Optimization of the Heap Leaching Process through Changes in Modes of Operation and Discrete Event Simulation
by
 , and
, and
Manuel Saldaña
1, 
Norman Toro
2,3,*,
Jonathan Castillo
4 ,
,
Pía Hernández
5 and
Alessandro Navarra
6 1
Departamento de Ingeniería Industrial, Universidad Católica del Norte, Av. Angamos 610, Antofagasta 1270709, Chile
2
Departamento de Ingeniería en Metalurgia y Minas, Universidad Católica del Norte, Av. Angamos 610, Antofagasta 1270709, Chile
3
Departamento de Ingeniería Minera y Civil. Universidad Politécnica de Cartagena, Paseo Alfonso Xlll N°52, Cartagena 30203, Spain
4
Departamento de Ingeniería en Metalurgia, Universidad de Atacama, Copiapó 1531772, Chile
5
Departamento de Ingeniería Química y Procesos de Minerales, Universidad de Antofagasta, Avda. Angamos 601, Antofagasta 1240000, Chile
6
Department of Mining and Materials Engineering, McGill University, 3610 University Street, Montreal, QC H3A 0C5, Canada
*
Author to whom correspondence should be addressed.
Minerals 2019, 9(7), 421; https://doi.org/10.3390/min9070421
Submission received: 19 May 2019
/
Revised: 8 July 2019
/
Accepted: 9 July 2019
/
Published: 10 July 2019
(This article belongs to the Special Issue Modeling, Design and Optimization of Multiphase Systems in Minerals Processing)
Abstract
:The importance of mine planning is often underestimated. Nonetheless, it is essential in achieving high performance by identifying the potential value of mineral resources and providing an optimal, practical, and realistic strategy for extraction, which considers the greatest quantity of options, materials, and scenarios. Conventional mine planning is based on a mostly deterministic approach, ignoring part of the uncertainty presented in the input data, such as the mineralogical composition of the feed. This work develops a methodology to optimize the mineral recovery of the heap leaching phase by addressing the mineralogical variation of the feed, by alternating the mode of operation depending on the type of ore in the feed. The operational changes considered in the analysis include the leaching of oxide ores by adding only sulfuric acid (H2SO4) as reagent and adding chloride in the case of sulfide ores (secondary sulfides). The incorporation of uncertainty allows the creation of models that maximize the productivity, while confronting the geological uncertainty, as the extraction program progresses. The model seeks to increase the expected recovery from leaching, considering a set of equiprobable geological scenarios. The modeling and simulation of this productive phase is developed through a discrete event simulation (DES) framework. The results of the simulation indicate the potential to address the dynamics of feed variation through the implementation of alternating modes of operation.
1. Introducion:
1.1. Overview
Conventional mine planning is traditionally applied in the industry through methodologies that consider an important part of the data to be deterministic. However, critical information used for mining calculations may exhibit statistical variations [1]. When a parameter is uncertain, the expected result is uncertain, since the calculations have considered a potentially unrepresentative value of the parameter, instead of another that could have the same or different probability of occurrence. Due to this, modern approaches consider the uncertainty and the risk associated with input parameters, which provide a wider vision of the possible losses and gains of the project [2]. The uncertainty of not knowing the real value of the metal content of interest to a certain process is indeed a real risk, so finding a way to organize resources or define alternative operational strategies is a very difficult calculation problem, mainly due to variables that are subject to geological uncertainty; there is generally a range of possible scenarios of mineral grade distribution, process capacities, and commodity market conditions, among others [3,4].
Modern approaches to mine production require simulation frameworks that can increase mineral recovery and are robust in mitigating feed variations [5]. This work presents a methodology for the evaluation of heap leaching, incorporating information of the mineralogical composition of the inputs; the approach is based on discrete event simulation (DES). In general, DES models are used to study systems and processes, in which state changes are computed only at discrete points in time (i.e., discrete events); the changes that occur between these events are not computed explicitly, but can be inferred a posteriori. The simulation of the heap leaching allows the planner to estimate the impact on the productivity of the implementation of different modes of operation [6] in response to variations in the mineralogical composition of ores.
1.2. Heap Leaching
After the comminution phase, the copper ores pass to the leaching stage, where the metals present in the mineralized rock are extracted through the application of water and leaching agents. This process is comparatively effective for low- to medium-grade copper oxide minerals (0.3–0.7%). Secondary copper sulfides and low-grade gold ores are also processed in this way [7,8,9], since it provides a low cost of capital compared to other methods, and since it does not require an intensive use of energy [10]. The agglomeration of the fines around the larger particles with water and concentrated sulfuric acid is known as “curing”. This process improves the resistance of the material while having a good permeability of the mineral in the heap leaching, in order to reach adequate heap heights, improve copper recovery rates, and control processing times [11,12]. The acid solution is distributed by sprinklers or drippers, in which the copper (Cu2+) dissolves in the leaching solution as it percolates the heap. The realization of tests at the laboratory level and in pilot plants determine the effectiveness of a heap. The amount of ore to be treated can vary considerably from hundreds to more than one million tons [12], depending on the mine.
Another emerging method is biohydrometallurgy, which plays an important role in the recovery of copper from copper sulfides with economic, environmental, and social benefits [13]. To date, many investigations on acid bioleaching of secondary sulfides [14,15] and primary sulfides [16,17,18] have been reported presenting good results.
Even in its role as a surplus generator, large-scale mining faces great challenges. These include an increase in costs due to various factors, such as the deterioration of grades and other factors associated with the aging of deposits and increased operating costs to be compatible with sustainable development demands. In typical operations, heap leaching processes operate in approximate times of three months for sulfide ores in chloride media, and also with lower ore grades [19].
2. Materials and Methods
There are several processes through which minerals can be leached, depending mainly on the physical and chemical considerations, such as the solubility of the metal, the kinetics of the solution, the consumption of the reagent, etc. [20]. Heap leaching is currently the most common leaching method in the Chilean mining industry.
2.1. Discrete Event Simulation
With a DES framework, an event is a random occurrence that occurs at a discrete point in time, and whose outcome depends on chance. An event is considered simple if it consists of a specific result or compound if it consists of two or more independent events [21].
Within a system of discrete events, one or more phenomena of interest change their value in discrete points in time [22]. Discrete event simulation considers the evolution of the system, but the states are modified only at discrete moments of time, and they are caused by the occurrence of some event. For this, the state of the system does not explicitly consider variations between two consecutive events. The event n occurs at time tn, and event n + 1 will occur at time tn+1, as the simulation clock jumps directly to the instant tn+1. Upon advancing to tn+1, the system statistics and state variables are updated, and this process repeated until a termination condition is met [23].
2.2. Mathematical Modeling of Heap Leaching
Around 20% of the world's copper production is obtained by heap leaching. This process has been modeled by many authors; however, the validation, verification and implementation of these models are difficult since there is uncertainty about the operating conditions and parameters of the leaching model [24,25,26].
The performance of heap leaching depends on many input variables (operational and design), which means its optimization is complex [27]. The materials are leached with various chemical solutions that extract valuable minerals. These chemical solutions are a weak sulfuric acid solution for copper oxide ores, and chloride media [28] for copper secondary sulfides. The valuable minerals are irrigated with a chemical solution that dissolves the valuable metal of the ore, as the resulting pregnant leaching solution (PLS) passes through the ore, and is recuperated at the base of the heap. The valuable material is then extracted from the PLS, and the chemical solution is recycled back into the heap. The most common methods for recovery of valuable minerals are solvent extraction and electro-winning processes [12].
The following is an analytical model for heap leaching developed by Mellado et al. [29,30,31], using a system of first order equations:
where “y” is a dynamic quantity, such as the concentration or recovery Rt, kτ are kinetic constants associated with the characteristics of the heap and grade of the mineral respectively, and nτ is the order of the reaction. The subscript τ represents a time scale that depends on the phenomenon to be modeled. To solve Equation (1), an initial condition is required. Mellado et al. introduced a delay (i.e., a time ω where Rt begins to change (Rt(ω) = 0)); the general solution for is given by (see Mellado et al. [29] for the general solution):
Dixon and Hendrix [32,33] considered that the leaching phenomenon occurs at different scales of size and time, and that different phenomena participate in the leaching process. On the other hand, Mellado et al. [31] incorporated the different scales in an analytical model of the leaching process, introducing the parameters and , related to size and time, respectively, as can be seen in Equation (3):
Mellado et al. develop the parameters , and ω* in Equations (4)–(6) respectively:
where α, β, and γ are mathematical constants of fit, Z is the height of the heap, λ is a factor of kinetic weight, kθ and kτ are kinetic constants, μs is the surface velocity of the leaching flow in the heap, εb is the volumetric fraction of the bulk solution in the heap, ω is the delay of the reaction, DAe is the effective diffusivity of the solute within the pores of the particles, εo is the porosity of the particles, and r is the radius of the particles.
The goodness-of-fit statistics used to study the model adjusted to observations (operational data supplied from an industrial heap leaching operation at a copper mine in Antofagasta, Chile) are: The mean absolute deviation (MAD, Equation (7)), a statistic that measures the dispersion of forecast error; the mean square error (MSE, Equation (8)), measure of error dispersion that penalizes the periods or values where the error module is higher than the average value; and the absolute average percentage error (MAPE, Equation (9)), a statistic that gives the deviation in percentage terms, calculating the averages of the absolute values between the real value [21].
2.3. Adjustment of the Analytical Model for the Recovery of Copper from Copper Oxides
Adjusting the analytical model by means of a linear optimization model that minimizes the error measurements of the adjustment to operational data, considering the theoretical restrictions of the analytical model, results in the following equation:
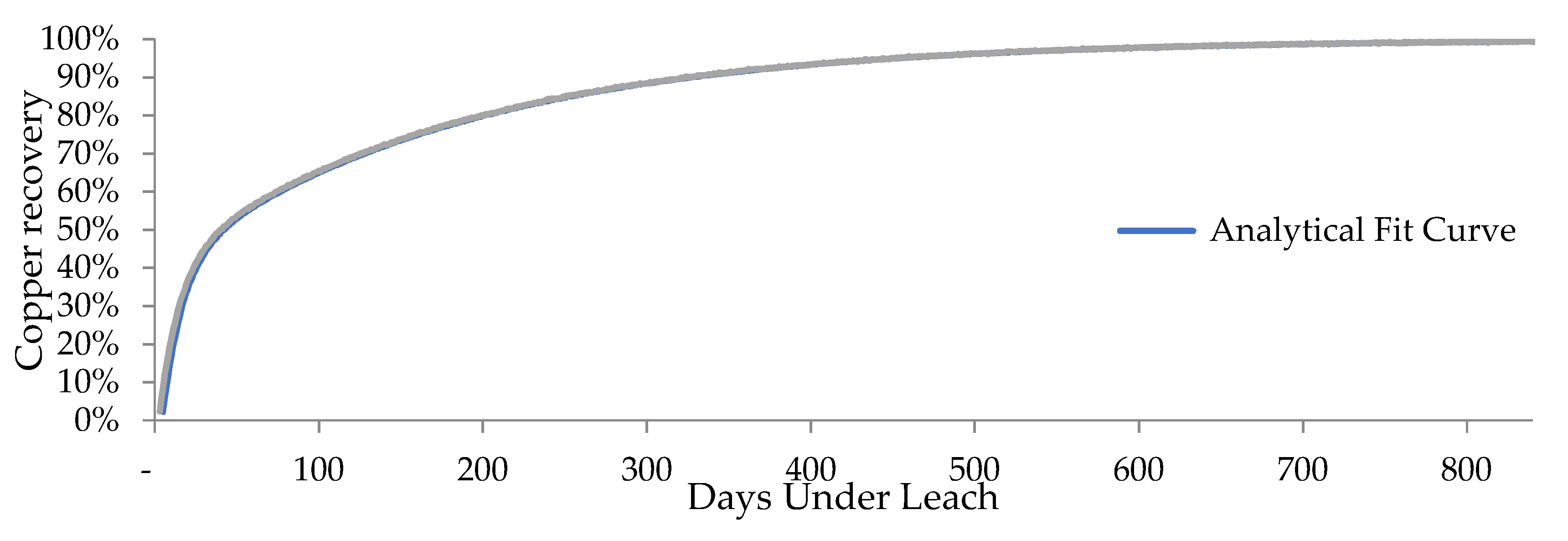
Figure 1 shows the adjusted models from operational data and analytical model respectively for the leaching process operating only with sulfuric acid as a leaching agent, while the goodness-of-fit statistics are shown in Table 1.
The interpretation of the error statistics indicates the degree to which the generated model explains the system to be modeled, from which it is possible to conclude that the difference between the real and predicted values is negligible, which means that the analytical model explains the operational values.
2.4. Adjustment of Analytical Model for Copper Recovery from Secondary Copper Sulfides
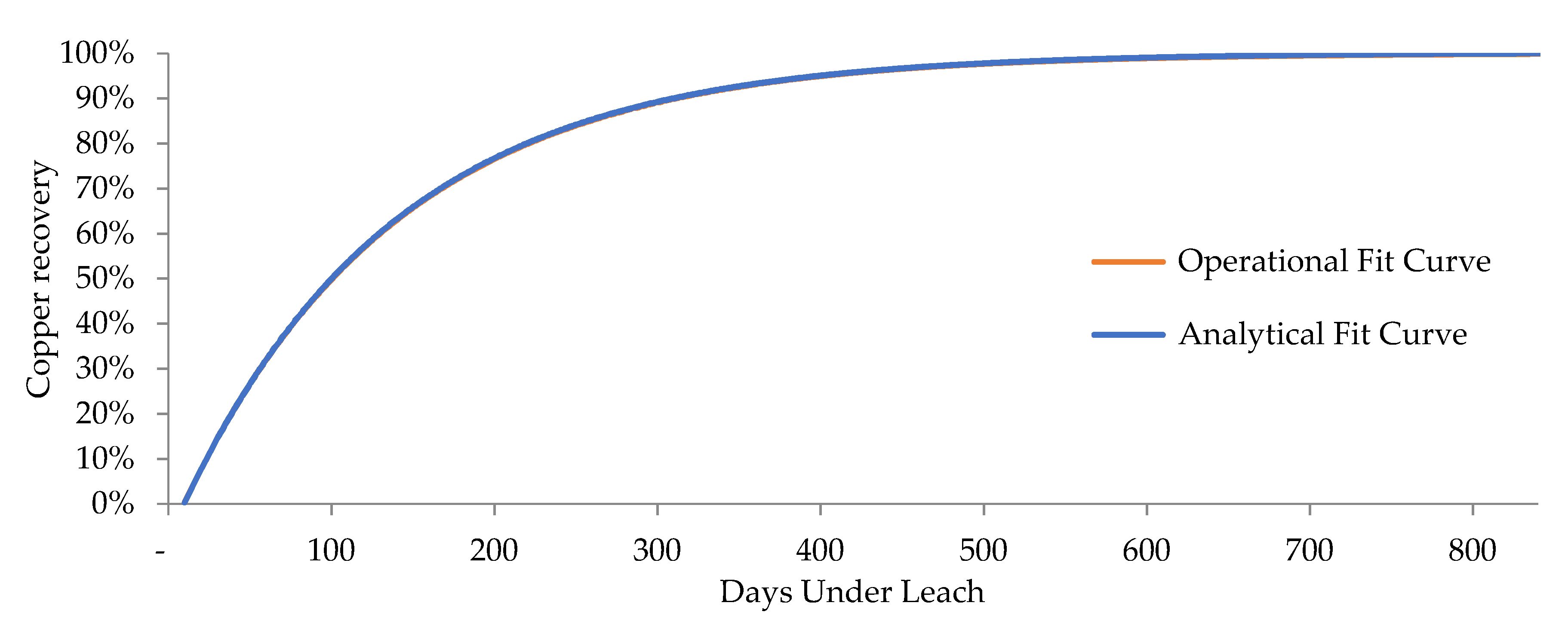
The analytical model for copper recovery as a function of time for sulfide minerals (secondary sulfides) is modeled by Equation (11).
2.5. Adjustment of Analytical Models for Copper Recovery from Secondary Copper Sulfide Ores Adding Chlorides
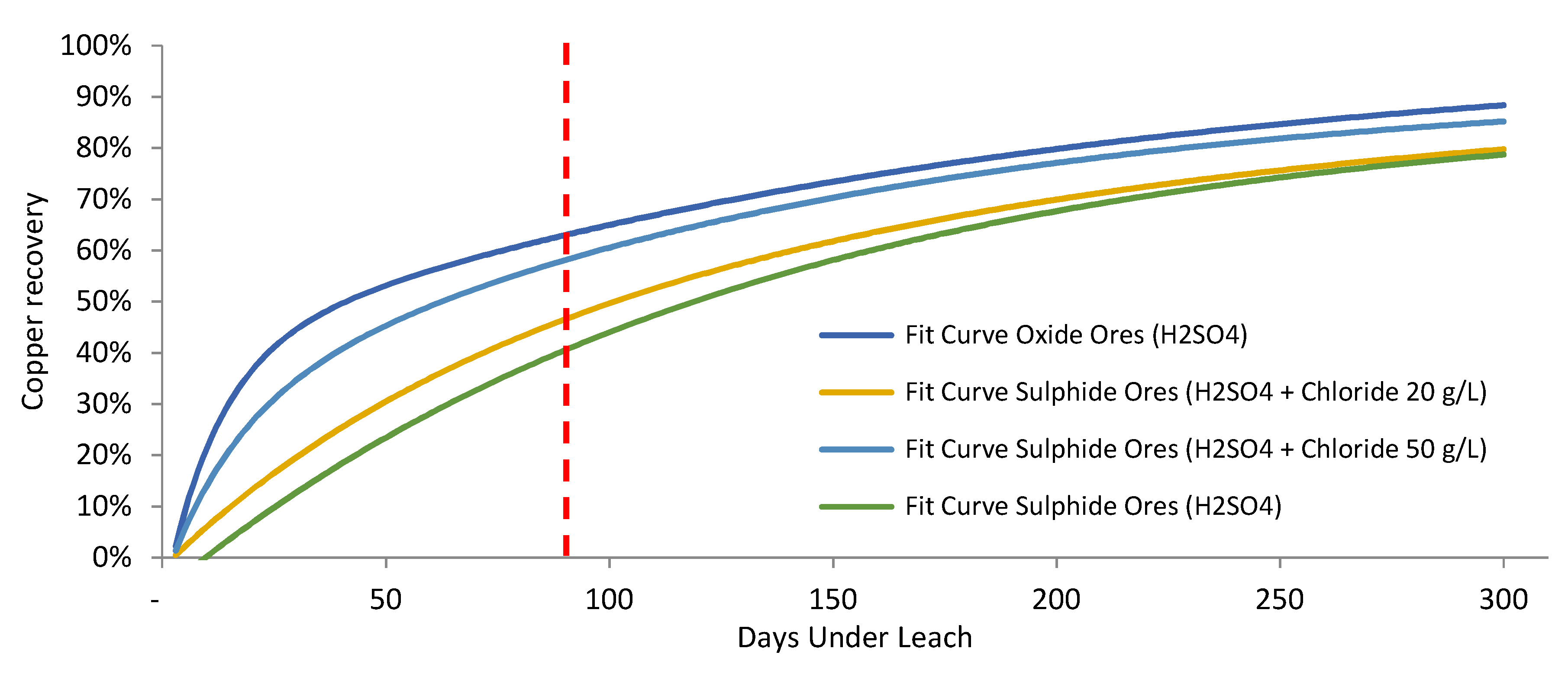
Adjusting the curves for the leaching of copper sulfide minerals for two levels of chloride concentration (20 and 50 g/L) as shown in Figure 3, produces the following equations:
The goodness-of-fit statistics for the leaching of copper sulfide minerals for two levels of chloride concentration (20 and 50 g/L) are shown in Table 3. Low error statistics indicate that the generated analytical model fits the sample data
The expected recovery of copper for the different configurations in 90 days of leaching is presented in Table 4.
2.6. Modeling and Simulation of Heap Leaching Using a DES Framework
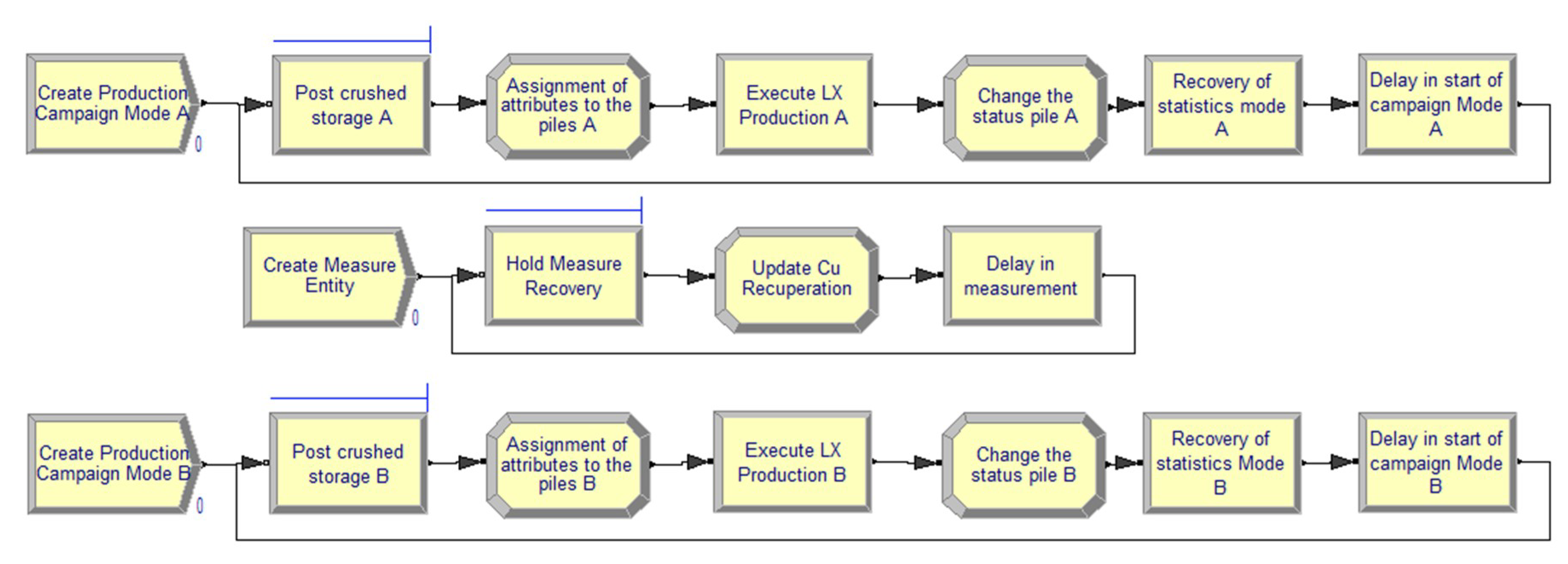
Once the process workflow of heap leaching has been characterized, it is possible to model the heap leach stage sequentially with the Arena simulation software. The update of copper recovery over time is simulated by parametrizing the analytical models retrieved from the literature, and incorporating them into the Arena simulation [23].
The schematic of the simulation model is presented in Figure 4, next to the subprocess responsible for the update in discrete time. The update of the recovery state is carried out whenever a production campaign is in development, while the use of the operational parameters is updated in the module “Assignment of attributes to the piles”, and the recovery of ore is obtained from the analytical models derived from Equations (1) and (2), (these equations depend on the leaching time and operating conditions of the site).
The heap leaching process is modeled by production campaigns, whose start is determined by the availability of inventories of the crushing phase, the development of the campaign corresponding to the production of each heap, the limited production capacity due to available physical space, and the downstream storage capacity. For each heap, the expected recovery of ore is measured according to the adjusted analytical models and the production in tons considering the variations in ore grades of the feed.
The storage of crushed material works under the logic of inventory theory [3], where the comminution product is kept waiting until the end of the leaching campaign. The module “Post crushed storage” stores the ore that will enter the leaching process when its respective mode of operation is activated. Each mode of operation is determined by the type of ore to be leached, and the decision to apply a given mode depends on the maximum and minimum stock levels established for each type of mineral. The current context considers two modes of operation:
- Mode A: Leaching of copper oxides.
- Mode B: Leaching of copper sulfide minerals (secondary sulfides).
The assignment of attributes to the heaps, such as the grade of each type of copper ore, is obtained from ore data from the Empresa Nacional de Minería (ENAMI), which is a Chilean state-owned enterprise. These attributes are taken as input variables for the analytical models used to estimate the expected recovery of ore under operational conditions. After a simulated leaching campaign, recovery results are saved. A comparative analysis of simulated leaching operations, with and without an additional mode, allows us to quantify the benefit of implementing the additional mode.
3. Discussion of Results
3.1. Simulated Scenarios
With the objective of evaluating the variation in the leaching productivity through the incorporation of analytical models that integrate mineralogical characteristics under conditions of uncertainty, the following scenarios are defined:
- Scenario 1 (standard operation): Leaching of copper oxides and secondary copper sulfides adding sulfuric acid only. The leaching of secondary sulfides with sulfuric acid slows down the process of extracting ore from the rock, increasing the time required until the marginal extraction of ore is negligible [12,34].
Scenario 1:
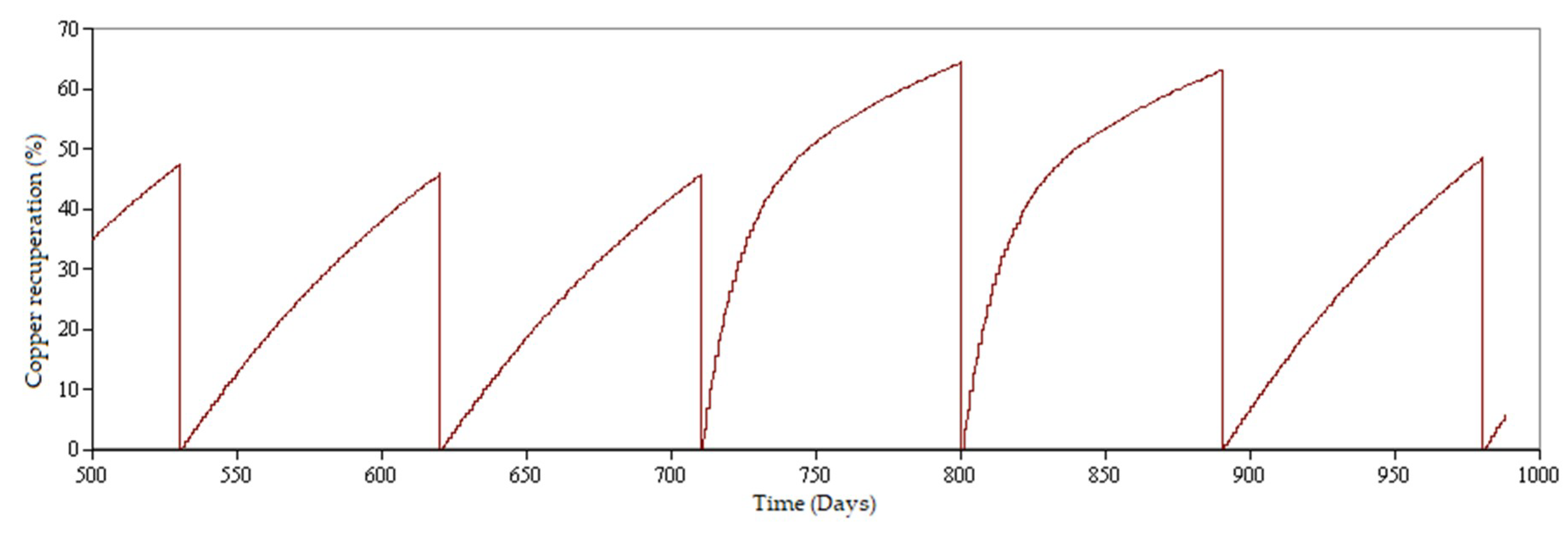
From the graphical analysis of copper recovery for each production campaign (see Figure 5), a decrease in the expected recovery of copper ore can be observed in sulfide mineral leaching campaigns using sulfuric acid as reagent (without incorporating additives), due to the slower dissolution kinetics of the secondary copper sulfides.
Then the average copper recovery is approximately 65% in the case of oxide ores, and 40% in the case of sulfide ores. Of the total production time, 61% of the time was for processing oxide ores, and 39% for sulfide ores, hence an average recovery of approximately 55%.
Scenario 2:
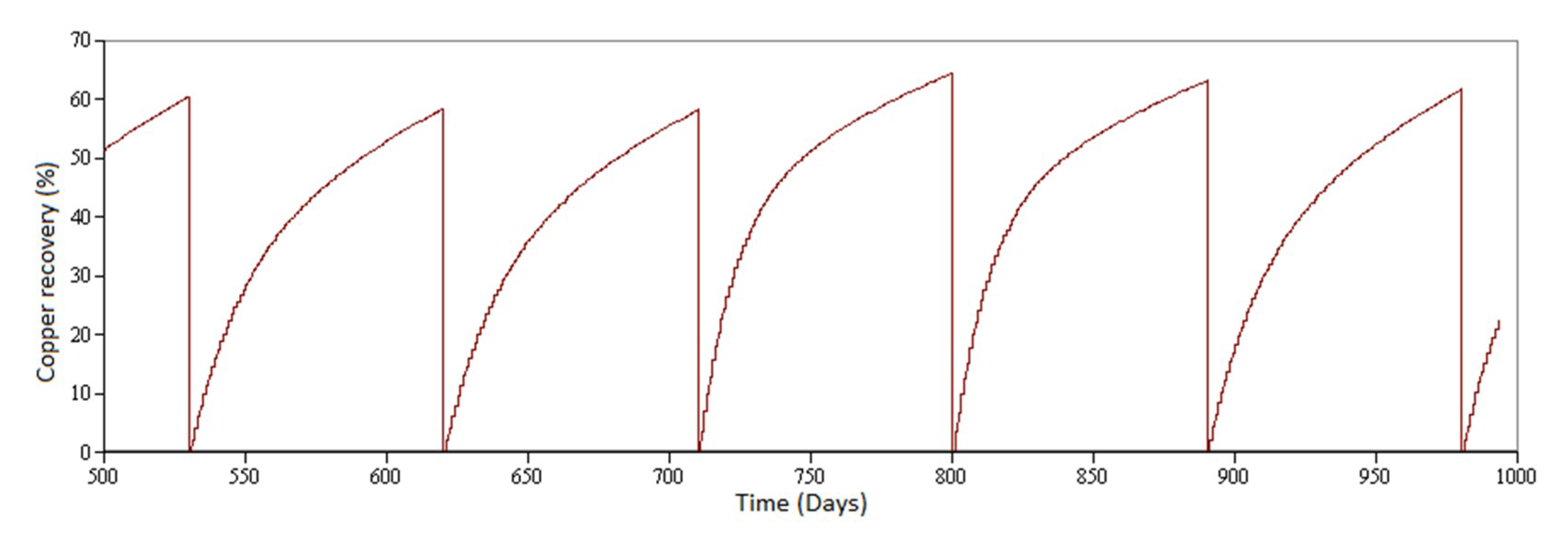
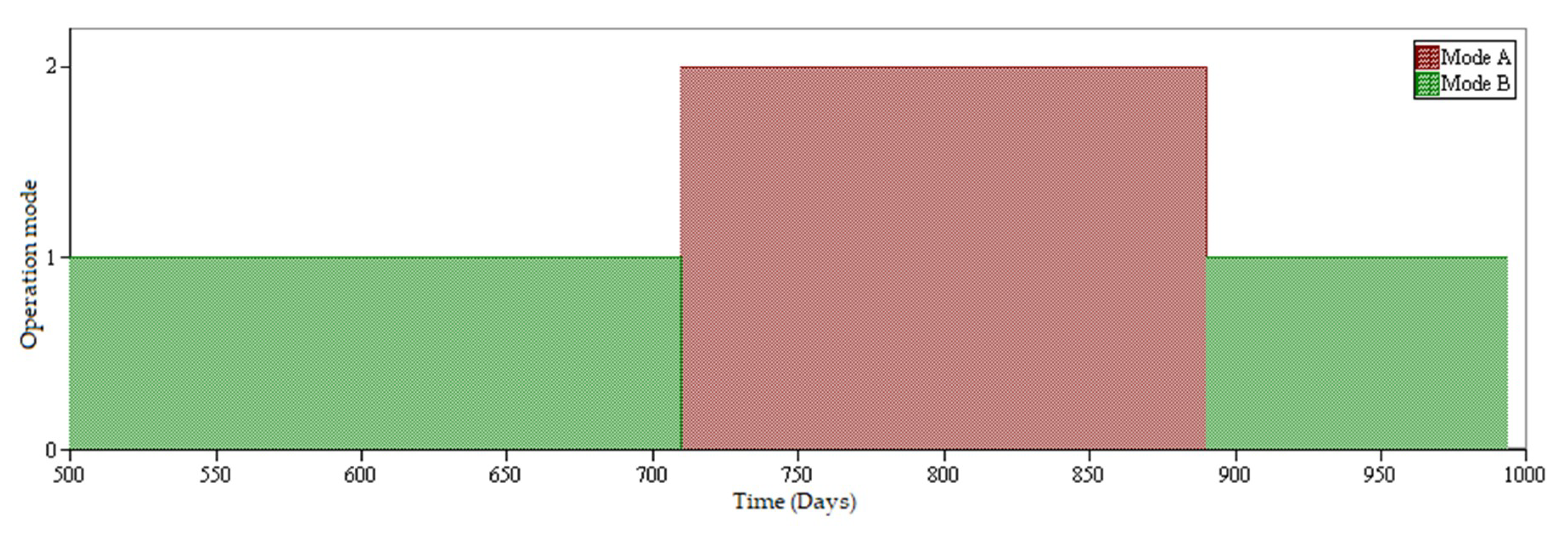
A similar analysis for scenario 2 reveals that 61% of the time was spent on oxide ores, for which only sulfuric acid was used as reagent, while 39% was on sulfide minerals, using sulfuric acid and chlorides as additives. The average recovery of ore is maintained at 65% for operational mode A and increases to 58% for mode B (improvements in extraction derived from the addition of chlorides), working at a chloride concentration of 50 g/L. The resulting average recovery is approximately 62%.
The benefit of having alternate modes of operation is illustrated in Figure 6 and Figure 7, showing that the expected copper recovery from sulfide ores is greater when varying the mode of operation, being independent of the characteristics of the feed and considering that the leaching time remains constant. (Leaching time is kept constant due to the increase in opportunity costs of maintaining a longer time of a leaching heap whose recovery rate decreases over time).
Considering two modes of operation, the objective is to optimize production by alternating the modes of operation as a function of the feed, avoiding instances of lower recovery of copper with mode A (leaching of oxide ores with sulfuric acid) whenever mode B (leaching of sulfides by adding chloride) will be more appropriate; this is the case when there are sufficient sulfides that a detrimental passivation layer will form in the presence of sulfuric acid. This passivation causes a decrease in recoveries when leaching secondary sulfides with sulfuric acid, that can be mitigated with longer exposure time to the leaching agent, but this means an increase in production costs, considering the increases in the consumption of acid and the opportunity costs of the use of the leaching equipment; the chloride counteracts this phenomenon.
3.2. Comparison of Samples
In order to compare the productivity of the leaching phase under the scenarios considered, a hypothesis test is carried out [38], for which the null hypothesis is defined as:
where μ2 represents the average production in thousands of tons of the leaching phase considering changes in the modes of operation, and μ1 represents the average value of production considering a single mode of production. The alternate hypothesis is given by:
H0:µ2 = µ1
Ha:µ2 > µ1
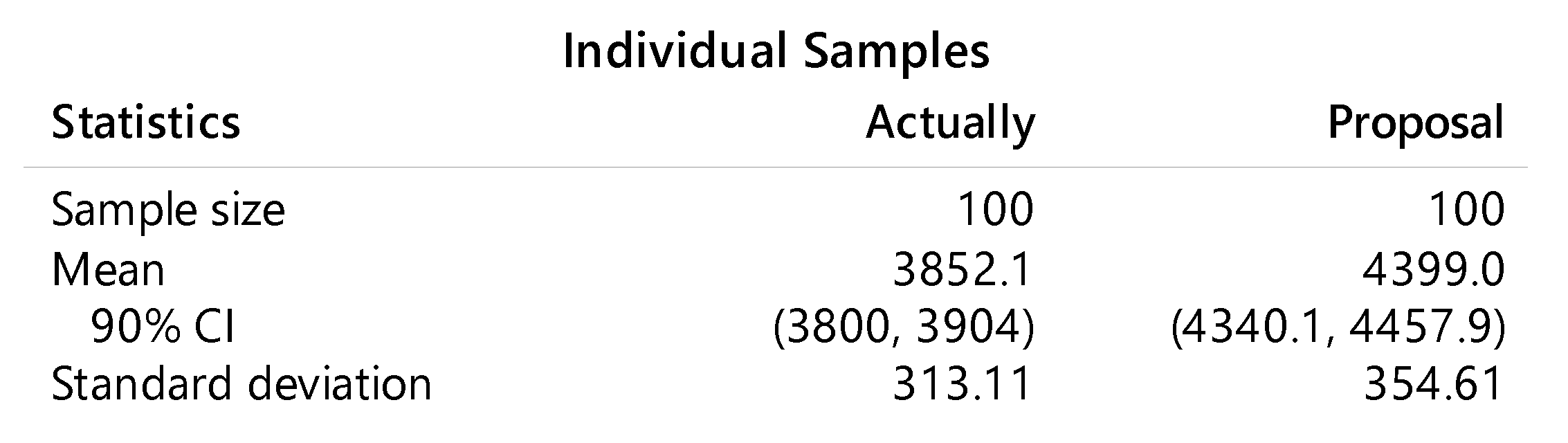
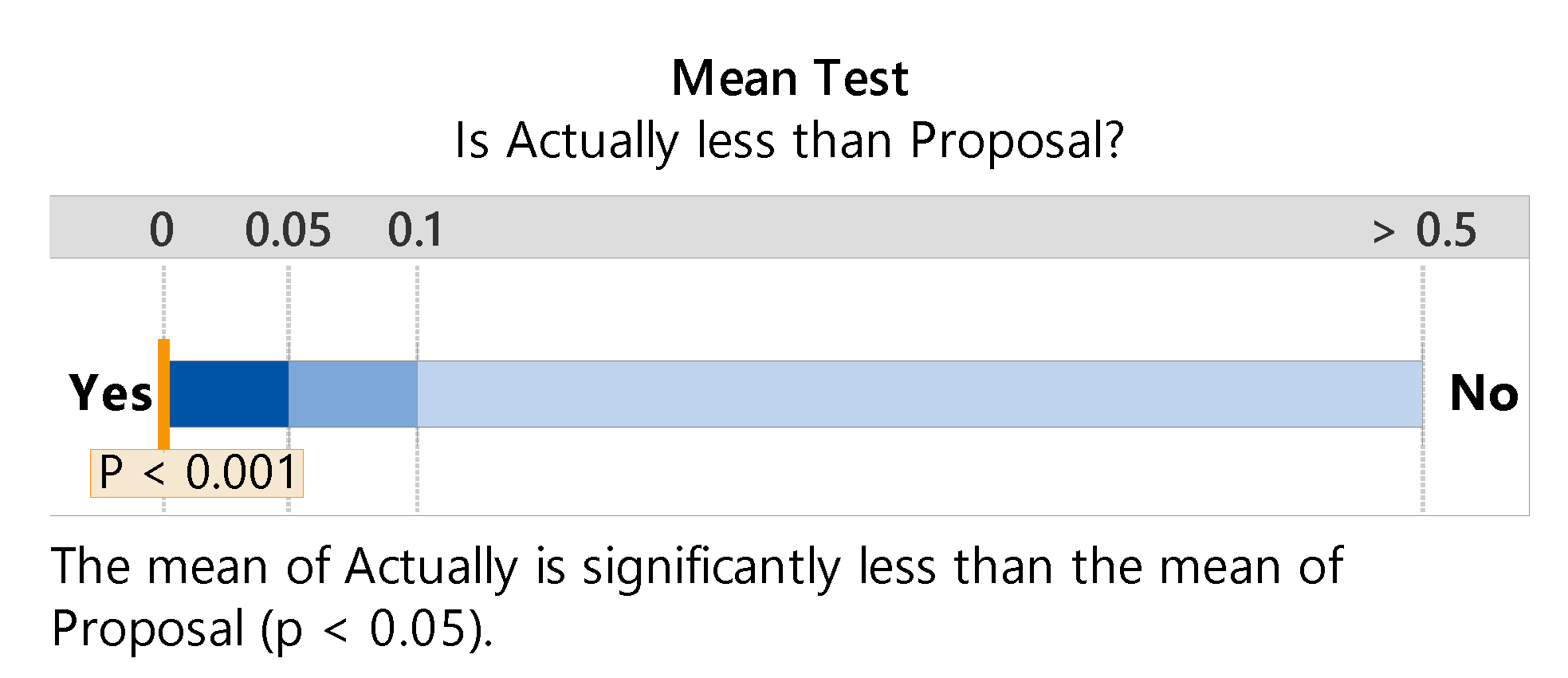
Developing the hypothesis test in the statistical analysis software Minitab 18 [39], and considering a sample size of 100 simulations, it can be concluded that the size of the production average of the proposed situation is greater than the current situation, as shown in Figure 8. It is further concluded that the hypothesis test is significant, since the p-value is less than the level of significance, as shown in Figure 9.
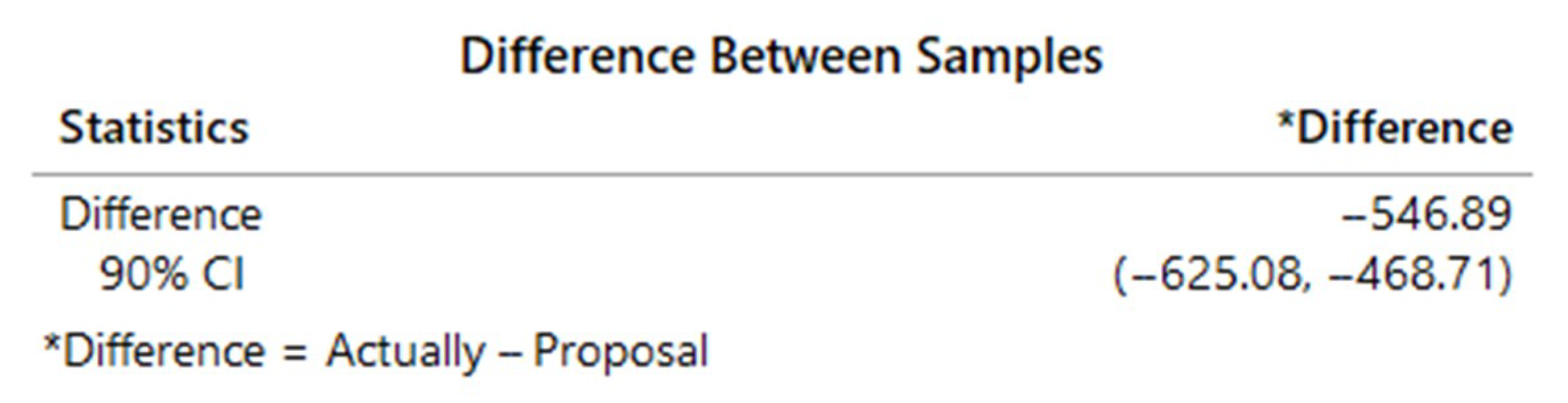
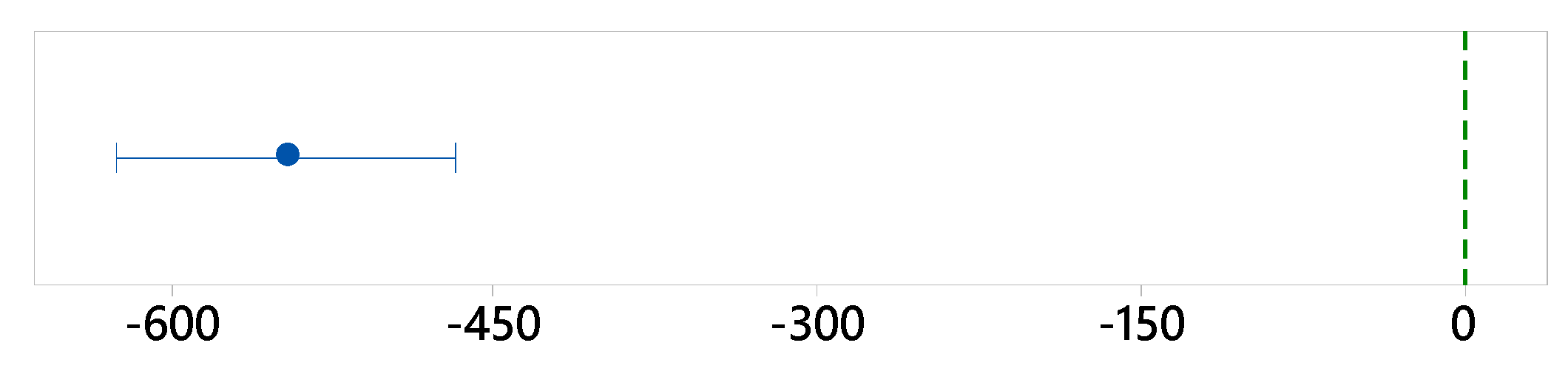
The confidence interval quantifies the uncertainty associated with the estimation of the difference in the means from the data of the samples, so it is possible to have more than 90% certainty that the true difference is between −625.08 and −468.71, and a 95% assurance that it is less than −468.71, as shown in Figure 10 and Figure 11.
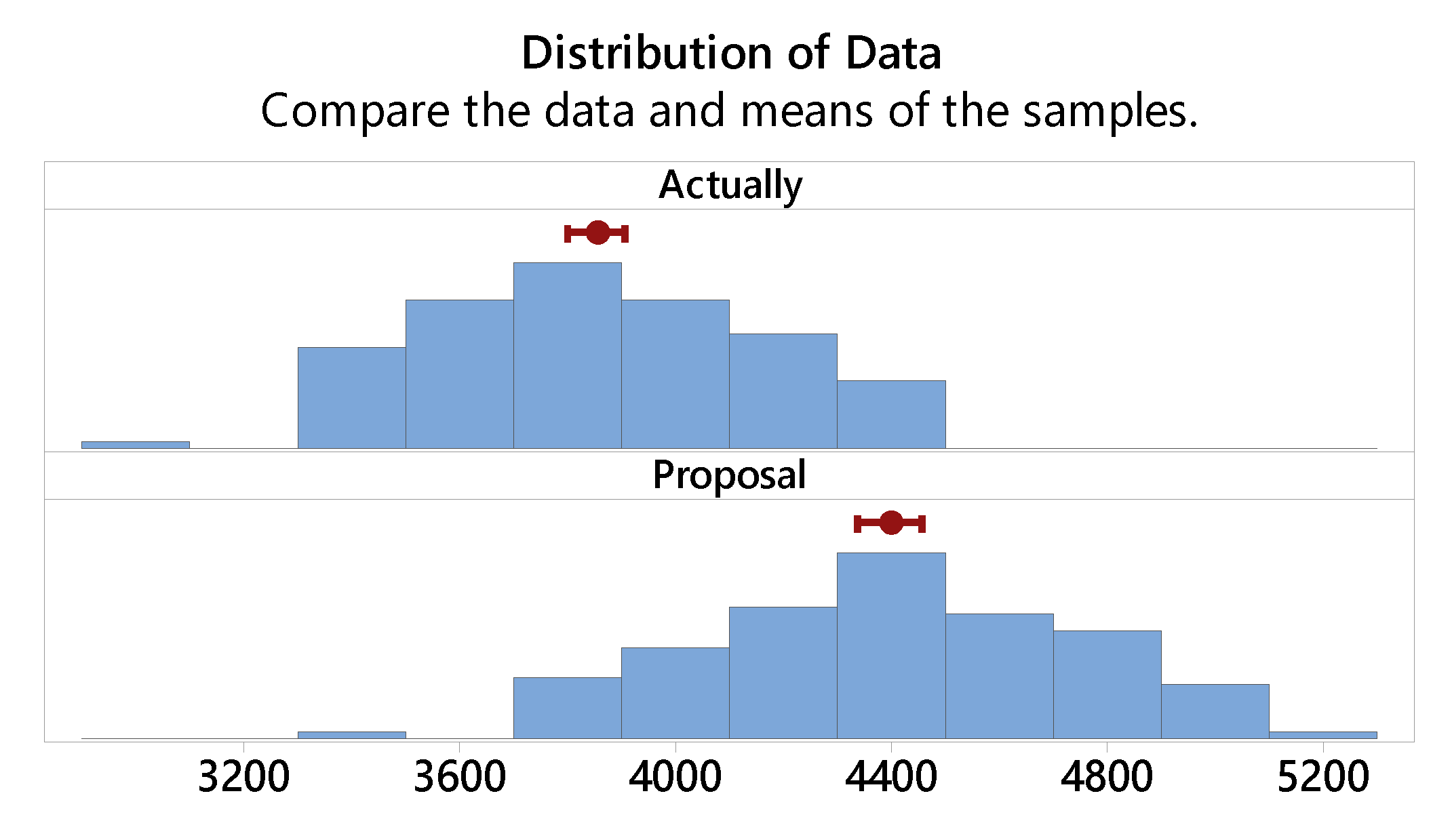
Finally, comparing the data distributions for both samples (Figure 12), the difference of the mean values of the samples can be observed graphically. Although the distributions have some overlap, the means are several error bars away.
In summary, when copper recovery is carried out by means of a single mode of operation (simulation based on analytical models extracted from the literature, which does not consider variations in reagent concentrations), there may not be a systemic response to the changing mineralogical characteristics of the feed, resulting in lost production.
4. Conclusions
4.1. Conclusions
Mineral deposits tend to be heterogeneous, which forces the processing parameters to evolve over time. In this document, a simulation of the production sequence of the heap leaching was considered, simplifying the feeding to only two types of ore. However, the framework could be extended to a greater number of mineral types that could come from a range of geological domains in a mine, as long as the ore to be processed is of interest and it is technically and economically possible to process it through the hydrometallurgical route.
The use of alternating modes of operation has the potential to improve the strategic mine plan, making the value chain more flexible by making a better use of assets and improving mineral recovery, addressing the varying mineralogical characteristics of the feed. The hypothesis test indicates the average production increase to incorporate the dynamics of operating modes in heap leaching, in this case increasing the expected recovery of copper, from 55% to 62%.
The quantification of the improvements by addressing uncertainty in the processing of minerals through alternating modes of operation, the incorporation of analytical models for the unit processes and the sequential simulation through a discrete event simulation framework constitute an opportunity to effectively model and plan leaching operations, from a system-wide perspective. The approach can assist in local and ultimately global mine optimizations for cash flows and asset utilization.
4.2. Future Work
To further advance the operation research of leaching processes, the following avenues are being considered:
- Include other modes of operation and analytical models that incorporate more operational variables to the process, together with parameters that have a significant impact on recovery.
- Study the impact on an industrial scale of operating the leaching process with alternating modes of operation, including the analysis operating and capital costs.
Author Contributions
M.S. and N.T. contributed in the methodology, conceptualization and simulation; J.C. and P.H. investigation and resources and A.N. contributed with supervision and validation.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare they have no conflict of interest.
References
- Navarra, A.; Alvarez, M.; Rojas, K.; Menzies, A.; Pax, R.; Waters, K. Concentrator operational modes in response to geological variation. Miner. Eng. 2019, 134, 356–364. [Google Scholar] [CrossRef]
- Hustrulid, W.; Kuchta, M.; Martin, R. Open Pit Mine Planning and Design; CRC Press: Boca Raton, FL, USA, 2013; ISBN 9781466575127. [Google Scholar]
- Dimitrakopoulos, R. Strategic mine planning under uncertainty. J. Min. Sci. 2011, 47, 138–150. [Google Scholar] [CrossRef]
- Rahmanpour, M.; Osanloo, M. Determination of value at risk for long-term production planning in open pit mines in the presence of price uncertainty. J. S. Afr. Inst. Min. Metall. 2016, 116, 8–11. [Google Scholar] [CrossRef]
- Upadhyay, S.P.; Askari-Nasab, H. Simulation and optimization approach for uncertainty-based short-term planning in open pit mines. Int. J. Min. Sci. Technol. 2018, 28, 153–166. [Google Scholar] [CrossRef]
- Drebenstedt, C.; Singhal, R. Mine Planning and Equipment Selection; Brookfield: Rotterdam, The Netherlands, 2014; ISBN 978-3-319-02677-0. [Google Scholar]
- Harris, G.B.; White, C.W.; Demopoulos, G.P.; Ballantyne, B. Recovery of copper fromamassive polymetallic sulphide by high concentration chloride leaching. Can. Metall. Q. 2008, 47, 347–356. [Google Scholar] [CrossRef]
- Robertson, S.W.; Van Staden, P.J.; Seyedbagheri, A. Advances in high-temperature heap leaching of refractory copper sulphide ores. J. S. Afr. Inst. Min. Metall. 2012, 112, 1045–1050. [Google Scholar]
- Petersen, J. Heap leaching as a key technology for recovery of values from low-grade ores—A brief overview. Hydrometallurgy 2016, 165, 206–212. [Google Scholar] [CrossRef]
- COCHILCO. Caracterización de los Costos de la Gran Minería del Cobre; COCHILCO: Santiago, Chile, 2015. [Google Scholar]
- Lu, J.; Dreisinger, D.; West-Sells, P. Acid curing and agglomeration for heap leaching. Hydrometallurgy 2017, 167, 30–35. [Google Scholar] [CrossRef]
- Schlesinger, M.; King, M.; Sole, K.; Davenport, W. Extractive Metallurgy of Copper, 5th ed.; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 9780080967899. [Google Scholar]
- Liu, H.; Xia, J.; Nie, Z.; Ma, C.; Zheng, L.; Hong, C.; Zhao, Y.; Wen, W. Bioleaching of chalcopyrite by Acidianus manzaensis under different constant pH. Miner. Eng. 2016, 98, 80–89. [Google Scholar] [CrossRef]
- Ruan, R.; Zou, G.; Zhong, S.; Wu, Z.; Chan, B.; Wang, D. Why Zijinshan copper bioheapleaching plant works efficiently at low microbial activity-Study on leaching kinetics of copper sulfides and its implications. Miner. Eng. 2013, 48, 36–43. [Google Scholar] [CrossRef]
- Lee, J.; Acar, S.; Doerr, D.L.; Brierley, J.A. Comparative bioleaching and mineralogy of composited sulfide ores containing enargite, covellite and chalcocite by mesophilic and thermophilic microorganisms. Hydrometallurgy 2011, 105, 213–221. [Google Scholar] [CrossRef]
- Zhang, R.; Sun, C.; Kou, J.; Zhao, H.; Wei, D.; Xing, Y. Enhancing the leaching of chalcopyrite using acidithiobacillus ferrooxidans under the induction of surfactant Triton X-100. Minerals 2018, 9, 11. [Google Scholar] [CrossRef]
- Ma, L.; Wang, X.; Liu, X.; Wang, S.; Wang, H. Intensified bioleaching of chalcopyrite by communities with enriched ferrous or sulfur oxidizers. Bioresour. Technol. 2018, 268, 415–423. [Google Scholar] [CrossRef] [PubMed]
- Ma, L.; Wu, J.; Liu, X.; Tan, L.; Wang, X. The detoxification potential of ferric ions for bioleaching of the chalcopyrite associated with fluoride-bearing gangue mineral. Appl. Microbiol. Biotechnol. 2019, 103, 2403–2412. [Google Scholar] [CrossRef] [PubMed]
- CESCO. La Minería Como Plataforma Para el Desarrollo: Hacia Una Relación Integral y Sustentable de la Industria Minera en Chile; CESCO: Santiago, Chile, 2013. [Google Scholar]
- Beiza, L. Lixiviación de Mineral y Concentrado de Calcopirita en Medios Clorurados; Universidad Católica del Norte: Antofagasta, Chile, 2012. [Google Scholar]
- Devore, J. Probability & Statistics for Engineering and the Sciences, 8th ed.; Cengage Learning: Boston, MA, USA, 2010; ISBN 0-538-73352-7. [Google Scholar]
- Neeraj, R.R.; Nithin, R.P.; Niranjhan, P.; Sumesh, A.; Thenarasu, M. Modelling and simulation of discrete manufacturing industry. Mater. Today Proc. 2018, 5, 24971–24983. [Google Scholar] [CrossRef]
- Kelton, W.D. Simulation with Arena; McGraw-Hill Education: New York, NY, USA, 2015; ISBN 978-0-07-340131-7. [Google Scholar]
- Van Staden, P.J.; Kolesnikov, A.V.; Petersen, J. Comparative assessment of heap leach production data—1. A procedure for deriving the batch leach curve. Miner. Eng. 2017, 101, 47–57. [Google Scholar] [CrossRef]
- Ordóñez, J.; Condori, A.; Moreno, L.; Cisternas, L. Heap leaching of caliche ore. modeling of a multicomponent system with particle size distribution. Minerals 2017, 7, 180. [Google Scholar]
- Morrison, R.D.; Shi, F.; Whyte, R. Modelling of incremental rock breakage by impact—For use in DEM models. Miner. Eng. 2007, 20, 303–309. [Google Scholar] [CrossRef]
- Leiva, C.; Flores, V.; Salgado, F.; Poblete, D.; Acuña, C. Applying softcomputing for copper recovery in leaching process. Sci. Prog. 2017, 2017, 6. [Google Scholar] [CrossRef]
- Miki, H.; Nicol, M.; Velásquez-Yévenes, L. The kinetics of dissolution of synthetic covellite, chalcocite and digenite in dilute chloride solutions at ambient temperatures. Hydrometallurgy 2011, 105, 321–327. [Google Scholar] [CrossRef] [Green Version]
- Mellado, M.E.; Cisternas, L.A.; Gálvez, E.D. An analytical model approach to heap leaching. Hydrometallurgy 2009, 95, 33–38. [Google Scholar] [CrossRef]
- Mellado, M.E.; Gálvez, E.D.; Cisternas, L.A. Stochastic analysis of heap leaching process via analytical models. Miner. Eng. 2012, 33, 93–98. [Google Scholar] [CrossRef]
- Mellado, M.; Cisternas, L.; Lucay, F.; Gálvez, E.; Sepúlveda, F. A posteriori analysis of analytical models for heap leaching using uncertainty and global sensitivity analyses. Minerals 2018, 8, 44. [Google Scholar] [CrossRef]
- Dixon, D.G.; Hendrix, J.L. A mathematical model for heap leaching of one or more solid reactants from porous ore pellets. Metall. Trans. B 1993, 24, 1087–1102. [Google Scholar] [CrossRef]
- Dixon, D.G.; Hendrix, J.L. A general model for leaching of one or more solid reactants from porous ore particles. Metall. Trans. B 1993, 24, 157–169. [Google Scholar] [CrossRef]
- Helle, S.; Jerez, O.; Kelm, U.; Pincheira, M.; Varela, B. The influence of rock characteristics on acid leach extraction and re-extraction of Cu-oxide and sulfide minerals. Miner. Eng. 2010, 23, 45–50. [Google Scholar] [CrossRef]
- Jones, D.A.; Paul, A.J.P. Acid leaching behavior of sulfide and oxide minerals determined by electrochemical polarization measurements. Miner. Eng. 1995, 8, 511–521. [Google Scholar] [CrossRef]
- Cheng, C.Y.; Lawson, F. The kinetics of leaching chalcocite in acidic oxygenated sulphate-chloride solutions. Hydrometallurgy 1991, 27, 249–268. [Google Scholar] [CrossRef]
- Ruiz, M.C.; Honores, S.; Padilla, R. Leaching kinetics of digenite concentrate in oxygenated chloride media at ambient pressure. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 1998, 29, 961–969. [Google Scholar] [CrossRef]
- Douglas, C. Montgomery: Design and Analysis of Experiments, 8th ed.; John Wiley & Sons: New York, NY, USA, 2012; ISBN 978-1-118-14692-7. [Google Scholar]
- Mathews, P.G. Design of Experiments with MINITAB; William, A., Ed.; ASQ Quality Press: Milwaukee, WI, USA, 2005; ISBN 0873896378. [Google Scholar]
Figure 1.
Operational fit curve versus analytical fit curve for copper recovery from oxide ores.

Figure 2.
Operational fit curve versus analytical fit curve for copper recovery from sulfide ores.

Figure 3.
Copper recovery from oxide and sulfide ores using H2SO4 and chlorides as an additive.

Figure 4.
High-level diagram of heap leaching in Arena Simulation Software.

Figure 5.
Copper recovery of base case maintaining a single mode of operation

Figure 6.
Copper recovery for the proposed scenario (two operation modes).

Figure 7.
Mode of operation for the proposed scenario.

Figure 8.
Statistics test of 2 samples (CI: Confidence interval of 90%).

Figure 9.
p-value of the hypothesis test.

Figure 10.
Differences of the samples.

Figure 11.
A 90% confidence interval for the difference.

Figure 12.
Distribution of production for both samples.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Statistics of analytical models of leaching of copper oxides adding sulfuric acid.
| Curve/Statistic | MAD | MSE | MAPE |
|---|---|---|---|
| R(t) (Oxides) | 1.008 × 10−2 | 1.222 × 10−4 | 1.28 × 10−2 |
Table 2.
Statistics of analytical models of leaching of secondary copper sulfides adding sulfuric acid.
Table 2.
Statistics of analytical models of leaching of secondary copper sulfides adding sulfuric acid.
| Curve/Statistic | MAD | MSE | MAPE |
|---|---|---|---|
| R(t) (Oxides) | 6.63 × 10−4 | 5.068 × 10−7 | 8.93 × 10−4 |
Table 3.
Statistics of analytical models of leaching adding chlorides.
| Curve/Statistic | MAD | MSE | MAPE |
|---|---|---|---|
| R(t) (Chloride 20 g/L) | 1.68 × 10−4 | 4.59 × 10−7 | 5.40 × 10−4 |
| R(t) (Chloride 50 g/L) | 9.17 × 10−5 | 5.23 × 10−7 | 5.89 × 10−4 |
Table 4.
Recovery for each configuration in a 90-day leaching time.
| Configuration | Recovery (%) |
|---|---|
| Leaching of secondary copper sulfides with sulfuric acid | 40.5 |
| Leaching of secondary copper sulfides adding chlorides (20 g/L) | 46.5 |
| Leaching of secondary copper sulfides adding chlorides (50 g/L) | 58.1 |
| Leaching of copper oxides with sulfuric acid | 64.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Saldaña, M.; Toro, N.; Castillo, J.; Hernández, P.; Navarra, A. Optimization of the Heap Leaching Process through Changes in Modes of Operation and Discrete Event Simulation. Minerals 2019, 9, 421. https://doi.org/10.3390/min9070421
AMA Style
Saldaña M, Toro N, Castillo J, Hernández P, Navarra A. Optimization of the Heap Leaching Process through Changes in Modes of Operation and Discrete Event Simulation. Minerals. 2019; 9(7):421. https://doi.org/10.3390/min9070421
Chicago/Turabian StyleSaldaña, Manuel, Norman Toro, Jonathan Castillo, Pía Hernández, and Alessandro Navarra. 2019. "Optimization of the Heap Leaching Process through Changes in Modes of Operation and Discrete Event Simulation" Minerals 9, no. 7: 421. https://doi.org/10.3390/min9070421
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.