1. Introduction
Due to their unique properties, rare earth elements (REEs) find a broad application in different areas such as catalysts, alloys, glass polishing, ceramics and permanent magnets [
1]. However, the common occurrence and the low concentration in ores [
2] means the extraction of REEs as pure elements is costly and it requires more complex flowsheets than used for other metals such as gold [
3]. The whole extraction process comprises not only the REE extraction from raw materials but also a subsequent separation of individual REEs. Furthermore, the Chinese export restrictions, very few effective substitutes for certain REEs, low recycling rates, growing demand and negative effects of REE extraction on the environment impede the secure supply, especially of countries without their own natural reserves [
4]. Consequently, alternative REE supply sources must be found [
5], recycling rate has to be improved [
6] as well as economic and efficient extraction processes have to be developed for the new raw materials.
The extraction process depends strongly on the REE mineralogy and on the ore/concentrate grade resulting in two routes. On the one hand, the REEs are extracted from high-grade ore concentrates obtained by beneficiation. For example, it is possible to produce a bastnäsite concentrate containing 70 wt% of REO by physical beneficiation and subsequent HCl leaching [
7]. The leach liquors obtained by this route contain high amounts of REEs and a low concentration of impurities. The subsequent separation of individual REEs can be carried out directly or after impurity removal, e.g., by hydrolysis-precipitation. On the other hand, REEs are extracted from low grade raw materials without the beneficiation step (e.g., ion-adsorption deposits [
8], umbers [
9], ferromanganese nodules [
10]) or from ore concentrates with low enrichment (e.g., eudialyte [
11], apatite [
12]). The REE solutions obtained by leaching of the low grade raw materials are more contaminated by elements that dissolve together with the REEs and usually contain only several grams of REO per liter [
11,
13] or even less [
9]. In this case the separation of individual REEs can only be carried out after REE enrichment and REE separation from impurities. For the impurity separation there are mainly three different ways:
modification of the chemical state of the impurities before leaching (e.g., selective roasting [
14], carbothermic reduction of iron [
15], magnetizing roasting of iron [
16], reduction of Fe
to Fe
and subsequent solvent extraction with primary amines [
17]),
REE removal from the leach liquor (e.g., sulfate/double sulfate precipitation [
7,
18,
19], oxalate precipitation [
7,
9], ammonium bicarbonate precipitation [
20], solvent extraction [
21]),
impurity removal from the leach liquor (hydrolysis-precipitation [
22], solvent extraction [
23,
24]).
Impurities can be divided into two groups according to their value: low-value compounds (e.g., aluminum, iron, calcium) and high-value compounds (e.g., zirconium, manganese, niobium). Aluminum and iron represent typical low-value compounds which are very often associated with REEs in primary (e.g., ion-adsorption deposits [
25], umbers [
9], ferromanganese nodules [
10]) as well as in secondary raw materials (e.g., red mud [
26], Bayan Obo tailings [
16], FCC catalyst waste slag [
22], NdFeB magnets [
21]). In research papers found the separation of aluminum and iron from REEs is performed (apart from the modification of chemical state of iron [
14,
15,
16,
17] and aluminum [
14]) generally after leaching in subsequent operations (
Table 1). The applied techniques include REE oxalate precipitation [
9], solvent extraction of Nd
with D2EHPA [
21], hydrolysis-precipitation of Al
[
22], solvent extraction of Al
with saponified naphthenic acid [
23] and other less common methods. Due to the complexity of the whole extraction process, the REE separation from impurities should be uncomplicated and inexpensive. According to that, the impurity removal by solvent extraction with naphthenic acid and by hydrolysis-precipitation are particularly suitable as the price of naphthenic acid (NA) is low, compared to phosphate and amine based extractants, and the hydrolysis-precipitation requires less chemicals than oxalate or double sulfate precipitation. However, it is not obvious in which cases which method should be applied preferentially. The main purpose of this study is to clarify this question.
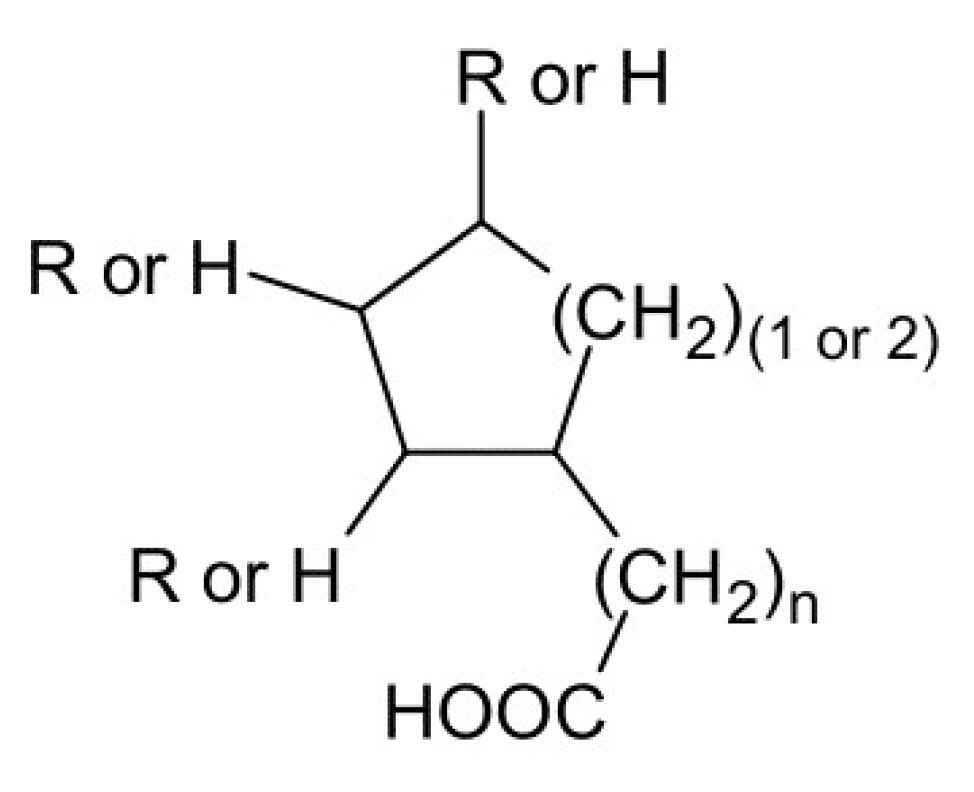
Naphthenic acid (NA), or more precisely, naphthenic acids are produced from petroleum or crude oil and are mainly composed of cyclic aliphatic monocarboxylic acids with varying composition (
Figure 1). The major advantages of NA are low cost, high loading capacity in regard to REEs and easy stripping [
31].
The application of NA is severely limited by the acid number range of NA. For example, it is scientifically proven that only NA with the acid number higher than 170 mg KOH/g can extract yttrium effectively from REEs [
32].
The impurity removal with NA has been already patented [
33,
34] and the process has been employed in industry [
30]. In addition to the mentioned application, NA has been used for REE extraction since the 1960s. It is beside di(2-ethylhexyl)phosphoric acid and 2-ethylhexyl phosphoric acid mono-2-ethylhexyl ester a main extractant in the REE separation industry [
17]. Other applications of naphthenic acid are REE enrichment from diluted solutions and anion exchange. Usually both processes are carried out if REEs are leached with sulfuric acid or ammonium sulfate from low grade raw materials such as ion adsorption clays. The REE enrichment and the anion exchange should be performed because the separation of individual REEs is done preferable from chloridic or nitric solutions with high REE content [
7]. Furthermore, the REE solubility in sulfate solution is in comparison to hydrochloric or nitric solutions lower, especially whether the solution is contaminated with alkali metal ions (formation of double sulfates).
As mentioned above, the present paper deals with the removal of aluminum and iron from REEs represented by lanthanum by solvent extraction with saponified NA in the system M(SO) [M = La, Al, Fe]-HSO-HO/SAP-NA-2-oct.-kerosene and by hydrolysis-precipitation. Both methods are chosen due to their economic manner (low costs of NA in comparison to phosphate and amine based extractants; low chemical consumption by hydrolysis-precipitation) and industrial significance. The study compares both methods and shows in which cases which method should be applied preferentially. Moreover, limitations of both methods are discussed and explained. Finally, a process for the production of high-purity REE solution is proposed.
3. Results and Discussion
3.1. Stability of Microemulsion
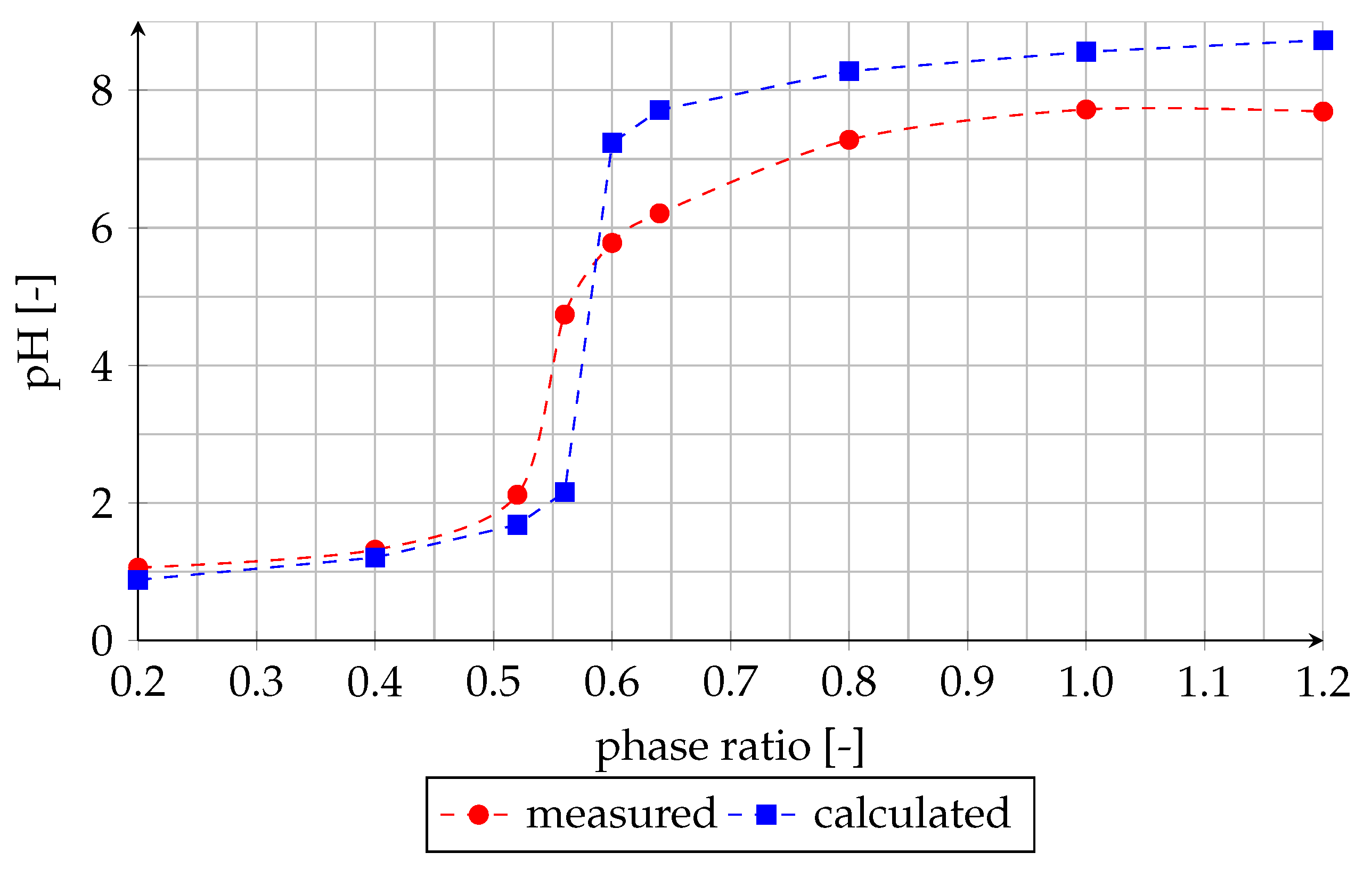
First, the stability of saponified organic phase after mixing with acidic water was investigated. The measured pH value of the aqueous phase depending on the phase ratio is shown in
Figure 2. Additionally, in the diagram a theoretical curve is plotted which would result after a complete neutralization of all OH
ions present in the organic phase.
After mixing the saponified organic phase with acidic water the pH value of the aqueous phase increases (
Figure 2); the neutralization reaction takes place (Equation (
4)).
This implies that the microemulsion decomposes. When comparing the measured values with the theoretical curve it becomes obvious that a complete neutralization and thus a complete decomposition occurs only when the equilibrium pH value of the aqueous phase after the extraction is below 5.5. At higher pH values, a part of OH ions remains in the organic phase.
Additionally, the kinematic viscosity and the density of the organic phase were measured before (OP), after (SAP-OP) saponification and after mixing with acidic water (E-OP) at a phase ratio of 0.6. The results are shown in
Table 3.
The results in
Table 3 indicate that the kinematic viscosity and the density of the organic phase increase after saponification. Nevertheless, after mixing with acidic water the values are comparable with those of unsaponified organic phase. It confirms the decomposition of the microemulsion.
3.2. Equilibrium Extraction Experiments from Single-Component Solutions
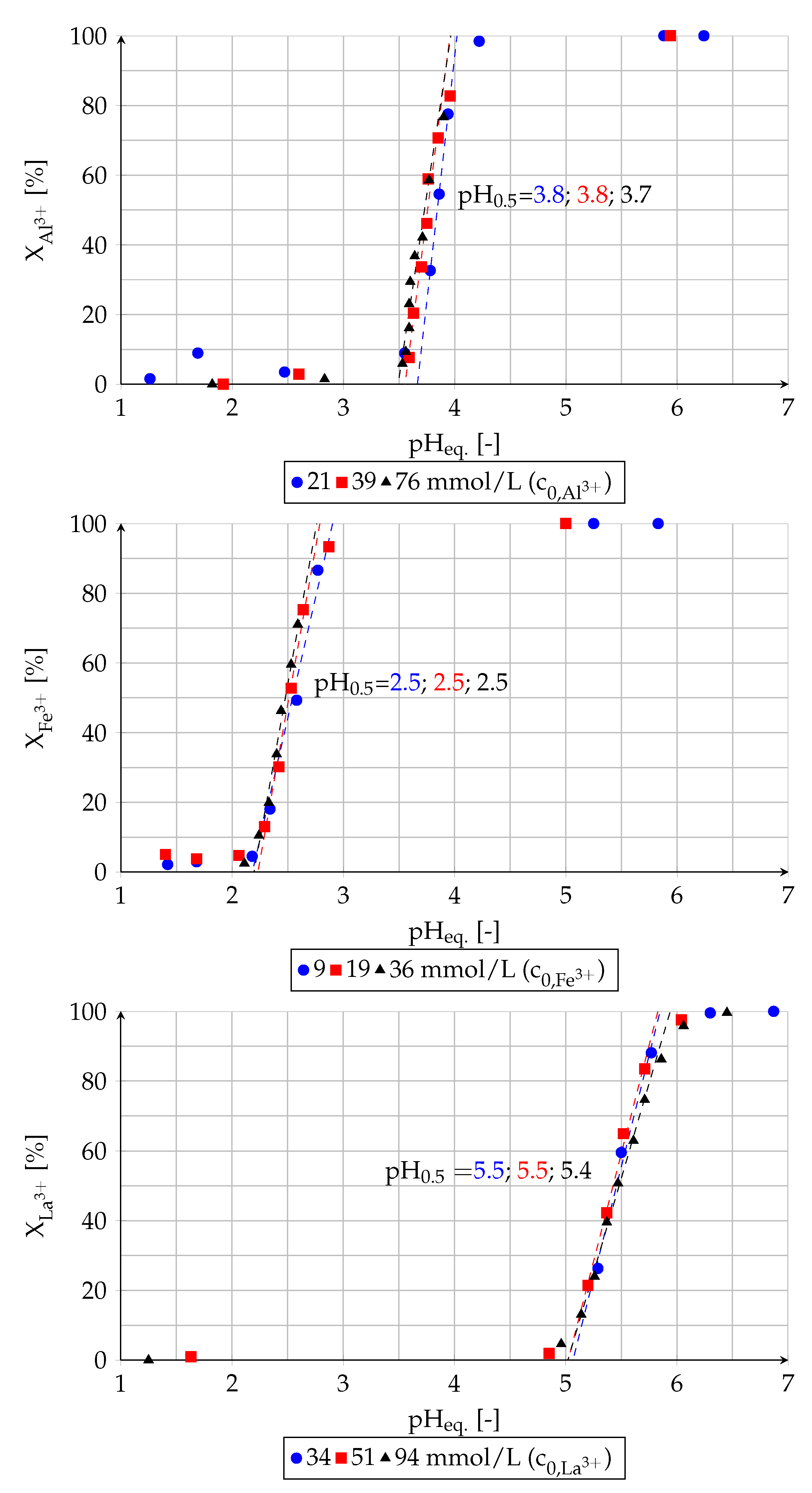
The influence of the equilibrium pH value on the extraction of Al
, Fe
and La
from single-component solutions was investigated for different initial concentrations of the elements. The obtained extraction yields (X) are shown in
Figure 3.
As it can be seen, the extraction takes place after the raffinate reaches a certain pH value. After that, the extraction yields between 15% and 85% increase in all cases nearly linearly. The corresponding pH
values can be determined from a regression line which are listed in
Table 4.
According to the determined pH
values, the extractability increases in the following order: Fe
>Al
>La
, which is consistent with the sequence determined by Preston (1985) [
36]. However, each determined pH
value is higher. The discrepancy can be attributed to the different composition of organic and aqueous phase. Preston (1985) [
36] conducted extraction experiments without addition of a modifier and naphthenic acid was dissolved in xylene. Furthermore, the aqueous phase contained metal nitrates and sodium nitrate.
To explain the difference between the pH values in more detail, certain preliminary experiments were conducted which are discussed shortly. The exchange of sulfate by chloride ions causes a lowering of the pH from 5.5 to 5.0 during the lanthanum extraction. Moreover, it was observed that during the aluminum extraction from sulfate solution without addition of 2-octanol emulsion is formed which does not recede even after long shaking time. Furthermore, the pH value is almost the same as with the addition of modifier. In summary, apparently the composition of aqueous phase mainly affects the pH value. However, more detailed studies on the effect of the composition of organic and aqueous phase on the shift of pH value required for the extraction of each metal ion should be carried out.
3.3. Limitations by Extraction of Aluminum and Iron
In the previous section, it has been shown that saponified naphthenic acid is able to extract aluminum, iron and lanthanum from sulfuric acid solutions. However, the extraction process of aluminum and iron has some limitations which are discussed in this section.
It is well known that during the aluminum extraction with saponified naphthenic acid emulsion is formed under certain conditions [
23,
24]. According to Yang and Qiu (2017) [
23], the emulsification is caused by extraction of macromolecular aluminum hydroxides. This study reveals additional information about the formation of emulsions. It was found that the emulsification occurs mainly due to the slow rate of aluminum extraction and due to the high pH value required for the extraction. This has been investigated in the experiment
(3). The detailed explanation is provided below.
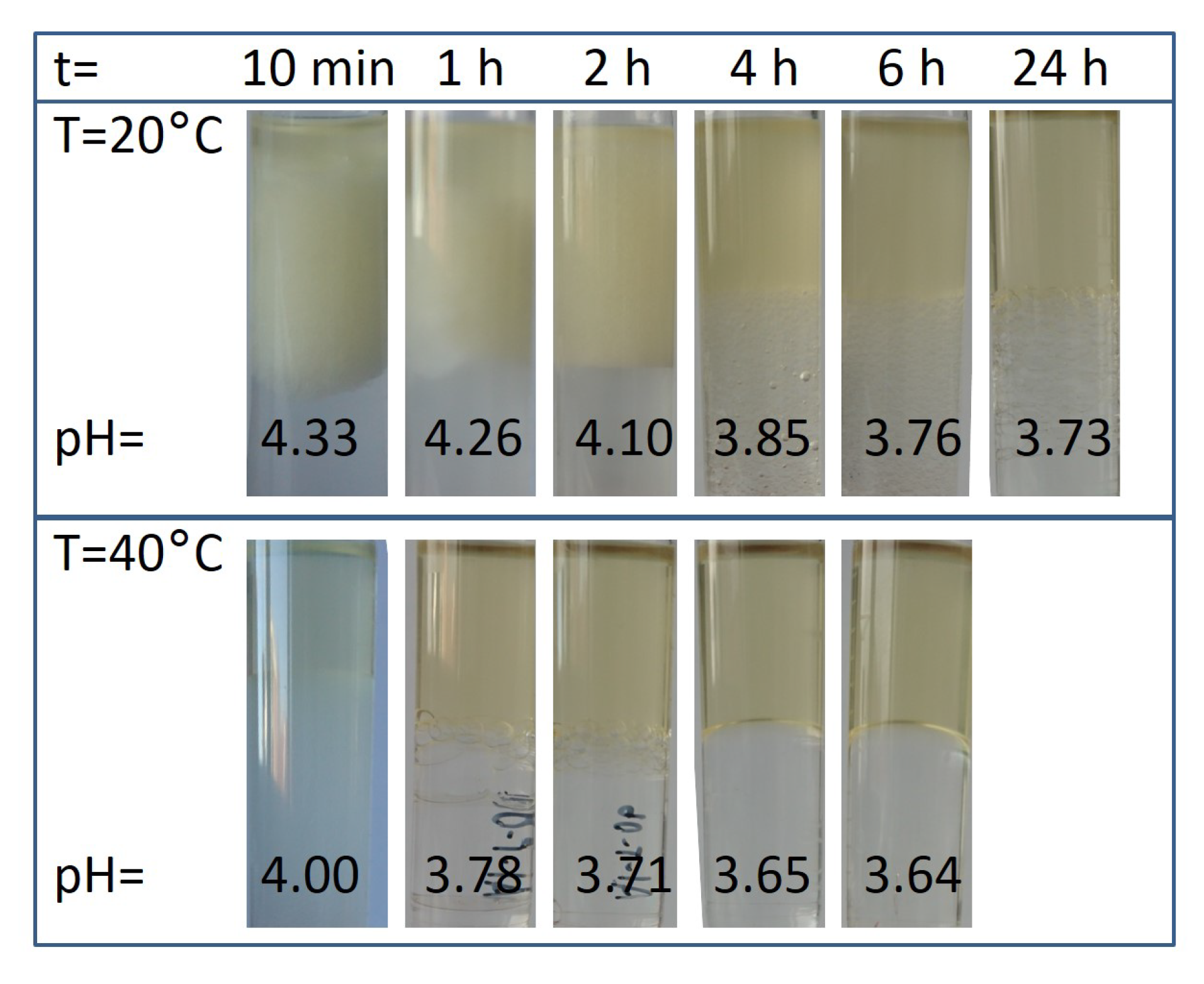
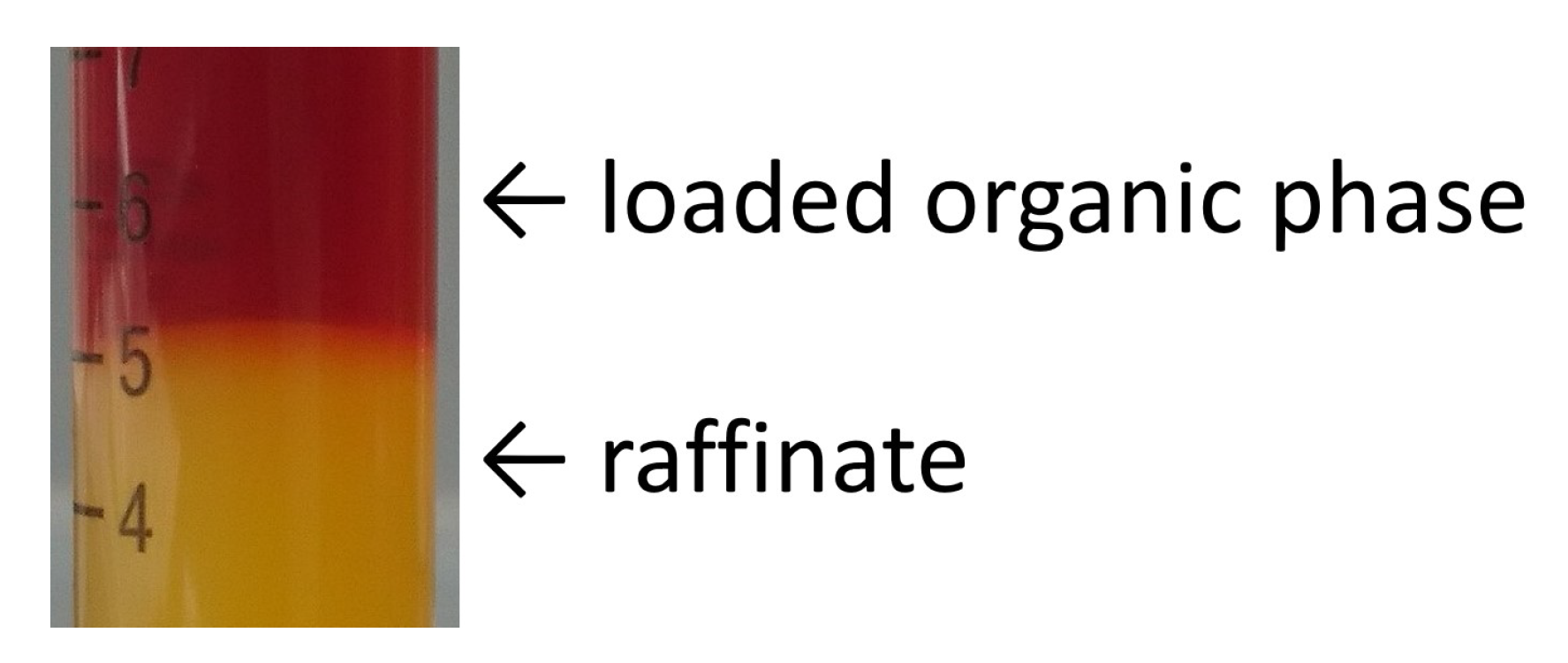
Figure 4 shows the mixture of organic and water phase and corresponding pH values of the raffinate during aluminum extraction as a function of shaking time and extraction temperature.
The observations during these investigations indicate that at the beginning of the extraction at room temperature the pH value of the aqueous phase increases strongly from approx. 1.00 to 4.33 and an emulsification occurs. Moreover, both phases become turbid and the rate of phase separation is slow. An extension of shaking time leads to the decrease in pH value of raffinate, to the receding of the emulsion and to the improvement in phase separation. Conducting the extraction at higher temperatures accelerate the processes.
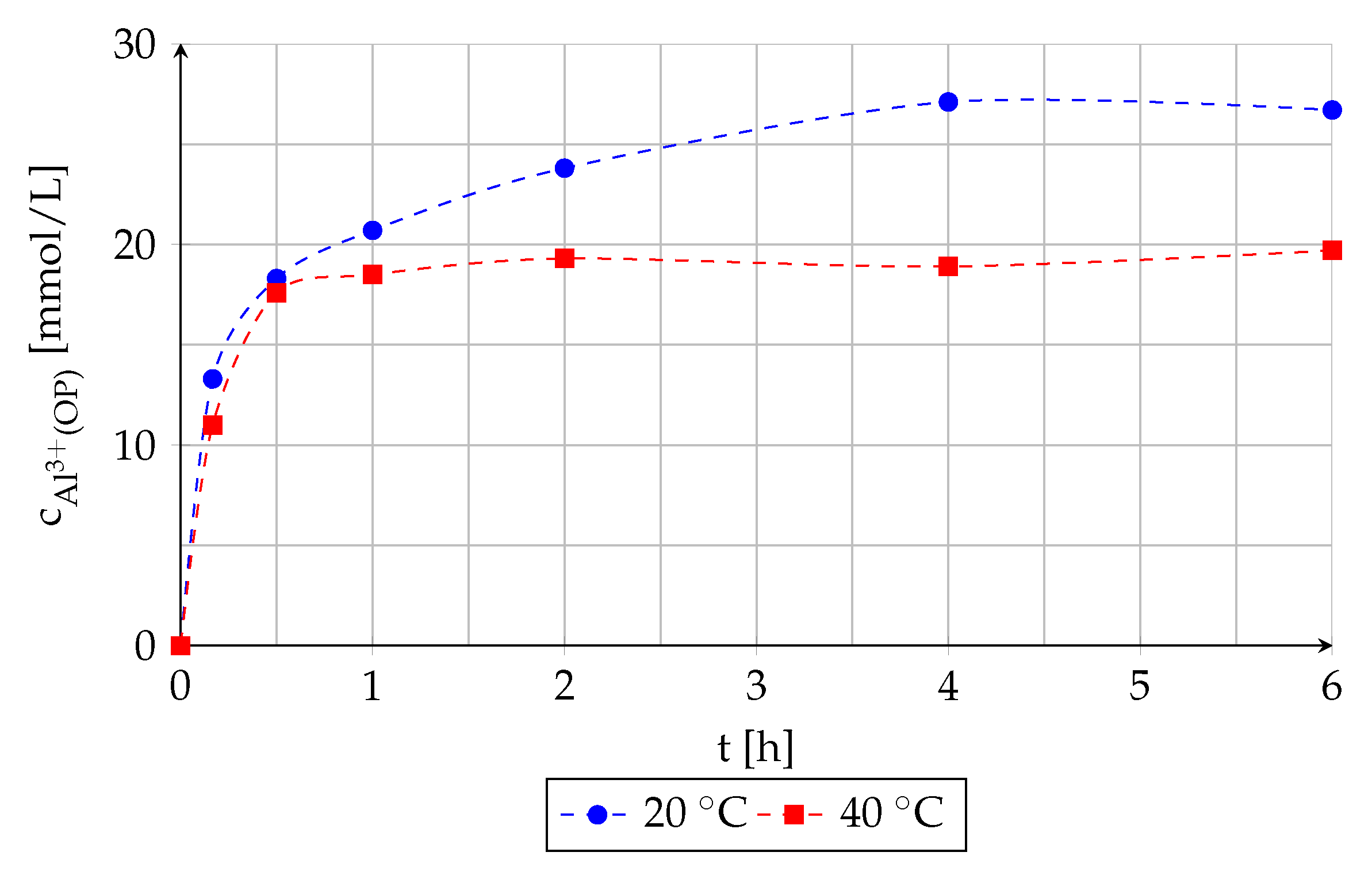
The strong increase in pH value at the beginning of the extraction indicates that the rate of decomposition of the microemulsion occurs much faster than the rate of aluminum extraction. This statement confirms the measured aluminum concentration in organic phase in dependence of extraction time outlined in
Figure 5. The complete aluminum extraction at room temperature takes approximately 4 h. The increase in extraction temperature accelerates the receding of the emulsion, however, lower amounts of aluminum ions are extracted probably because of the evaporation of ammonia.
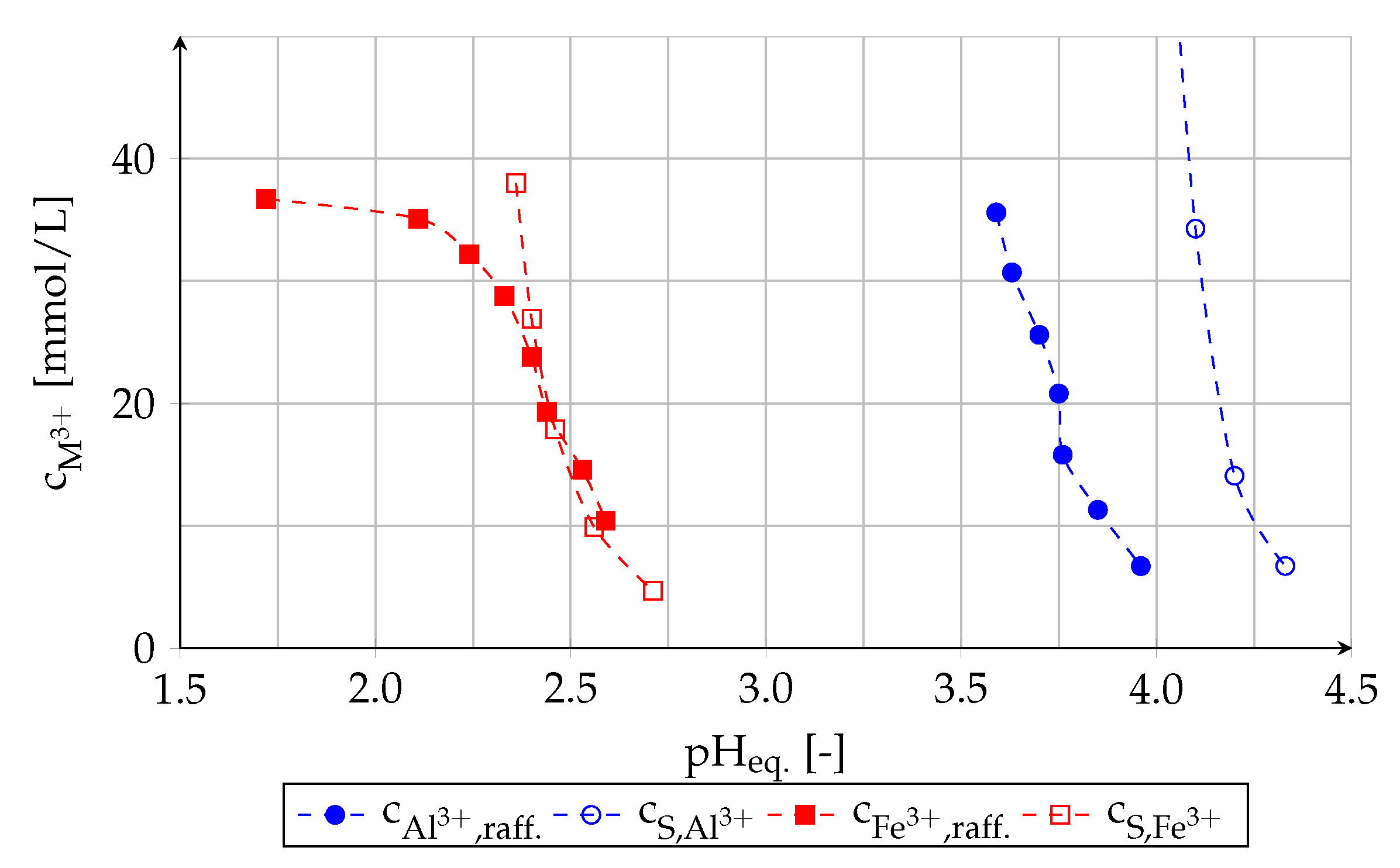
Due to the slow rate of aluminum extraction the pH value of the raffinate becomes higher than 4 at the beginning of the process. In this pH range the hydrolysis of aluminum ions takes place (Equation (
5) [
37]); soluble as well as insoluble hydroxides are formed. The solubility (c
) of aluminum ions, which was determined in preliminary experiments, decreases strongly above a pH value of 4 (
Figure 6).
The emulsification can be therefore explained by the strong increase in the pH value at the beginning of the extraction and by the resulting hydrolysis of aluminum ions. The key conclusion is that the emulsification can be avoided by strict controlling of the pH value during the extraction (e.g., by slowly adding the organic phase) or by lowering of the pH value (e.g., by modification of the composition of organic and aqueous phase).
Another important point which has to be considered during the aluminum extraction is the viscosity of the loaded organic phase.
Table 5 provides determined values for the kinematic viscosity and for the density of the loaded organic phase depending on the aluminum concentration.
The kinematic viscosity of the loaded organic phase increases strongly with aluminum concentration. At a concentration of about 60 mmol/L the viscosity of the organic phase becomes approximately 20 times higher than that of the unloaded organic phase. Moreover, the organic phase becomes gelatinous. Hence the maximum loading capacity of organic phase is limited by the strong increase in its viscosity and by gelling. According to Wang et al. (2018) [
24], the maximum loading capacity of saponified naphthenic acid with aluminum is 1.82 g/L (67 mmol/L) without mentioning of gelation of the organic phase. The exact composition of the organic phase is not given in the publication. Future work should therefore include investigations of the effect of the composition of the organic phase on its viscosity.
Regarding the iron extraction, a formation of emulsion and a slow rate of phase separation do not occur. However, the pH value of the raffinate overlaps with the pH range at which hydrolysis of iron ions occurs (see
Figure 6). The iron solubility curve and the concentration of iron in raffinate are very close to each other. At too high amount of iron remaining in the raffinate sparingly soluble oxides/hydroxides are formed and iron precipitates (
Figure 7).
This implies that a complete iron removal from concentrated solutions cannot be achieved in one extraction stage due to the iron precipitation.
3.4. Removal of Aluminum and Iron from Binary-Component Solutions
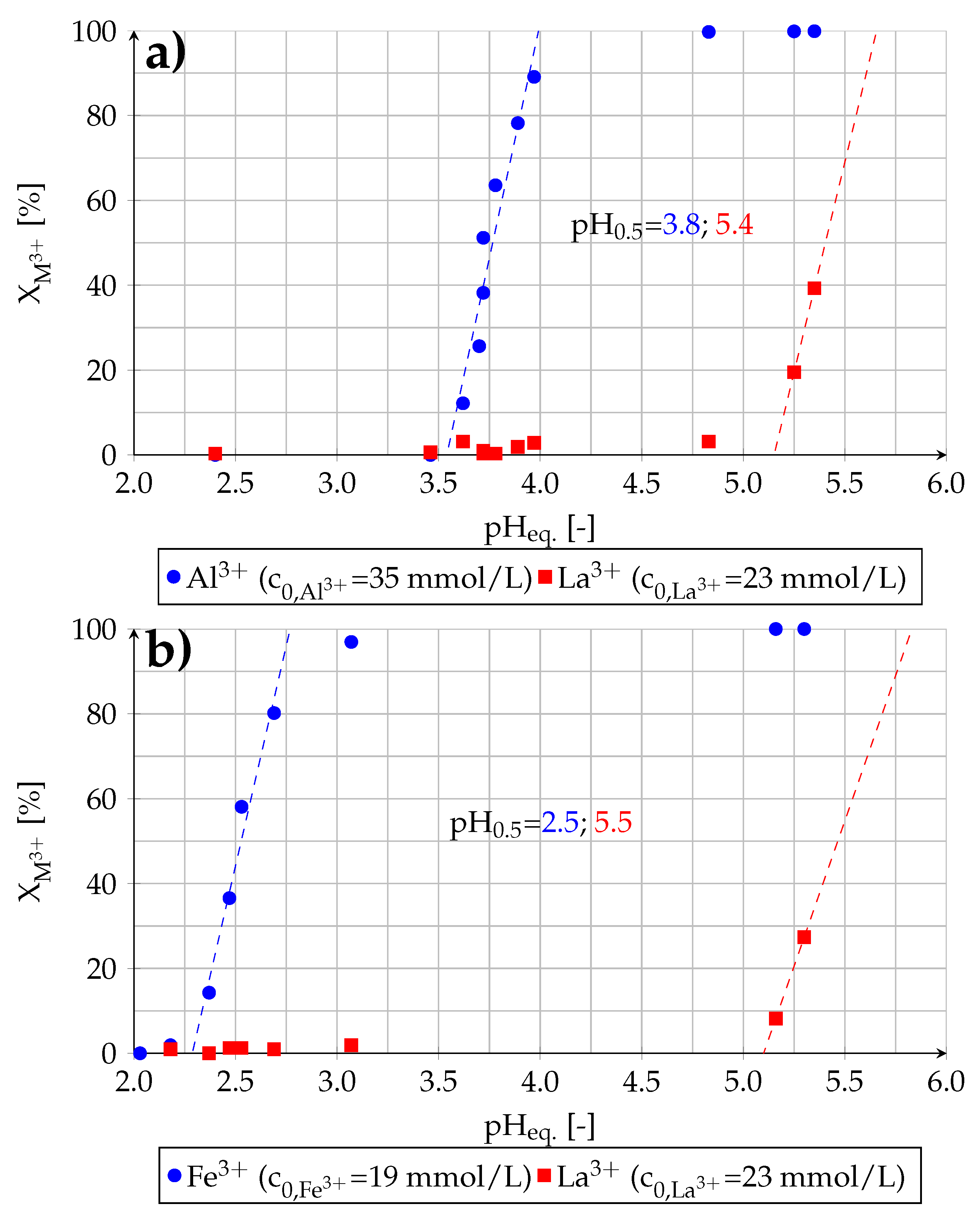
In this section the effect of the presence of lanthanum on the extractability of aluminum and iron in binary-component solutions is examined. The determined extraction yields in dependence of the equilibrium pH value are shown in
Figure 8.
The presence of lanthanum in the solution does not affect the extractability of impurities. The determined pH
values for the extraction of aluminum (pH
= 3.8), iron (pH
= 2.5) and lanthanum (pH
= 5.4; 5.5) are comparable with the values obtained in experiments with single-component solutions (see
Section 3.2).
3.5. Removal of Aluminum and Iron from Ternary-Component Solutions
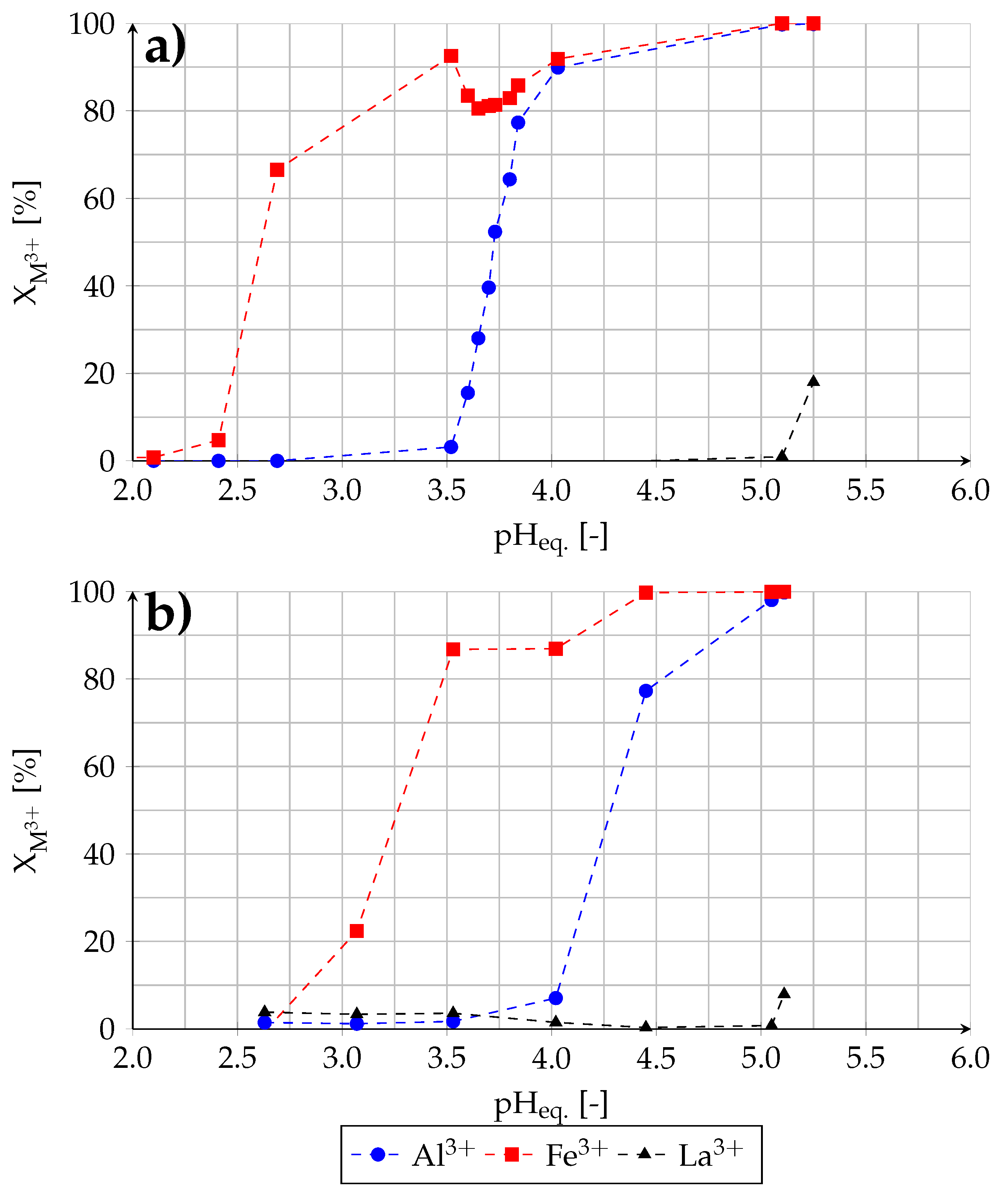
In this section the removal of aluminum and iron from ternary-component solutions by solvent extraction and by hydrolysis-precipitation is investigated. The results are shown in
Figure 9.
As demonstrated in
Figure 9a, the iron extraction is affected by the aluminum extraction. The extraction yields of iron drop after an increase to about 80% and then rise gradually with aluminum extraction up to an aluminum extraction yield of approx. 90%. The incomplete iron extraction can lead to iron oxides/hydroxides precipitation when the iron concentration in the raffinate is higher than its solubility at corresponding pH value. Up to a pH value of about 4.0 aluminum is extracted without noteworthy co-extraction of lanthanum. However, at an equilibrium pH value of about 3.7 the emulsion is formed which does not recede even after long shaking time. It can be therefore concluded that the loading capacity of organic phase is lower by the simultaneous extraction of iron and aluminum.
In comparison to the solvent extraction method, iron and aluminum are removed by the hydrolysis-precipitation at higher pH values (
Figure 9b). First, above a pH value of 2.6 iron oxides/hydroxides and above 4.0 aluminum hydroxides precipitate. At a pH value of 5.05 high amounts of aluminum and iron can be removed from the solution without noteworthy losses of lanthanum; further increase in pH value causes co-precipitation of lanthanum. The concentrations of aluminum and iron at a pH value of 5.05 drop to 15.8 and 0.2 mg/L, respectively (
Table 6). Nevertheless, in comparison to the solvent extraction the amounts of remained impurities in the solution are higher, especially regarding aluminum.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}