1. Introduction
Titanium alloys are widely used in various engineering applications in the aerospace, aircraft, electronics, and shipbuilding industries [
1] due to their excellent overall properties, such as low density, high strength-to-weight ratio, and excellent corrosion resistance [
2,
3]. Due to the continuous improvement of modern properties, titanium alloy materials require continuous improvement of surface integrity to achieve serviceability [
4,
5,
6]. However, it is well known that surface integrity is an important area of aero-engine research, as surface integrity determines the performance of the engine and, in turn, the proper operation of the entire system. Aerospace often uses abrasive belts to grind blades to improve surface integrity [
7,
8] and thus fatigue life. Fatigue life is mainly influenced by roughness [
9], hardness [
9,
10], and compressive residual stress [
11]; therefore, fatigue life can be improved by improving grinding parameters and levels for higher roughness, increased surface hardness, and compressive residual stress [
12].
Many studies have found that the surface roughness after grinding has a great influence on fatigue life [
9]. Surface micro-scratches, as one of the stress concentration factors [
13], cannot be neglected in fatigue analysis and fatigue life assessment of metallic materials, especially in high cycle fatigue and ultra-high cycle fatigue [
14]. Surface micro-scratches are inevitably caused during the grinding process and are considered “fatigue defects”. These defects can cause stress concentrations that weaken the material’s resistance to fatigue failure, resulting in cracking defects that can lead to reduced life. Zhu et al. [
15] studied the effect of abrasive belt grinding force on roughness, which was further divided into grinding linear speed and grinding depth, and the grinding linear speed and grinding depth resulted in different roughness. Zhao et al. [
16] found that surface roughness has a great influence on contact noise, vibration, friction, and wear of work, and surface damage can be eliminated by improving roughness through grinding. Sun et al. [
17] studied the roughness of silicon nitride ceramics with different grinding parameters and found that the linear speed of grinding affected the roughness the most, and the surface roughness increased as the radial feed rate increased. Tan et al. [
18] found that the reduction of grinding roughness from Ra 0.43 to 0.15 μm for titanium alloy had a greater effect on fatigue life than the reduction of residual compressive stress from 600 MPa to 300 Mpa. When the surface roughness is less than a certain threshold (Ra 0.5–0.1 μm), the change in roughness no longer affects the fatigue strength [
19]. Researchers have also found significant changes in the surface morphology of the material when the surface roughness produced by grinding is based on a threshold value of 0.2 μm [
19,
20]. The difference in material removal rate and thus roughness due to processing parameters was classified into 0.4 μm and 0.2 μm based on the division of industries and the effect of equipment removal rate [
21,
22,
23]. Based on the above studies, most researchers just concentrate on grinding to reduce the surface roughness and do not care about the effect of surface roughness on other surface integrities under the condition of lower surface roughness.
Numerous studies in recent years have shown that the use of abrasive belt grinding improves surface integrity, not only in terms of surface roughness but also in terms of surface hardness and residual stresses [
10,
24]. Grinding generates a lot of heat, which makes the material surface hard and can lead to an increase in hardness. Gao et al. [
25] increased the surface hardness by studying that grinding generates a lot of heat and therefore transforms into a martensitic structure in the surface layer of the material, which reduces the softening width by double-pass grinding. Liu et al. [
26] studied the surface hardening produced after grinding, and the results showed that the surface hardness and thickness of the hardened layer were mainly affected by the grinding depth, and the grinding depth and rotational speed should be controlled to obtain the maximum surface hardness and thickness of the hardened layer. Xiu et al. [
27] controlled the hardness by controlling the grinding heat and mechanical force, and thus the wear resistance of the workpiece. Nowadays, most scholars and experts discuss fatigue life through residual stresses and increase residual stresses to achieve increased fatigue life [
28,
29,
30]. Yao et al. [
31] studied the fatigue strength of ultra-high strength steel in large structures in terms of residual stresses and found that different grinding wheel speeds resulted in different residual stresses and affected layers. Zhao et al. [
32] investigated the effect of crystal orientation (CO) on the distribution of residual stresses induced by micro-grinding, and the results showed that the effect of CO on residual stresses was significant. Li et al. [
33] studied the effect of residual stresses on the life of cams during grinding and finally found that temperature and grinding speed played a key role in the life of cams. Zhao et al. [
11] studied the residual stress state on the surface of abrasive belt grinding tracks, for which the effect of different grinding process parameters on residual stresses was investigated, and the results showed that tensile residual stresses were found in the grinding direction, while residual stresses in the radial direction were mainly maintained in the form of compressive stresses. Shen et al. [
34] studied the residual stress distribution in martensitic effective rigid after grinding, and the results showed that the residual stresses and the peak residual stresses were largely dependent on the grinding speed, with greater residual stresses occurring as the speed increased. B. Denkena et al. [
35] investigated the residual stresses inside the tool after grinding, and larger grain size lead to more compressive residual stresses, while higher feed speed shifted the stresses to the tensile state. Chen et al. [
36] investigated the residual stresses induced by ultra-high-speed grinding of difficult-to-machine materials, and the results showed that smaller grinding depths and higher grinding speeds are beneficial to achieving better residual stresses. Sun et al. [
37] investigated the different residual stresses due to large changes in the heat gradient generated by grinding, and by optimizing the grinding process parameters, the residual tensile stresses could be effectively reduced and the residual compressive stresses increased. However, few papers have reported the differences between residual stresses, surface topography, and surface hardness at the same roughness, and which parameters and levels should be changed to increase residual stresses, surface topography, and surface hardness at the same roughness conditions.
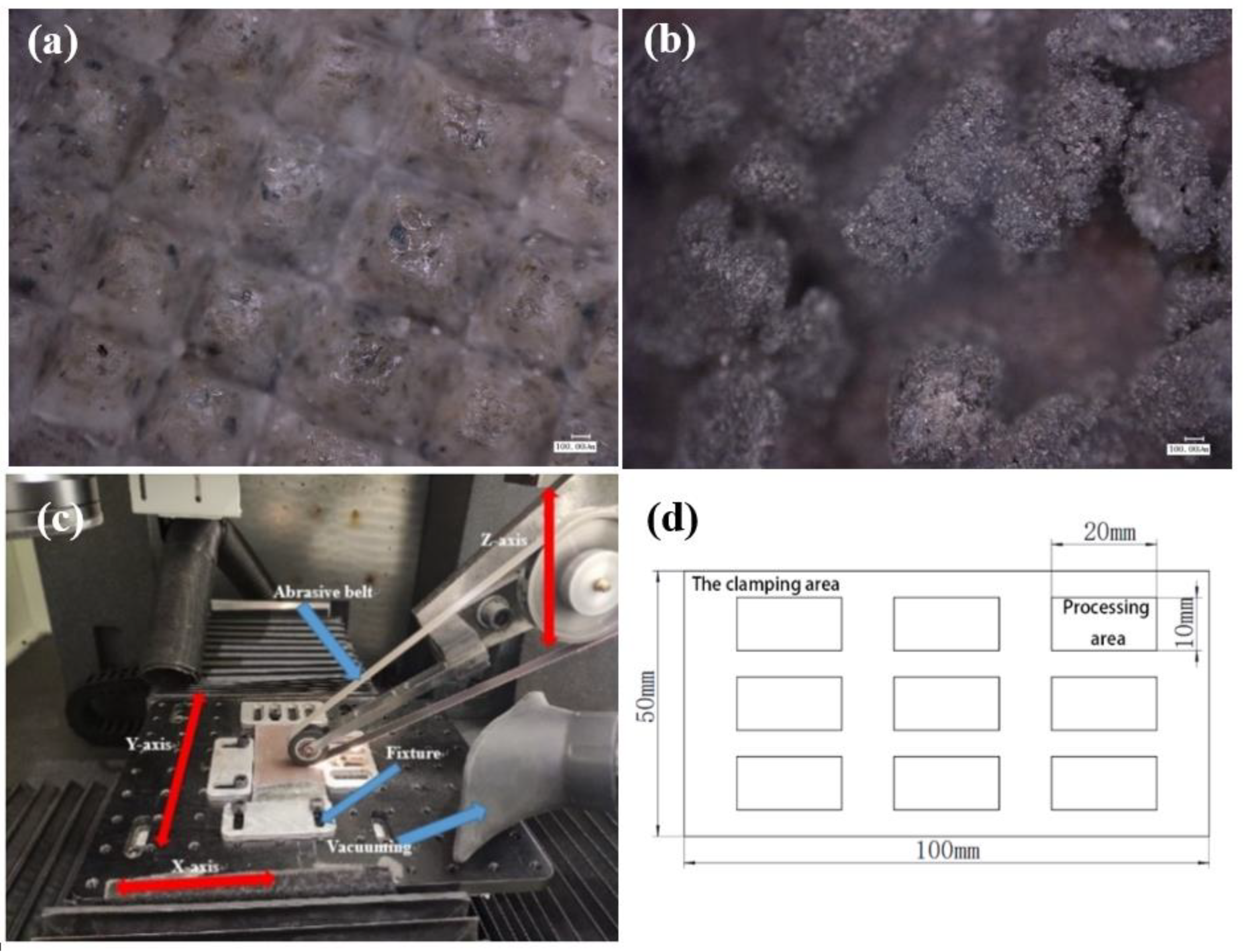
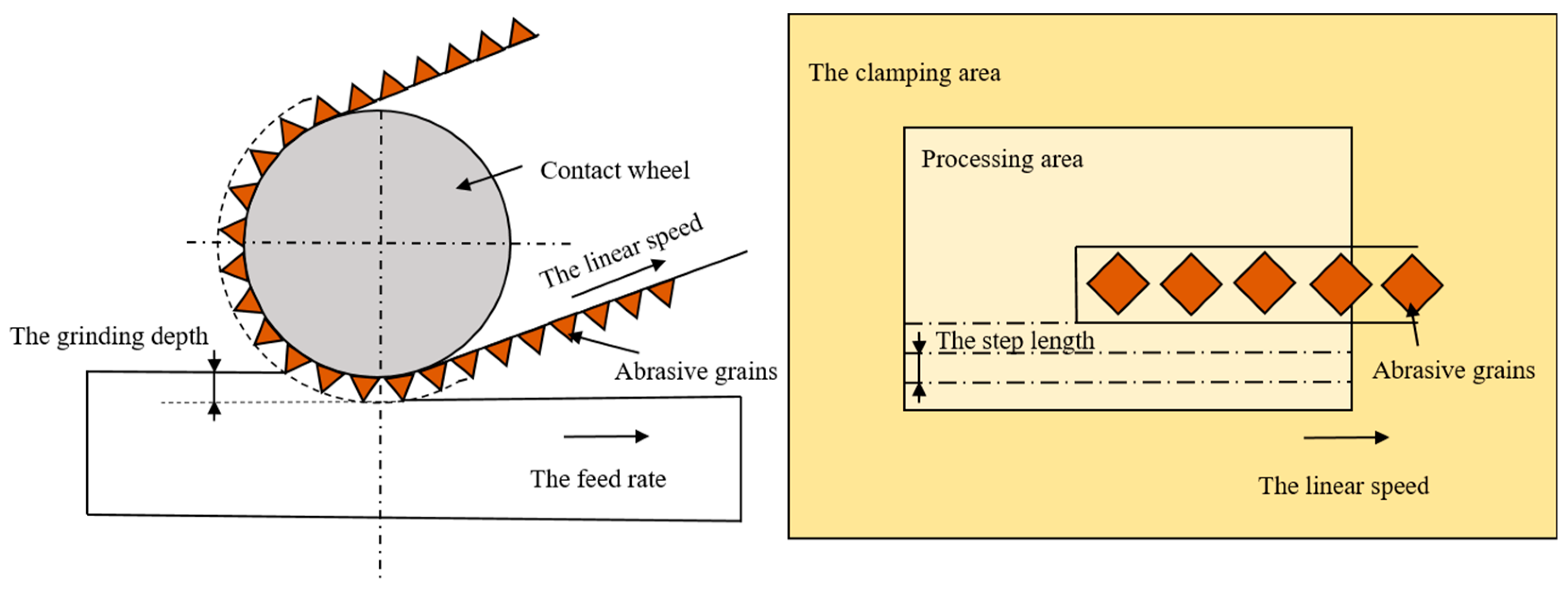
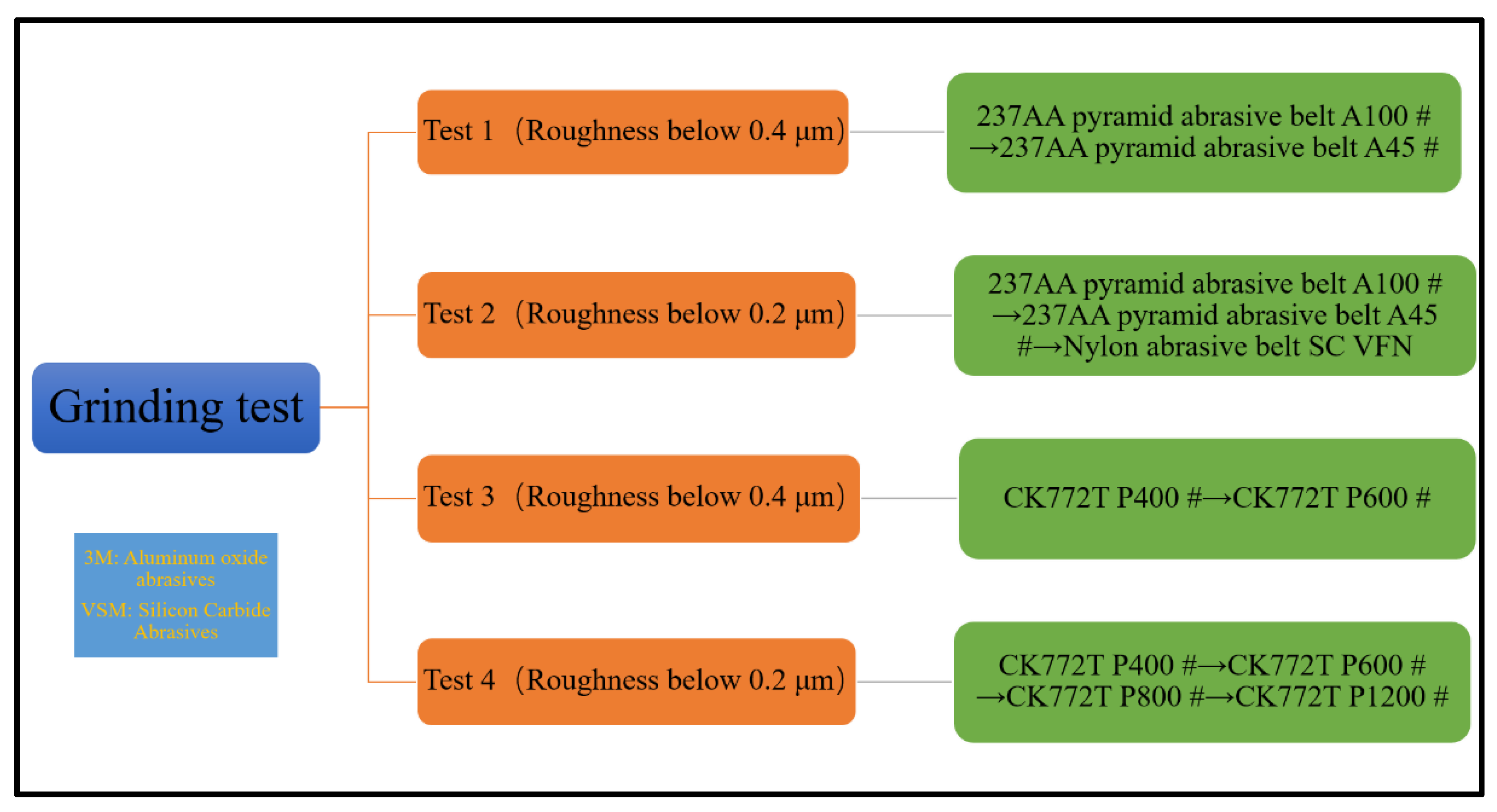
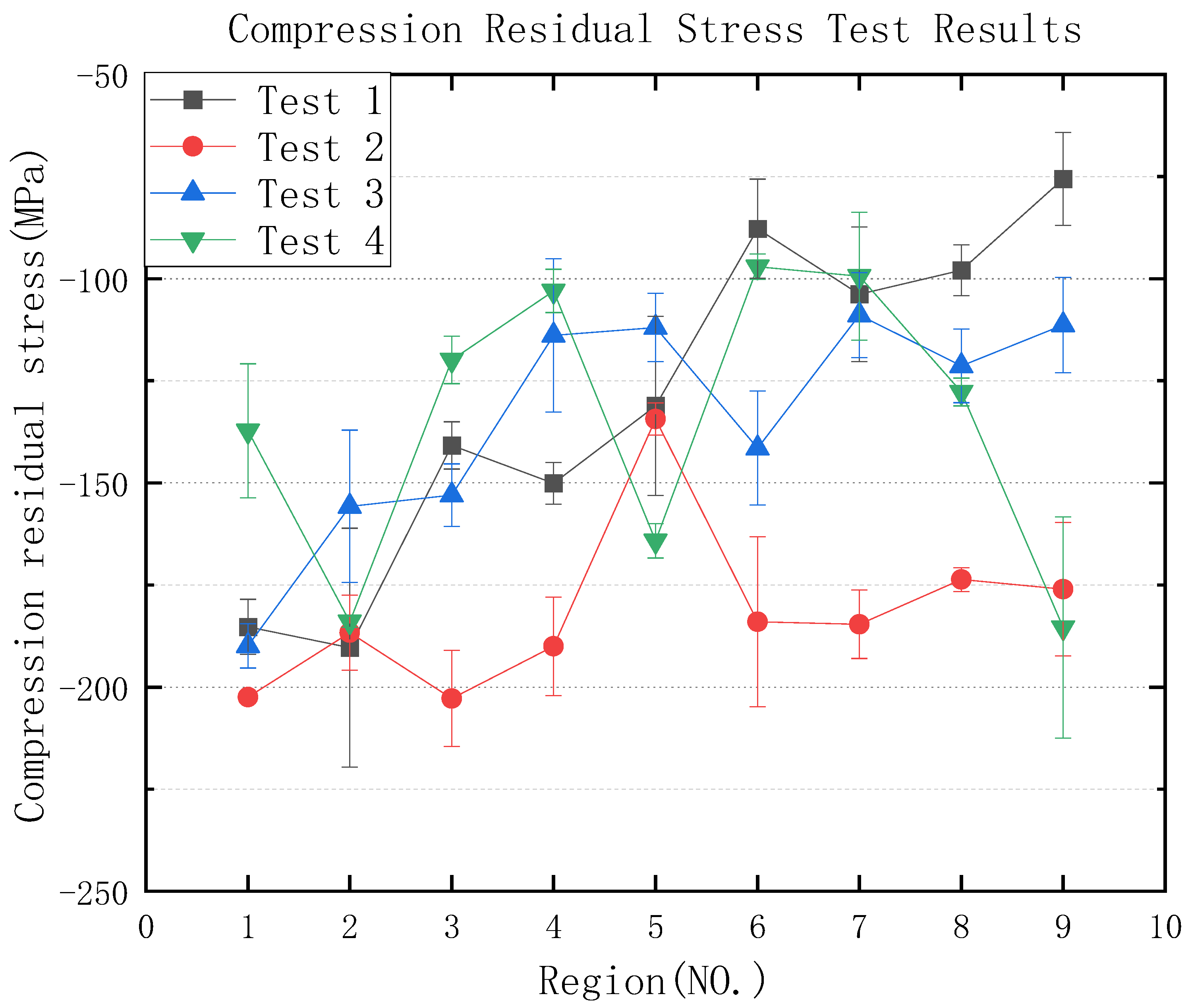
With the above description, most researchers only study the effect of grinding on surface integrity and thus improve grinding parameters and level adjustment of surface integrity. The grinding parameters are the different parameters (step length, linear speed, feed rate, and grinding depth in this paper) and the grinding levels are the values for adjusting the parameters (1 mm, 2 mm, and 3 mm steps length in this paper). Most researchers have not investigated the effect on other surface integrity based on low roughness conditions. Therefore, based on the above description and the conditions of machine accuracy, this paper will study the effect of low roughness on other surface integrity under the conditions of surface roughness Ra below 0.4 μm, between 0.4 μm–0.2 μm, and in two ranges below 0.2 μm, respectively. In conclusion, this paper investigates the differences in residual stress, surface hardness, and surface topography of titanium alloys ground by different models of abrasive belts of the same type to the same roughness Ra (0.4 μm/0.2 μm) under different combinations of parameters and levels. From this, the parameters and levels that should be changed to improve the integrity of a single surface are derived from the experiments. The surface morphology of the titanium alloy surface was first examined, and the residual stress was measured. Next, the surface hardness was measured, and finally, the titanium alloy specimens were wire cut to observe the surface and subsurface morphology. In this paper, abrasive belt grinding of titanium alloy TC4 with different parameters and levels of roughness Ra between 0.4 μm–0.2 μm and below 0.2 μm were used to compare the different residual stresses, surface morphology, and surface hardness, which provides a basis for subsequent changes in single surface integrity.

 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}