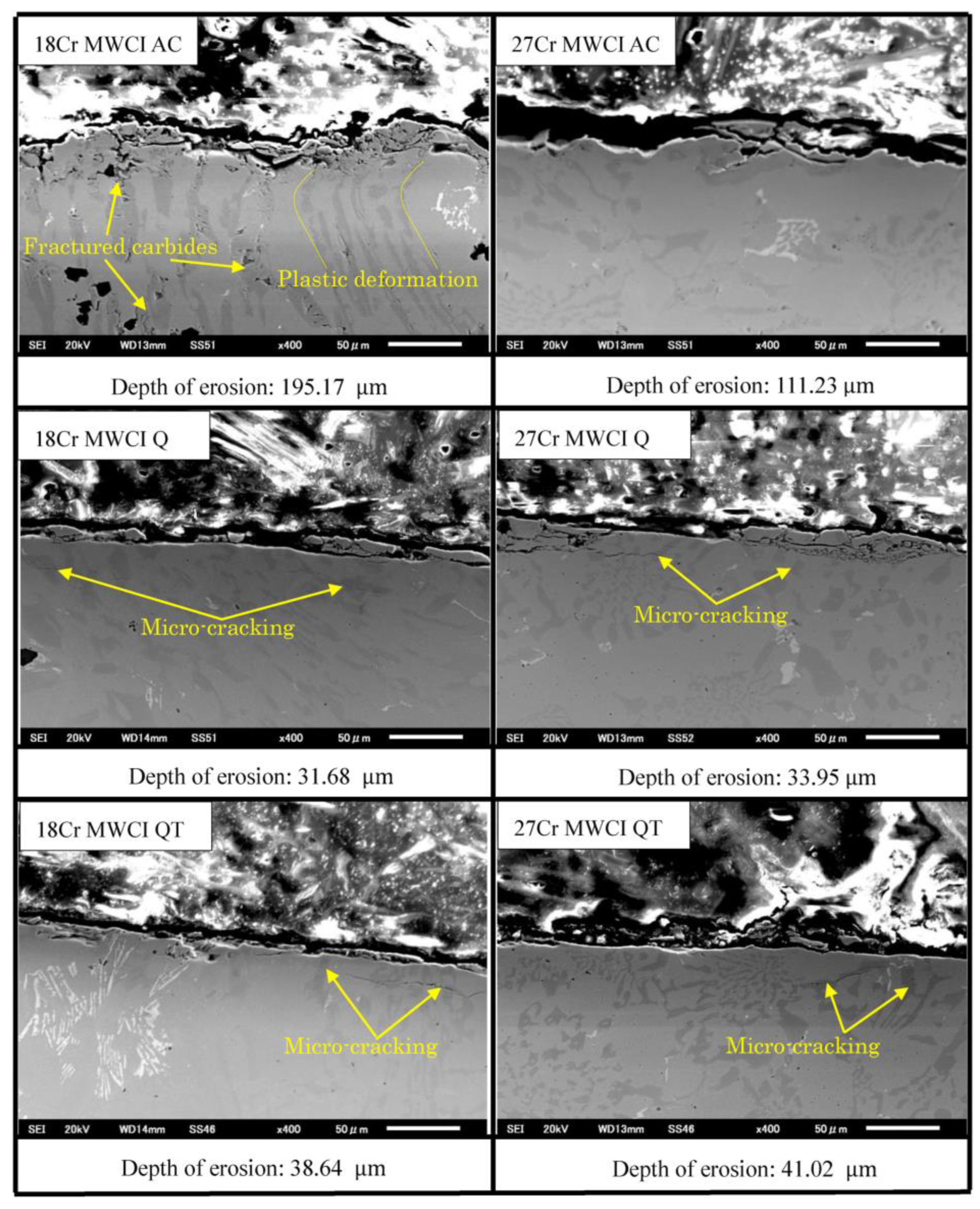{kind=link}
{kind=link}
{kind=link}
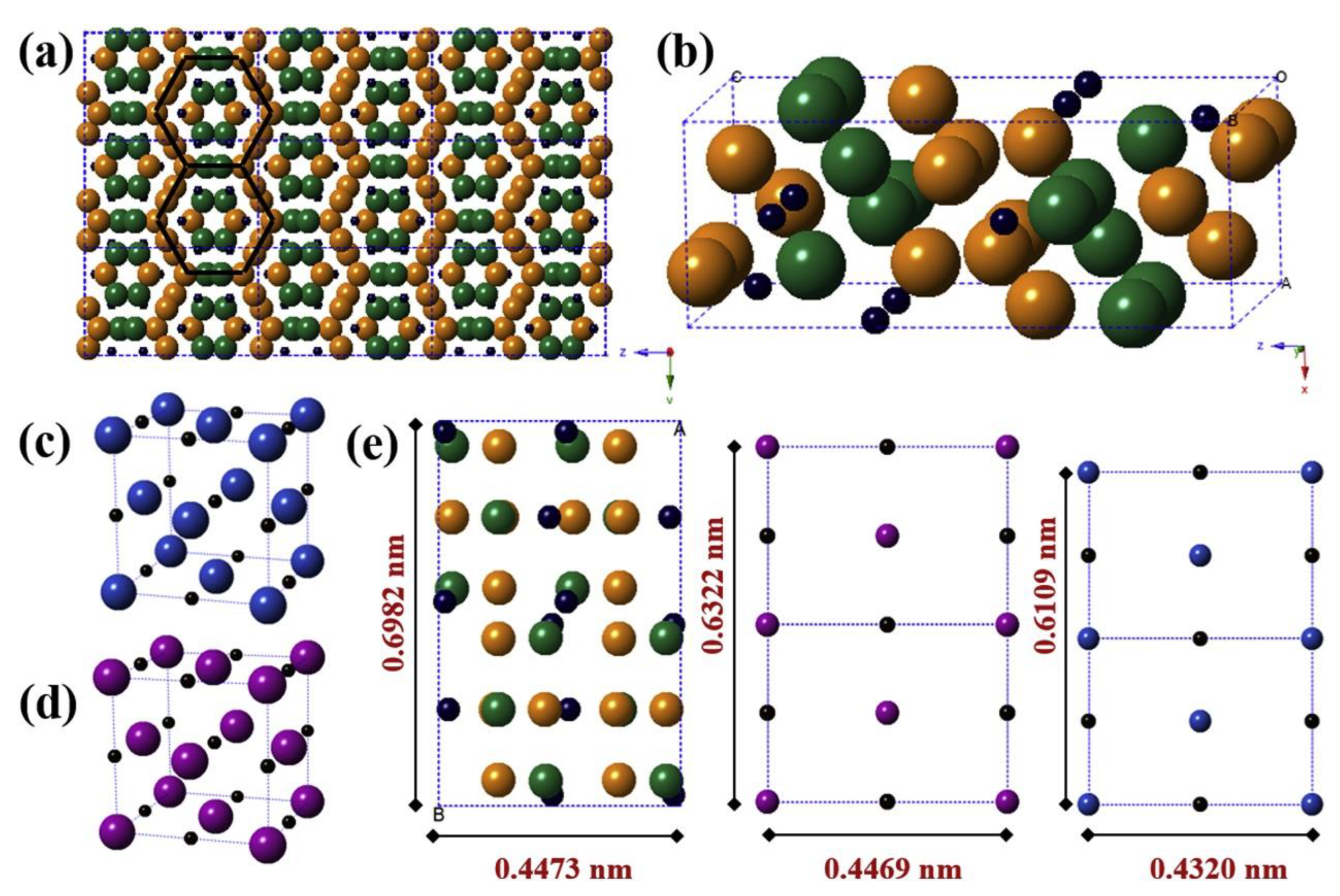{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Calculated lattice misfit values between NbC (110) and M7C3 (001) [51].
Table 1.
Calculated lattice misfit values between NbC (110) and M7C3 (001) [51].
| Matching Face | NbC(110)//M7C3 (001) | ||
|---|---|---|---|
| [uvw]s | [100] | [110] | [111] |
| [uvw]n | [100] | [010] | [110] |
| θ | 0 | 0 | 3.84 |
| d[uvw]s | 0.4469 | 0.6322 | 0.7742 |
| d[uvw]n | 0.4473 | 0.6982 | 0.8458 |
| δ | 5.39% | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Gong, L.; Fu, H.; Zhi, X. Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review. Metals 2023, 13, 308. https://doi.org/10.3390/met13020308
AMA Style
Gong L, Fu H, Zhi X. Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review. Metals. 2023; 13(2):308. https://doi.org/10.3390/met13020308
Chicago/Turabian StyleGong, Liqiang, Hanguang Fu, and Xiaohui Zhi. 2023. "Corrosion Wear of Hypereutectic High Chromium Cast Iron: A Review" Metals 13, no. 2: 308. https://doi.org/10.3390/met13020308
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.