Sn-0.5Cu(-x)Al Solder Alloys: Microstructure-Related Aspects and Tensile Properties Responses

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussions
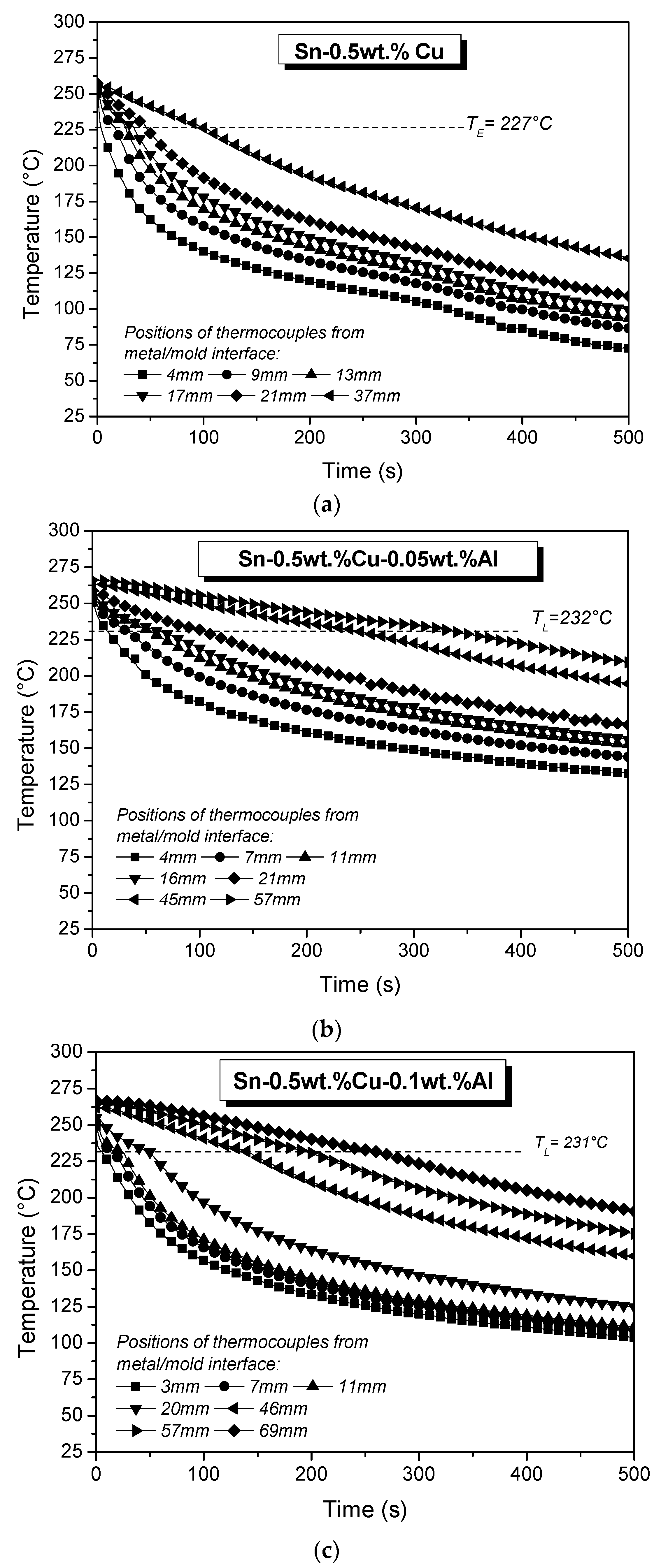
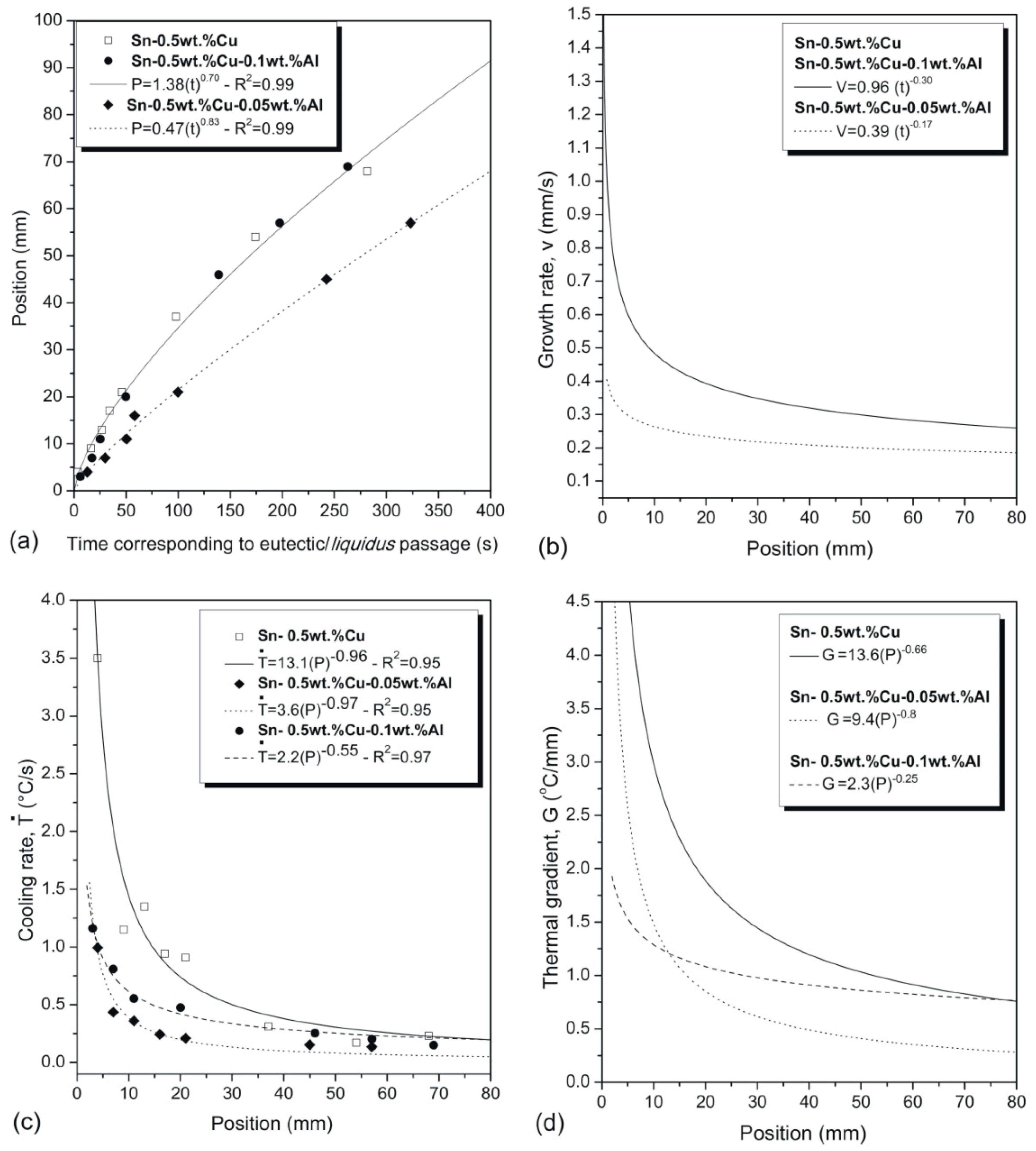
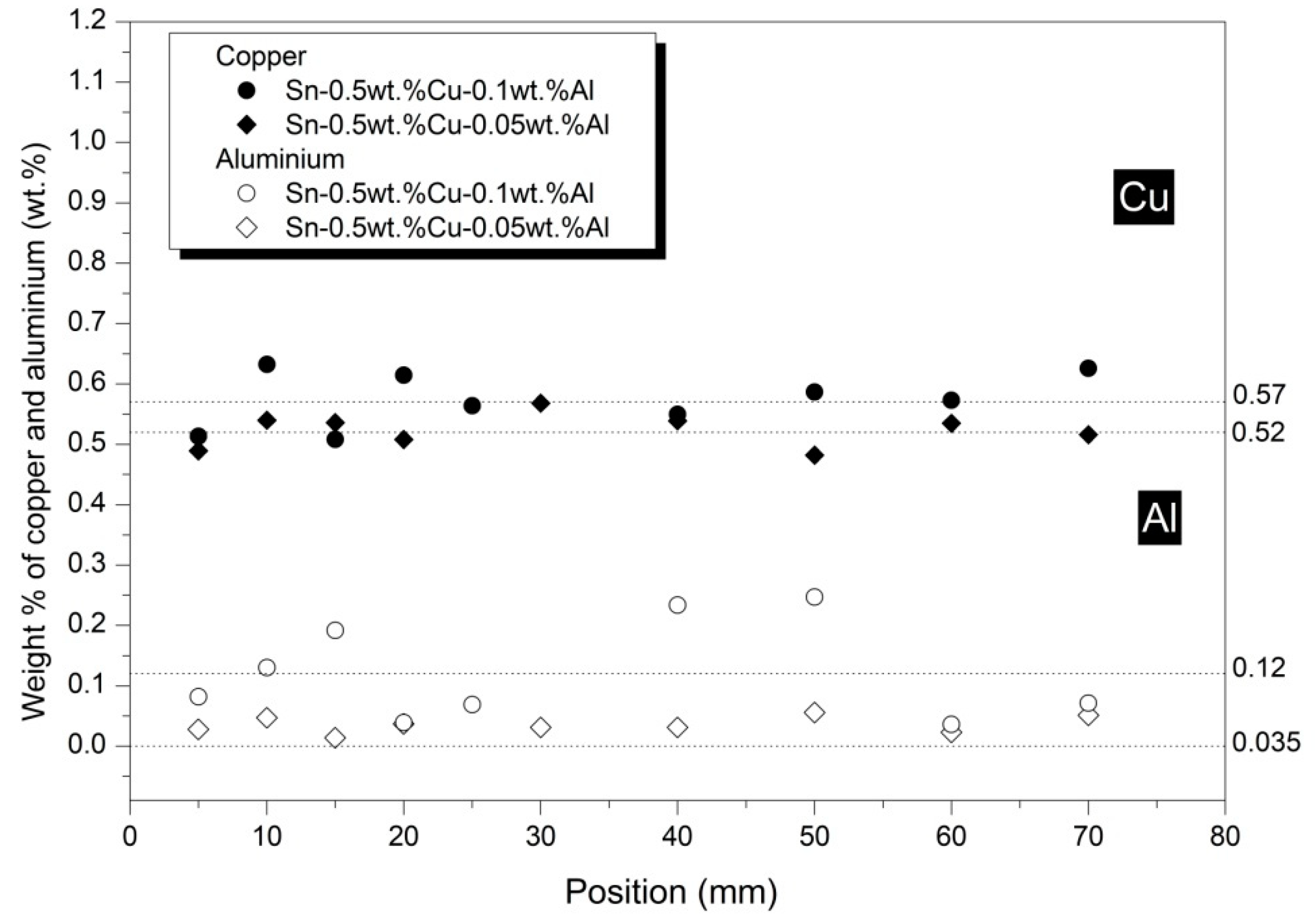
3.1. Solidification Thermal Parameters and Macrosegregation Profiles
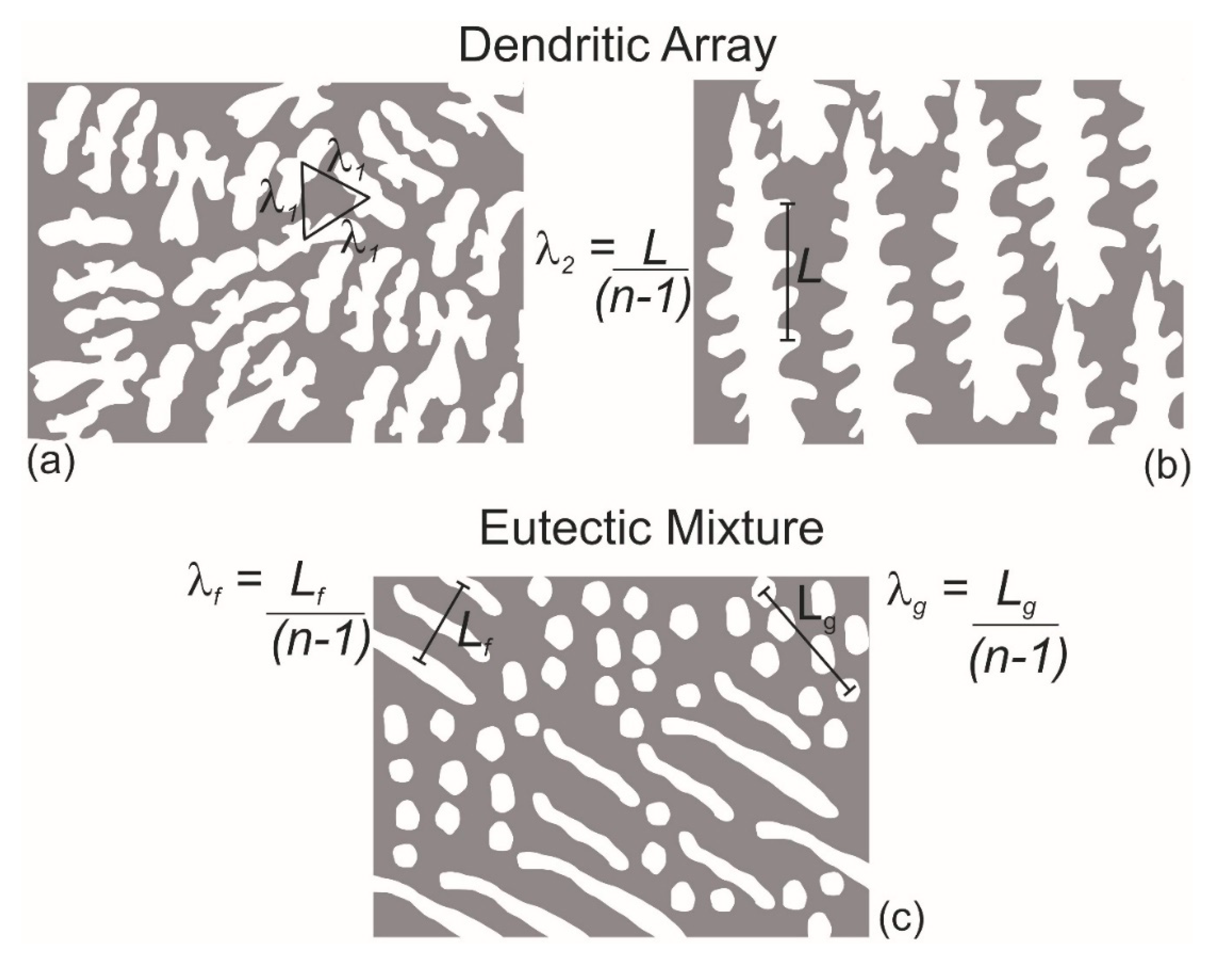
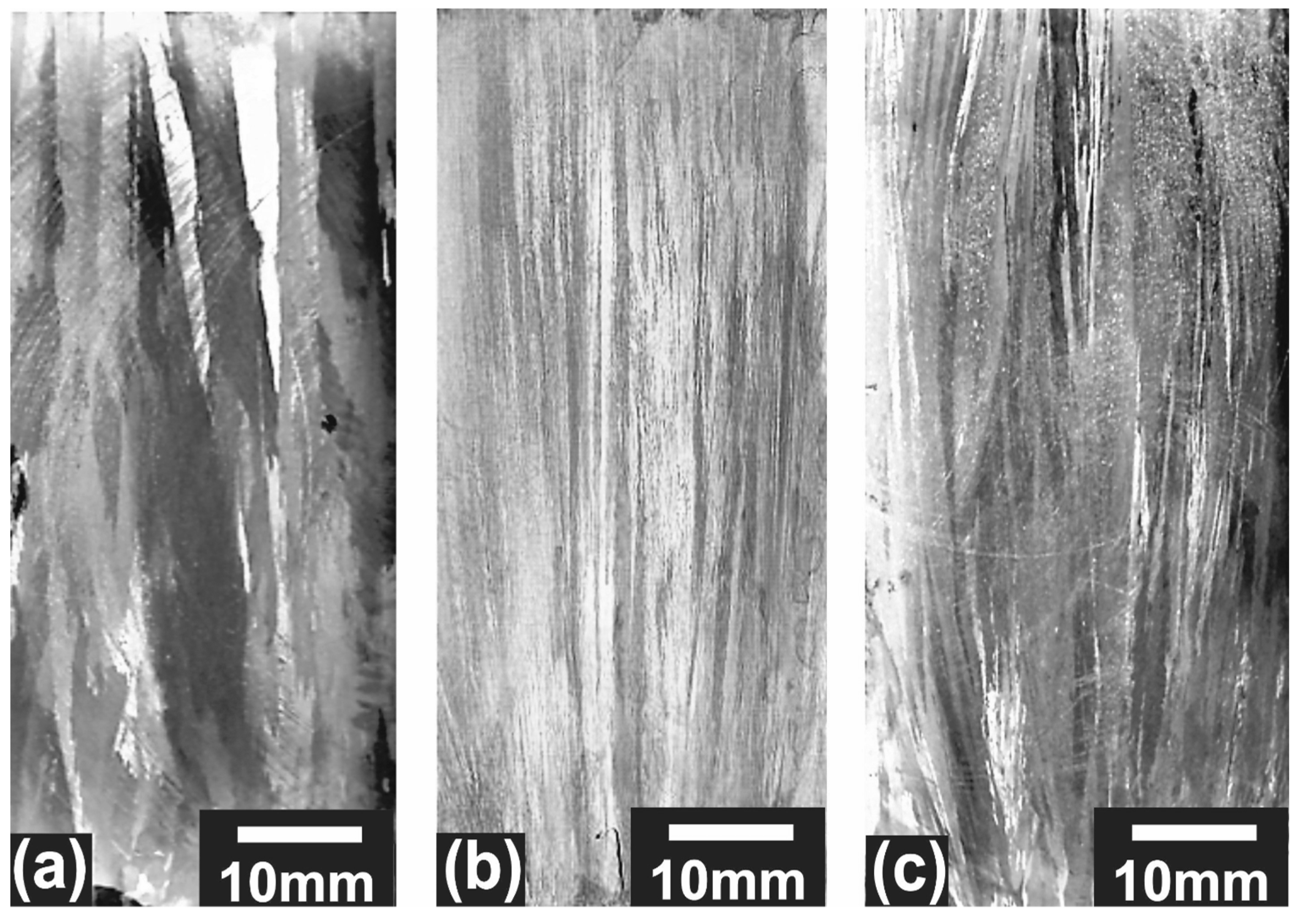
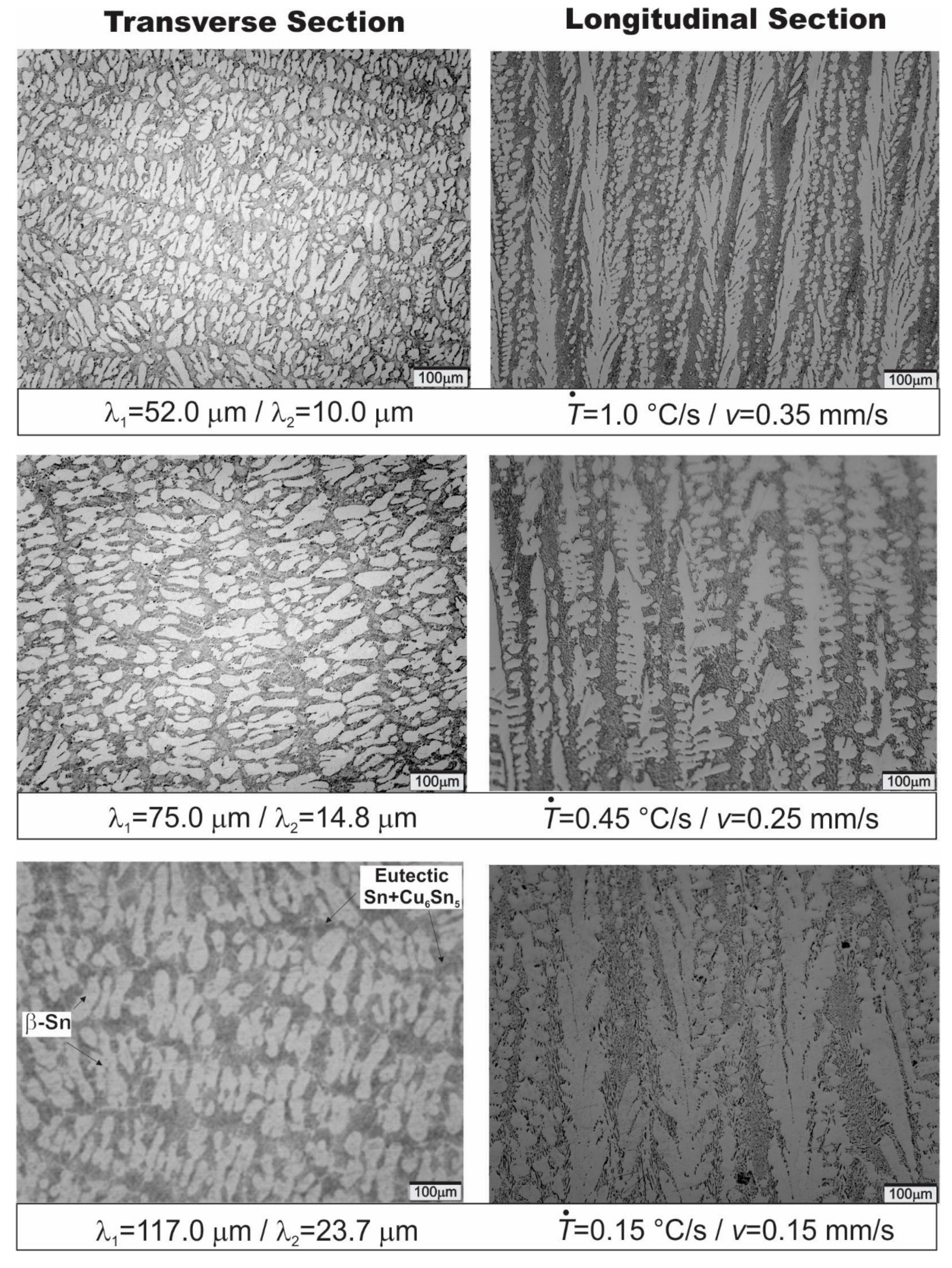
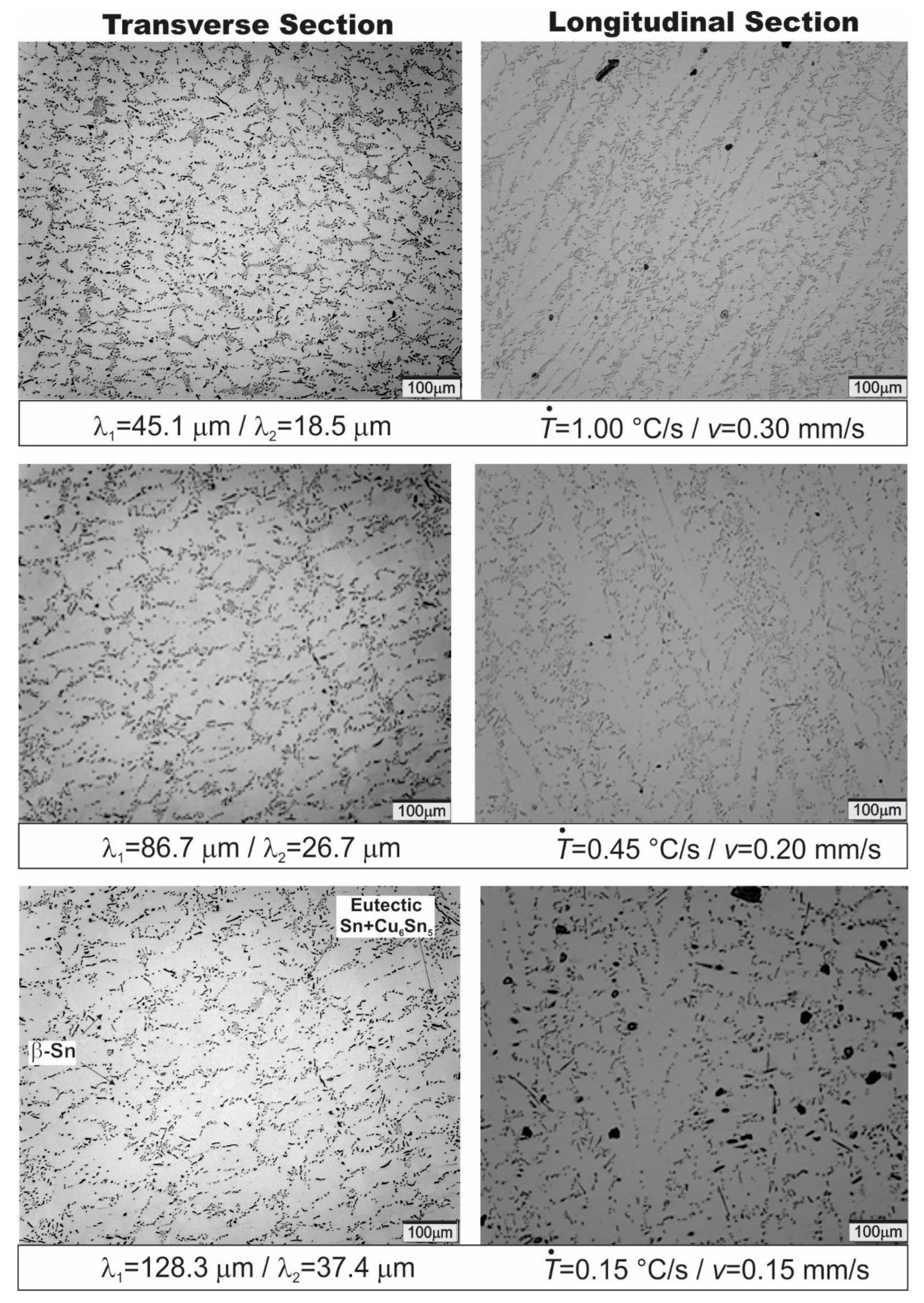
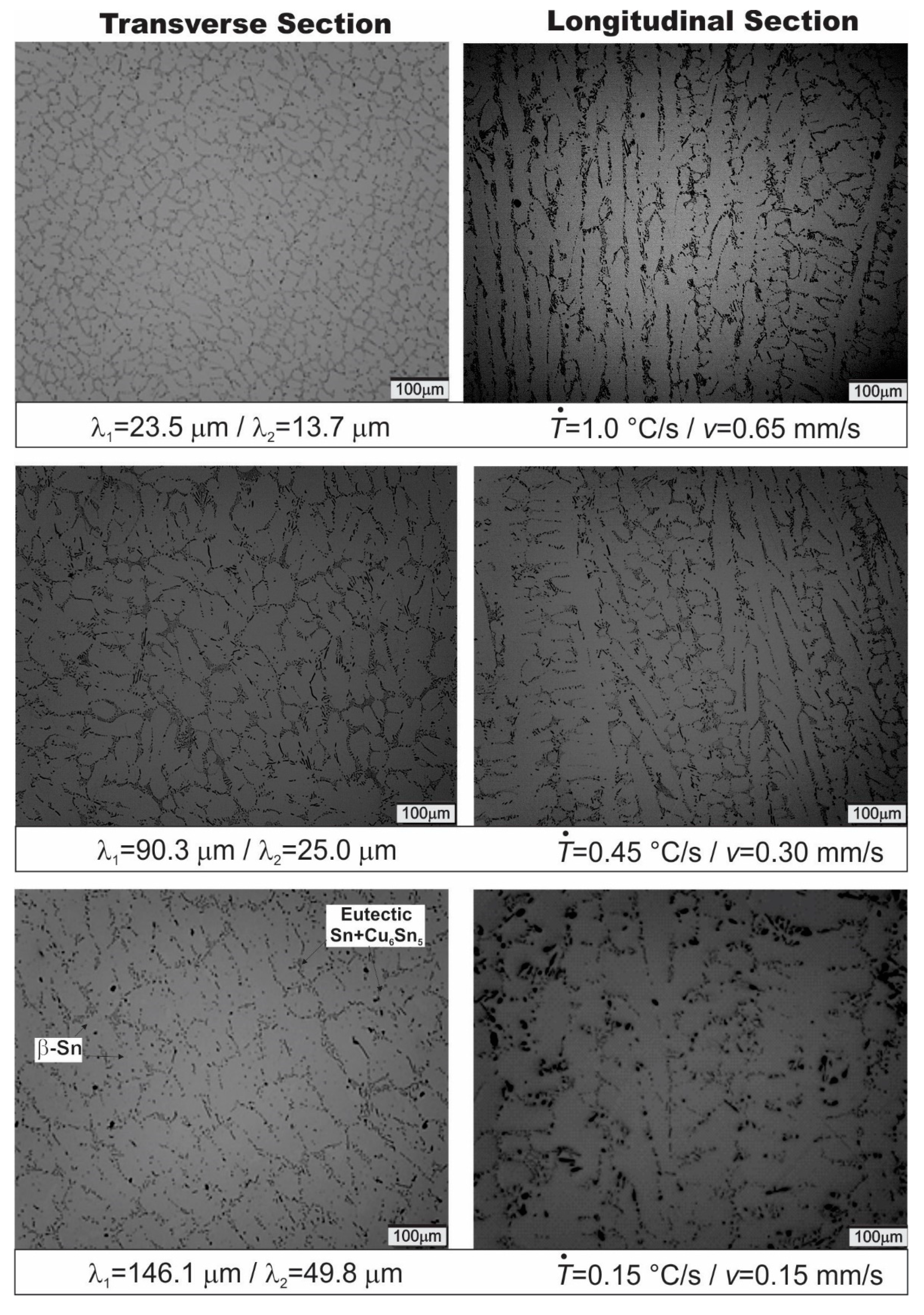
3.2. Dendritic Arrays and Their Evolutions along the Length of the Alloys Castings
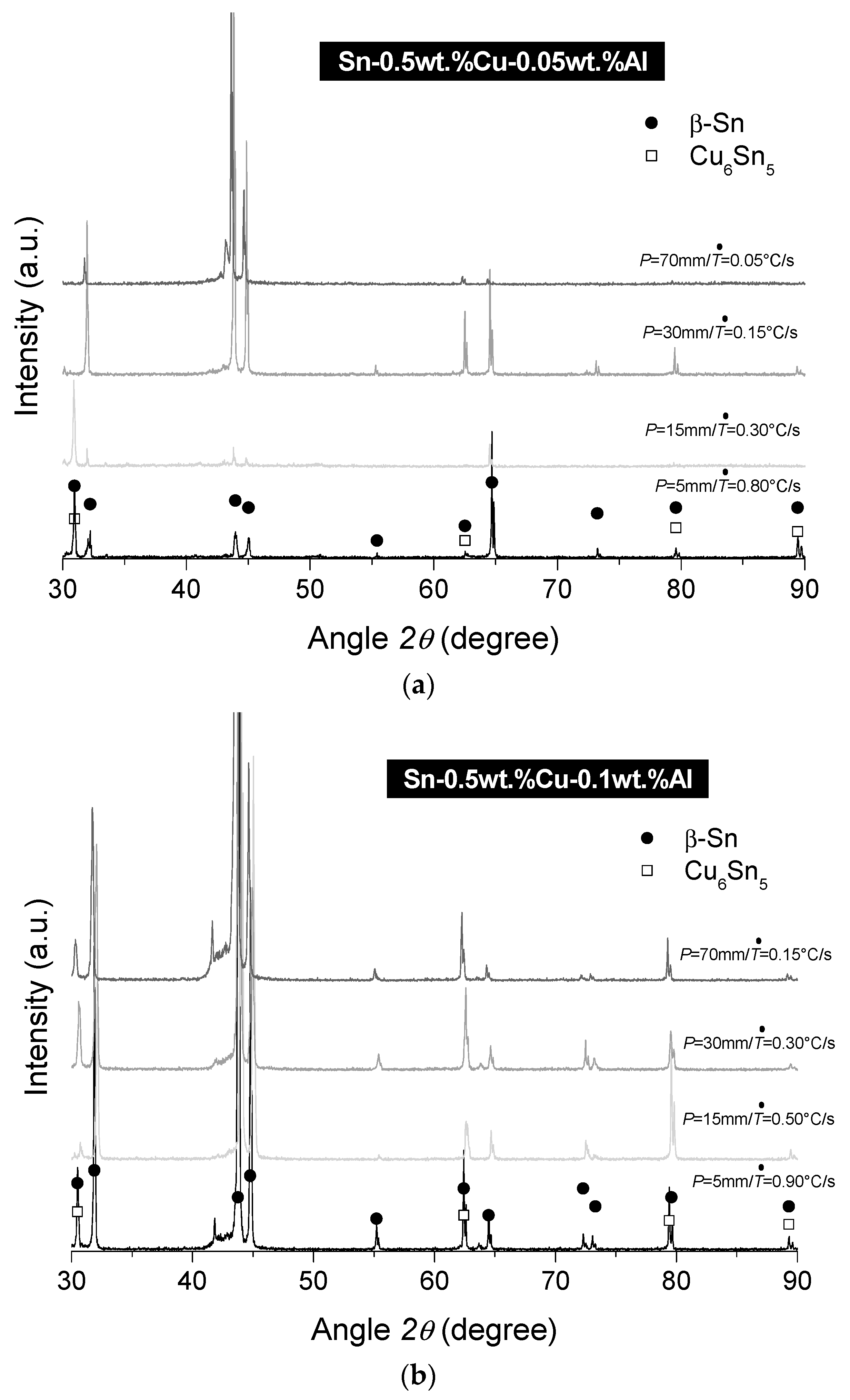
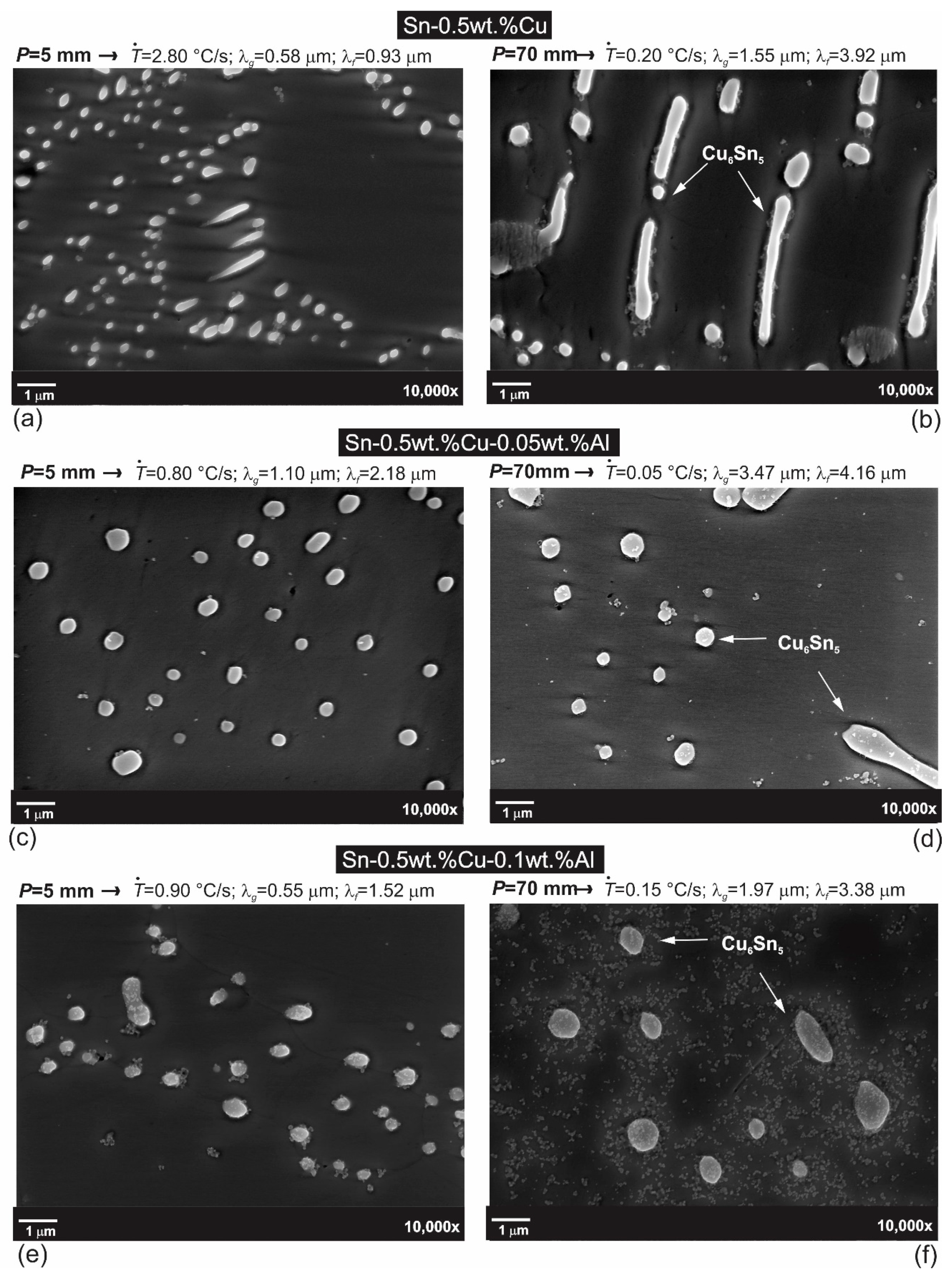
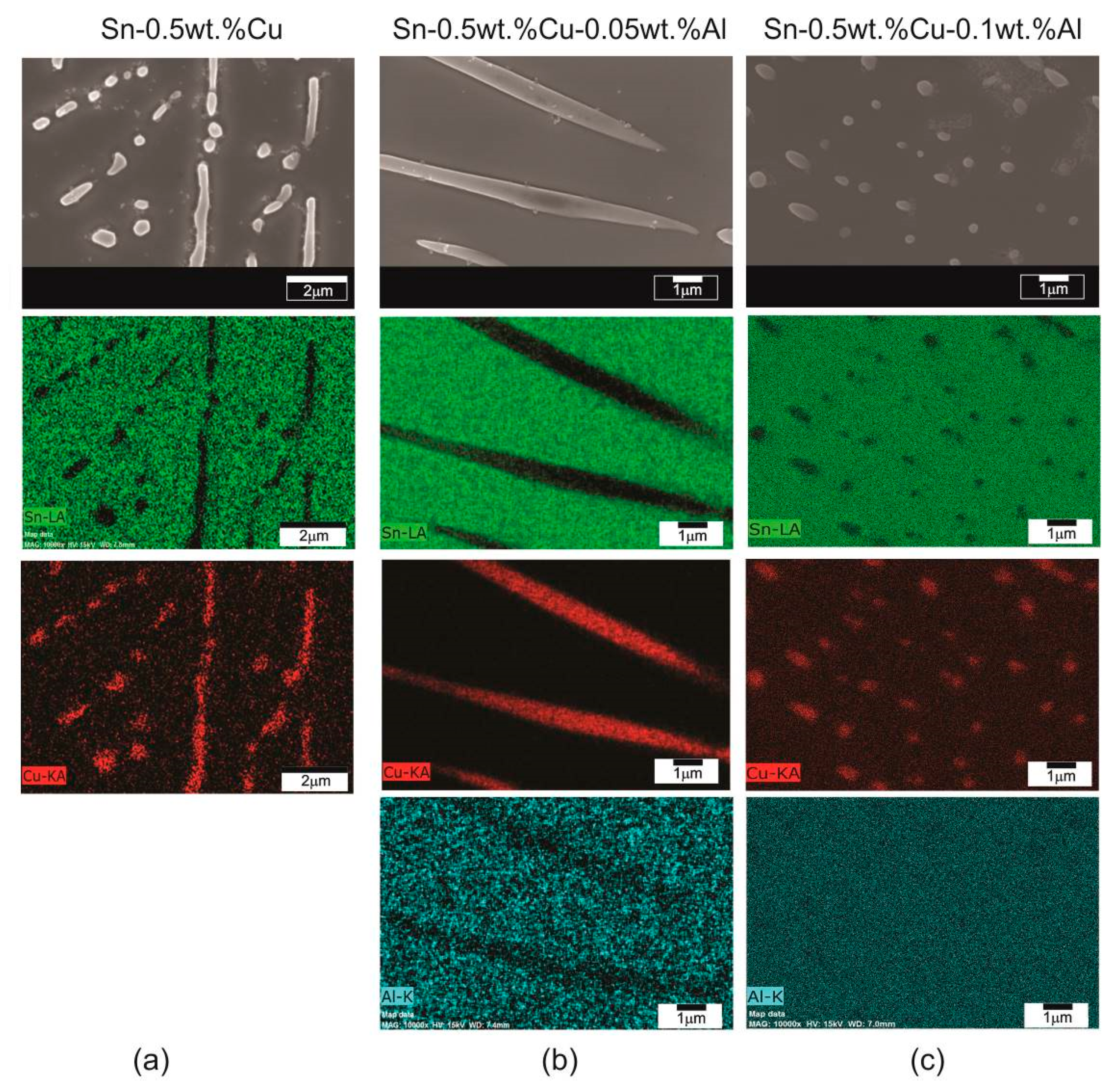
3.3. Cu6Sn5 Morphology
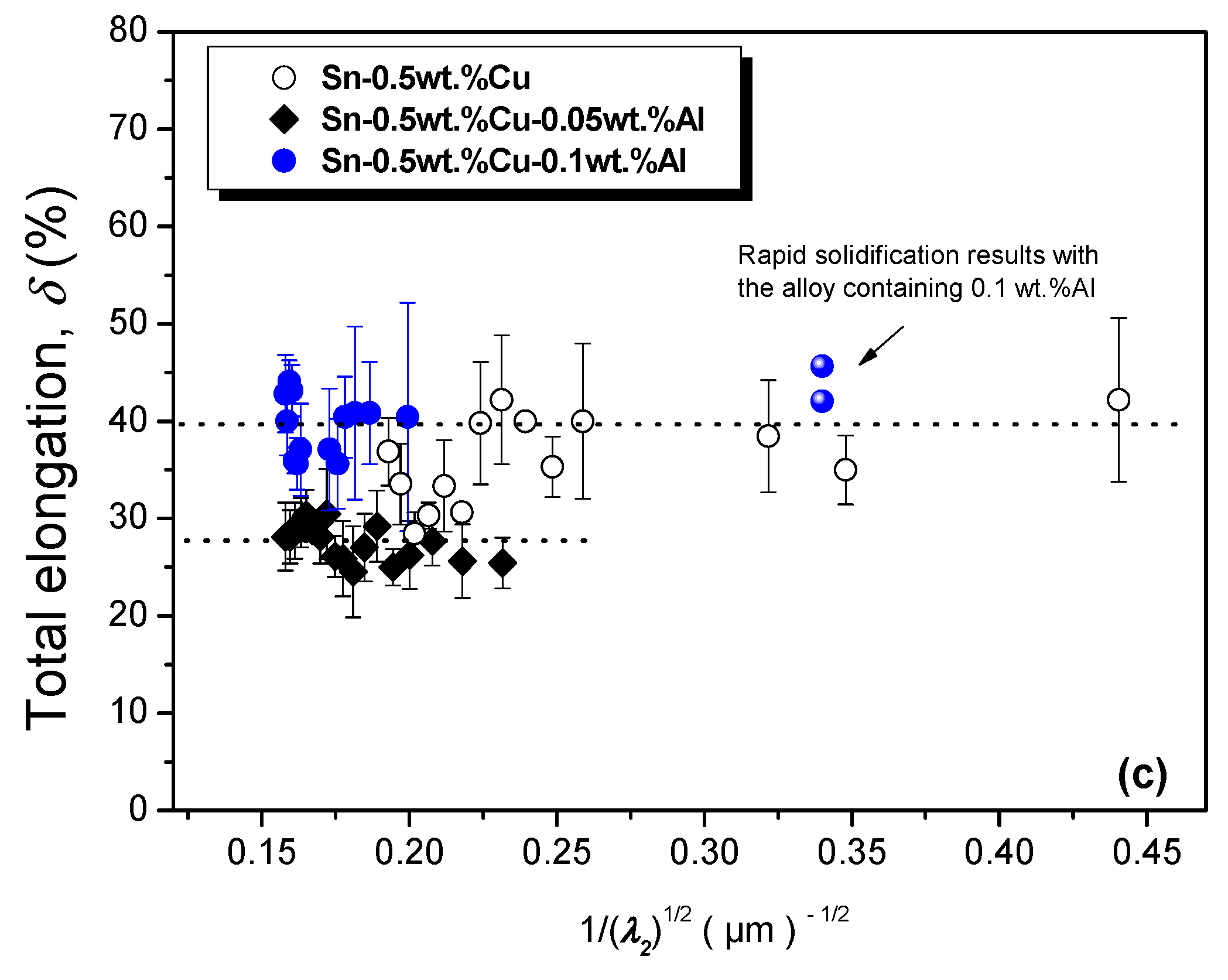
3.4. Mechanical Properties vs. Secondary Dendrite Arm Spacing
4. Conclusions
- -
- The dendritic matrix β-Sn can be characterized by the primary dendrite arm spacing, λ1, which did not increase with increasing Al; and by the secondary dendrite arm spacing, λ2, which conversely, tended to increase as the Al-content increased.
- -
- The eutectic Cu6Sn5 phase, which surrounds the dendritic matrix, grew with both fibrous and globular morphologies. It was shown to have its fraction reduced with increasing Al. However, the Cu6Sn5 IMC morphologies were shown to be unaltered if the analyzed Al additions in the Sn-0.5wt.%Cu alloys as well as the experienced transient solidification settings were considered.
- -
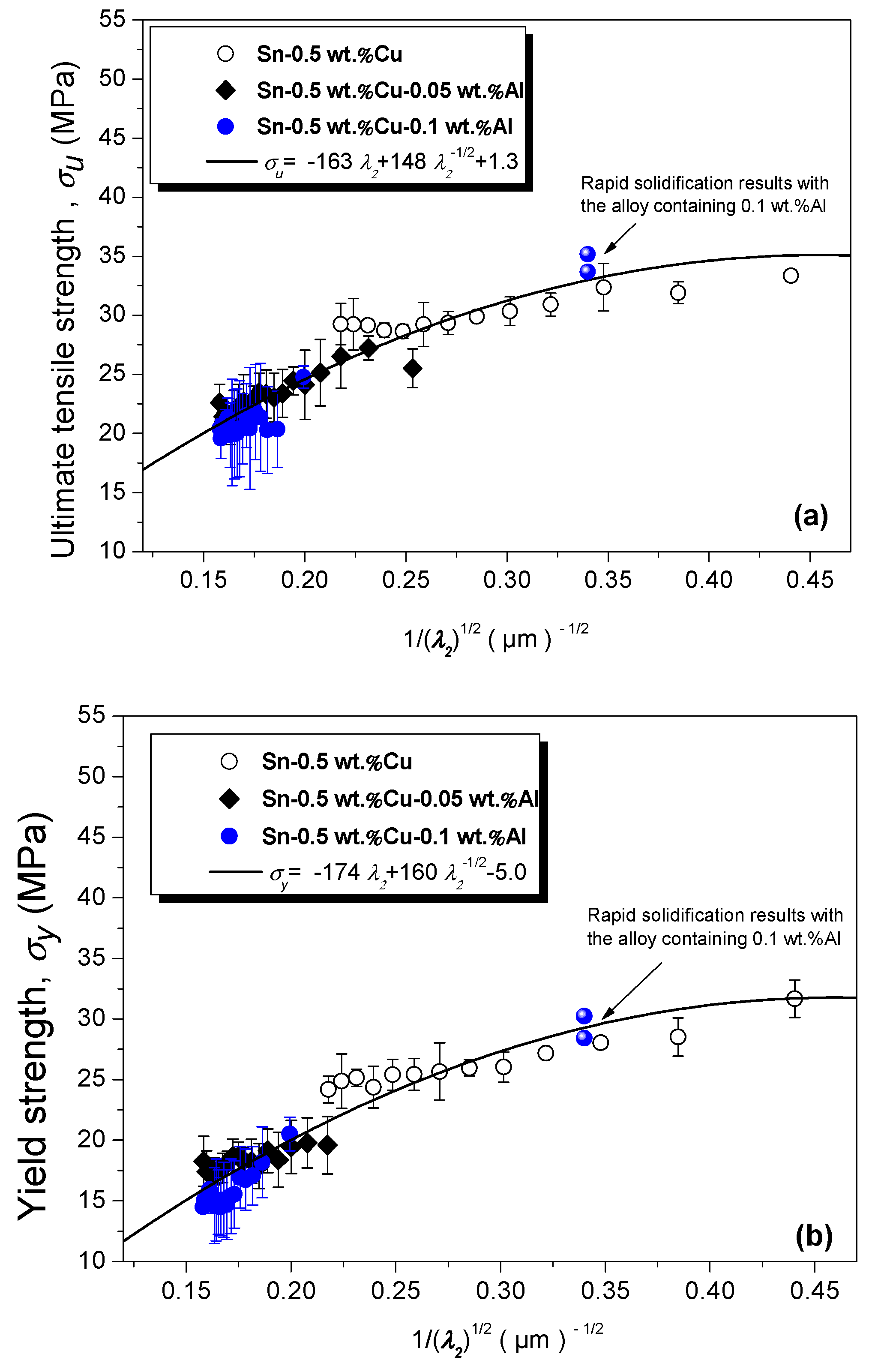
- Coarser λ2 in size due to Al addition resulted in a deleterious effect on tensile strength generated through the directional solidification experiments; but had improved ductility when compared to the non-modified Sn-0.5wt.%Cu alloy. A more refined dendritic microstructure was associated with the non-modified DS alloy. However, RS samples of the ternary Sn-0.5wt.%Cu-0.1 wt.%Al alloy resulted in finer λ2 in size with an appreciable regaining in strength. Single Hall–Petch type correlations between σu and λ2 and between σy and λ2 were proposed, which were shown to represent trends encompassing the three tested alloys. As such, if the same λ2 is considered, the effect of Al in the strength of the Sn–Cu alloy can be considered negligible.
Author Contributions
Funding
Conflicts of Interest
References
- Suganuma, K. Advances in lead-free electronics soldering. Curr. Opin. Solid State Mater. Sci. 2001, 5, 55–64. [Google Scholar] [CrossRef]
- Directive 2002/95/EC of the European Parliament and of the Council of 27 January 2003 on the Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32002L0095 (accessed on 18 January 2019).
- Mookam, N.; Tunthawiroon, P.; Kanlayasiri, K. Effects of copper content in Sn-based solder on the intermetallic phase formation and growth during soldering. IOP Conf. Ser. Mater. Sci. Eng. 2018, 361, 012008. [Google Scholar] [CrossRef]
- Huh, S.-H.; Kim, K.-S.; Suganuma, K. Effect of Au addition on microstructural and mechanical properties of Sn-Cu eutectic solder. Mater. Trans. 2002, 43, 239–245. [Google Scholar] [CrossRef]
- Spinelli, J.E.; Garcia, A. Microstructural development and mechanical properties of hypereutectic Sn–Cu solder alloys. Mater. Sci. Eng. A 2013, 568, 195–201. [Google Scholar] [CrossRef]
- Biocca, P. Tin-Copper Based Solder Options for Lead-Free Assembly. Available online: https://www.yumpu.com/en/document/read/50982768/tin-copper-based-solder-options-for-lead-free-assembly-tin-kester (accessed on 18 January 2019).
- Yang, L.; Zhang, Y.; Du, C.; Dai, J.; Zhang, N. Effect of aluminum concentration on the microstructure and mechanical properties of Sn–Cu–Al solder alloy. Microelectron. Reliab. 2015, 55, 596–601. [Google Scholar] [CrossRef]
- Piyavatin, P.; Lothongkum, G.; Lohwongwatana, B. Characterization of eutectic Sn-Cu solder alloy properties improved by additions of Ni, Co and In. Mater. Test. 2012, 54, 383–389. [Google Scholar] [CrossRef]
- Zeng, G.; Xue, S.; Zhang, L.; Gao, L. Recent advances on Sn–Cu solders with alloying elements: Review. J. Mater. Sci. Mater. Electron. 2011, 22, 565–578. [Google Scholar] [CrossRef]
- Zeng, G.; McDonald, S.D.; Gu, Q.; Terada, Y.; Uesugi, K.; Yasuda, H.; Nogita, K. The influence of Ni and Zn additions on microstructure and phase transformations in Sn–0.7Cu/Cu solder joints. Acta Mater. 2015, 83, 357–371. [Google Scholar] [CrossRef]
- Nogita, K.; Read, J.; Nishimura, T.; Sweatman, K.; Suenaga, S.; Dahle, A.K. Microstructure control in Sn–0.7 mass%Cu alloys. Mater. Trans. 2005, 46, 2419–2425. [Google Scholar] [CrossRef]
- El-Daly, A.A.; Hammad, A.E. Enhancement of creep resistance and thermal behavior of eutectic Sn–Cu lead-free solder alloy by Ag and In-additions. Mater. Des. 2012, 40, 292–298. [Google Scholar] [CrossRef]
- El-Daly, A.A.; Hammad, A.E. Development of high strength Sn–0.7Cu solders with the addition of small amount of Ag and In. J. Alloys Compd. 2011, 509, 8554–8560. [Google Scholar] [CrossRef]
- Huh, S.-H.; Kim, K.-S.; Suganuma, K. Effect of Ag addition on the microstructural and mechanical properties of Sn-Cu eutectic solder. Mater. Trans. 2001, 42, 739–744. [Google Scholar] [CrossRef]
- Leong, Y.; Haseeb, A.S.M.A.; Leong, Y.M.; Haseeb, A.S.M.A. Soldering characteristics and mechanical properties of Sn-1.0Ag-0.5Cu solder with minor aluminum addition. Materials 2016, 9, 522. [Google Scholar] [CrossRef] [PubMed]
- Gain, A.K.; Fouzder, T.; Chan, Y.C.; Sharif, A.; Wong, N.B.; Yung, W.K.C. The influence of addition of Al nano-particles on the microstructure and shear strength of eutectic Sn–Ag–Cu solder on Au/Ni metallized Cu pads. J. Alloys Compd. 2010, 506, 216–223. [Google Scholar] [CrossRef]
- Sabri, M.F.M.; Shnawah, D.A.; Badruddin, I.A.; Said, S.B.M. Effects of aging on Sn–1Ag–0.5Cu solder alloys containing 0.1 wt.% and 0.5 wt.% Al. J. Alloys Compd. 2014, 582, 437–446. [Google Scholar] [CrossRef]
- Koo, J.; Lee, C.; Hong, S.J.; Kim, K.-S.; Lee, H.M. Microstructural discovery of Al addition on Sn–0.5Cu-based Pb-free solder design. J. Alloys Compd. 2015, 650, 106–115. [Google Scholar] [CrossRef]
- Silva, B.L.; Cheung, N.; Garcia, A.; Spinelli, J.E. Thermal parameters, microstructure, and mechanical properties of directionally solidified Sn-0.7 wt.%Cu solder alloys containing 0 ppm to 1000 ppm Ni. J. Electron. Mater. 2013, 42, 179–191. [Google Scholar] [CrossRef]
- Kang, S.K.; Shih, D.-Y.; Leonard, D.; Henderson, D.W.; Gosselin, T.; Cho, S.; Yu, J.; Choi, W.K. Controlling Ag3Sn plate formation in near-ternary-eutectic Sn-Ag-Cu solder by minor Zn alloying. JOM 2004, 56, 34–38. [Google Scholar] [CrossRef]
- Ventura, T.; Terzi, S.; Rappaz, M.; Dahle, A.K. Effects of solidification kinetics on microstructure formation in binary Sn–Cu solder alloys. Acta Mater. 2011, 59, 1651–1658. [Google Scholar] [CrossRef] [Green Version]
- Ochoa, F.; Williams, J.J.; Chawla, N. Effects of cooling rate on the microstructure and tensile behavior of a Sn-3.5wt.%Ag solder. J. Electron. Mater. 2003, 32, 1414–1420. [Google Scholar] [CrossRef] [Green Version]
- Shnawah, D.A.-A.; Said, S.B.M.; Sabri, M.F.M.; Badruddin, I.A.; Hoe, T.G.; Che, F.X.; Abood, A.N. Microstructure and tensile properties of Sn-1Ag-0.5Cu solder alloy bearing Al for electronics applications. J. Electron. Mater. 2012, 41, 2073–2082. [Google Scholar] [CrossRef]
- Neu, R.W.; Scott, D.T.; Woodmansee, M.W. Thermomechanical behavior of 96Sn-4Ag and casting alloy. Trans. ASME 2001, 123, 238–246. [Google Scholar]
- Gündüz, M.; Çadırlı, E. Directional solidification of aluminium–copper alloys. Mater. Sci. Eng. A 2002, 327, 167–185. [Google Scholar] [CrossRef]
- Li, J.F.; Agyakwa, P.A.; Johnson, C.M. Effect of trace Al on growth rates of intermetallic compound layers between Sn-based solders and Cu substrate. J. Alloys Compd. 2012, 545, 70–79. [Google Scholar] [CrossRef] [Green Version]
- Uddin, A.K.M.S.; Ferdousi, H.M.; Gafur, M.A. Effect of Al addition on the microstructural and mechanical behavior of Bi doped Sn-Zn alloy. Mater. Sci. 2014, 4, 1–5. [Google Scholar]
- Reeve, K.N.; Choquette, S.M.; Anderson, I.E.; Handwerker, C.A. Rapid solidification of Sn-Cu-Al alloys for high-reliability, lead-free solder: Part II. Intermetallic coarsening behavior of rapidly solidified solders after multiple reflows. Metall. Mater. Trans. A 2016, 47, 6526–6541. [Google Scholar] [CrossRef]
- Nogita, K. Stabilisation of Cu6Sn5 by Ni in Sn-0.7Cu-0.05Ni lead-free solder alloys. Intermetallics 2010, 18, 145–149. [Google Scholar] [CrossRef]
- Nogita, K.; McDonald, S.; Zindel, J.; Dahle, A. Eutectic solidification mode in sodium modified Al-7 mass%Si-3.5 mass%Cu-0.2 mass%Mg casting alloys. Mater. Trans. 2001, 42, 1981–1986. [Google Scholar] [CrossRef]
- Sebaie, O.E.; Samuel, A.M.; Samuel, F.H.; Doty, H.W. The effects of mischmetal, cooling rate and heat treatment on the eutectic Si particle characteristics of A319.1, A356.2 and A413.1 Al–Si casting alloys. Mater. Sci. Eng. A 2008, 480, 342–355. [Google Scholar] [CrossRef]
- Spinelli, J.E.; Bogno, A.-A.; Henein, H. Two-zone microstructures in Al-18Si alloy powders. Metall. Mater. Trans. A 2018, 49, 550–562. [Google Scholar] [CrossRef]
- Wu, C.M.L.; Yu, D.Q.; Law, C.M.T.; Wang, L. Microstructure and mechanical properties of new lead-free Sn-Cu-RE solder alloys. J. Electron. Mater. 2002, 31, 928–932. [Google Scholar] [CrossRef]
- Grugel, R.N.; Lograsso, T.A.; Hellawell, A. The solidification of monotectic alloys—Microstructures and phase spacings. Metall. Mater. Trans. A 1984, 15, 1003–1012. [Google Scholar] [CrossRef]
- Yang, L.; Zhang, Y.; Dai, J.; Jing, Y.; Ge, J.; Zhang, N. Microstructure, interfacial IMC and mechanical properties of Sn–0.7Cu–xAl (x = 0–0.075) lead-free solder alloy. Mater. Des. 2015, 67, 209–216. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal | Al | Fe | Ni | Si | Cu | Pb | Zn | Bi | Sn |
|---|---|---|---|---|---|---|---|---|---|
| Al | balance | 0.09 | 0.03 | 0.06 | 0.06 | - | - | - | - |
| Cu | - | 0.07 | - | - | balance | 0.002 | - | - | - |
| Sn | - | 0.0025 | 0.0001 | - | 0.0004 | 0.001 | 0.0002 | 0.0084 | balance |
| Alloy | Cooling Rate (°C/s) | Eutectic Area Fraction (%) |
|---|---|---|
| Sn-0.5wt.%Cu | 1.00 | 35.20 |
| 0.45 | 35.05 | |
| 0.15 | 37.60 | |
| Sn-0.5wt.%Cu-0.05wt.%Al | 1.00 | 8.45 |
| 0.45 | 11.15 | |
| 0.15 | 5.35 | |
| Sn-0.5wt.%Cu-0.1wt.%Al | 1.00 | 5.40 |
| 0.45 | 7.05 | |
| 0.15 | 6.00 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lima, T.S.; de Gouveia, G.L.; da Silva Septimio, R.; da Cruz, C.B.; Silva, B.L.; Brito, C.; Spinelli, J.E.; Cheung, N. Sn-0.5Cu(-x)Al Solder Alloys: Microstructure-Related Aspects and Tensile Properties Responses. Metals 2019, 9, 241. https://doi.org/10.3390/met9020241
Lima TS, de Gouveia GL, da Silva Septimio R, da Cruz CB, Silva BL, Brito C, Spinelli JE, Cheung N. Sn-0.5Cu(-x)Al Solder Alloys: Microstructure-Related Aspects and Tensile Properties Responses. Metals. 2019; 9(2):241. https://doi.org/10.3390/met9020241
Chicago/Turabian StyleLima, Thiago Soares, Guilherme Lisboa de Gouveia, Rudimylla da Silva Septimio, Clarissa Barros da Cruz, Bismarck Luiz Silva, Crystopher Brito, José Eduardo Spinelli, and Noé Cheung. 2019. "Sn-0.5Cu(-x)Al Solder Alloys: Microstructure-Related Aspects and Tensile Properties Responses" Metals 9, no. 2: 241. https://doi.org/10.3390/met9020241