
The Influence of the Processing Parameters on the Laser-Ablation of Stainless Steel and Brass during the Engraving by Nanosecond Fiber Laser


Abstract
:1. Introduction
2. Materials and Methods
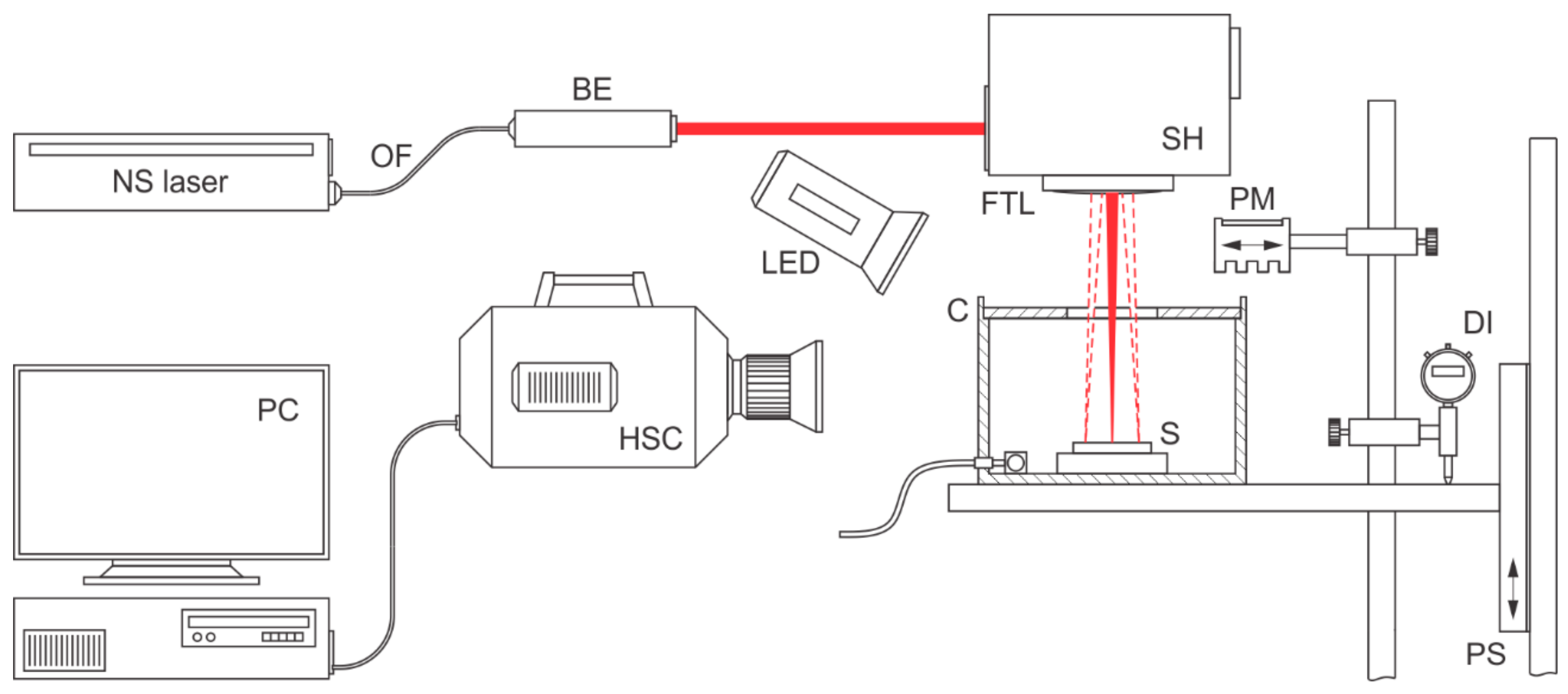
2.1. Laser Processing
2.2. Material
2.3. Characterization of Ablation Outcomes
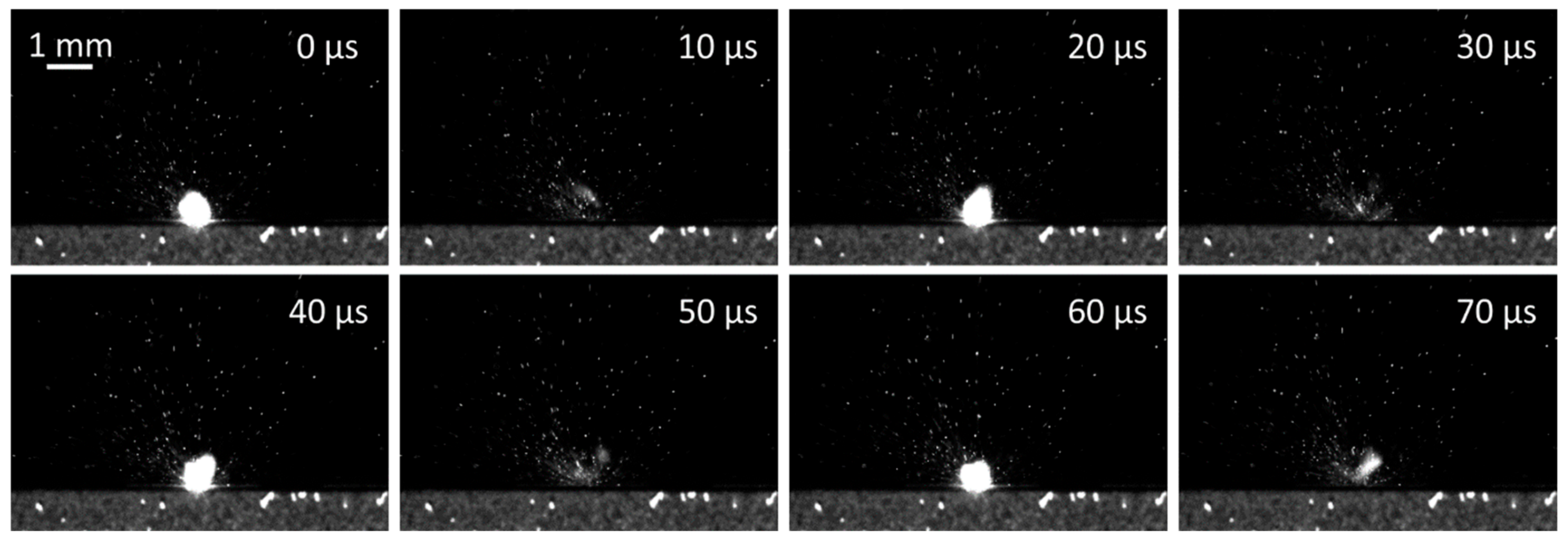
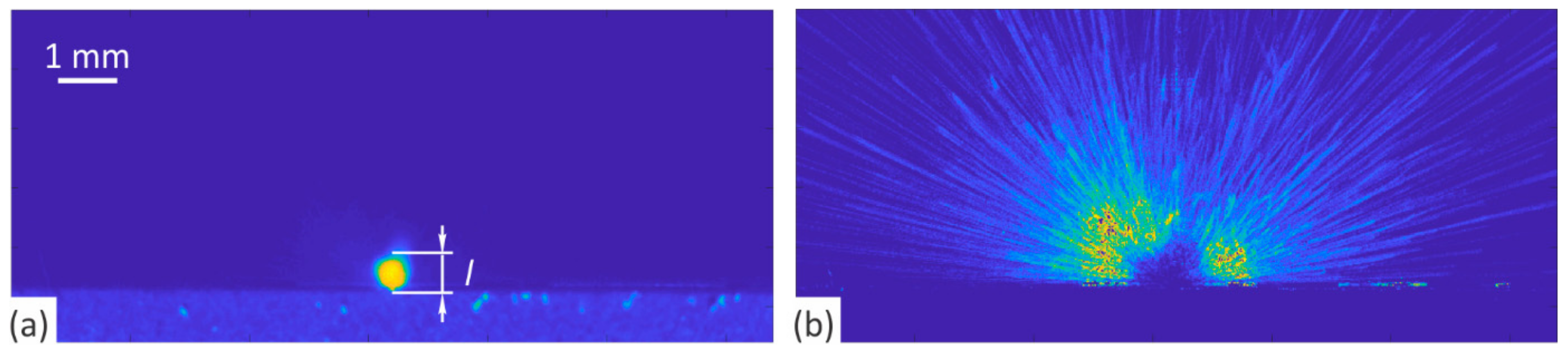
2.4. Plasma Characterization
3. Results and Discussion
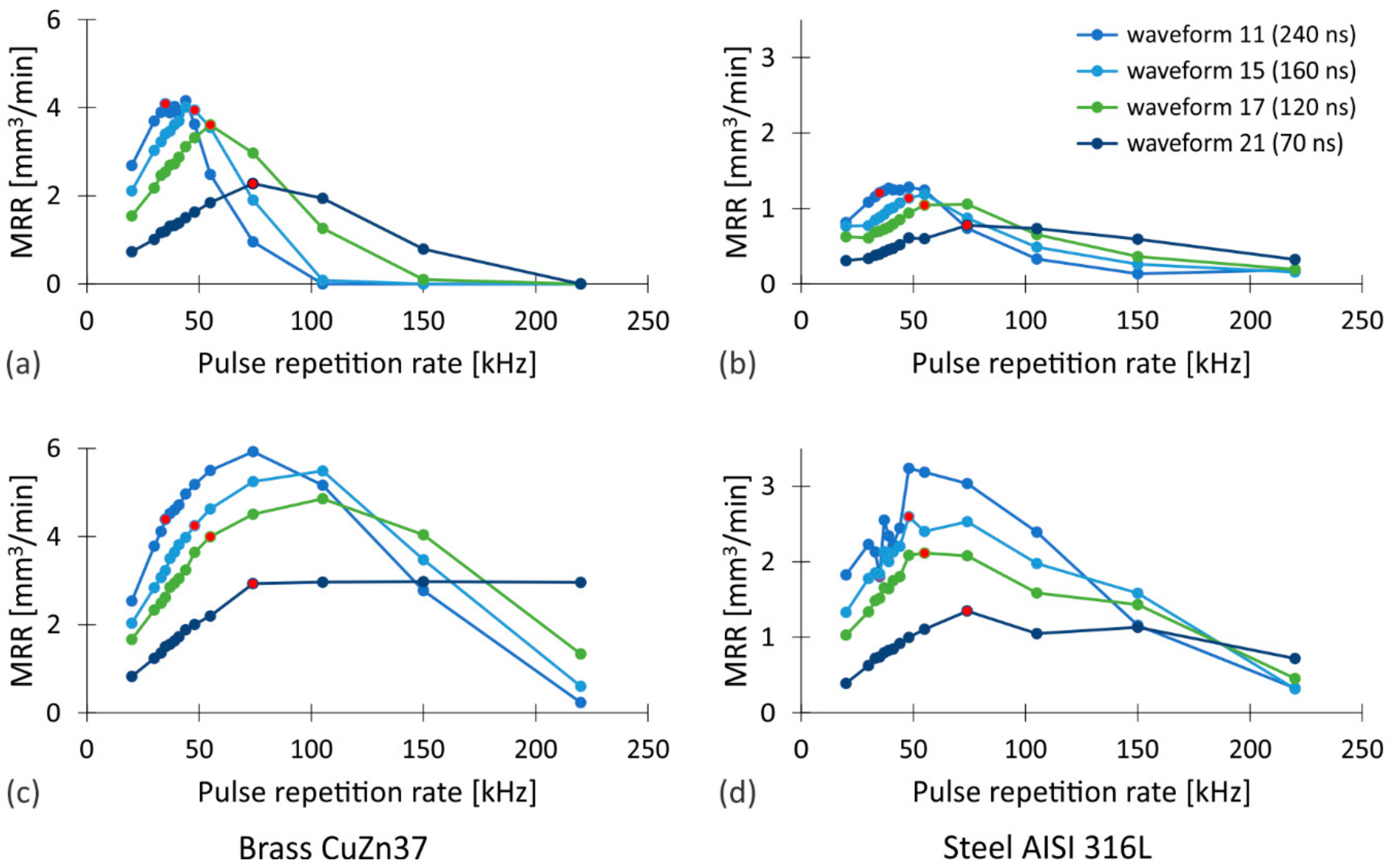
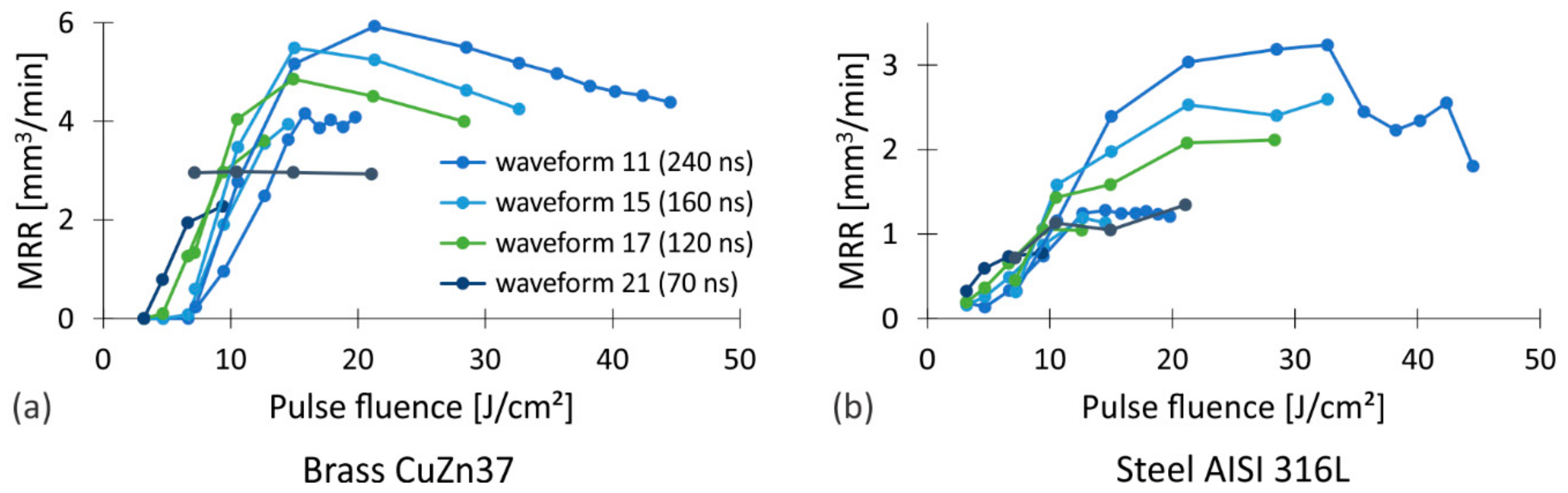
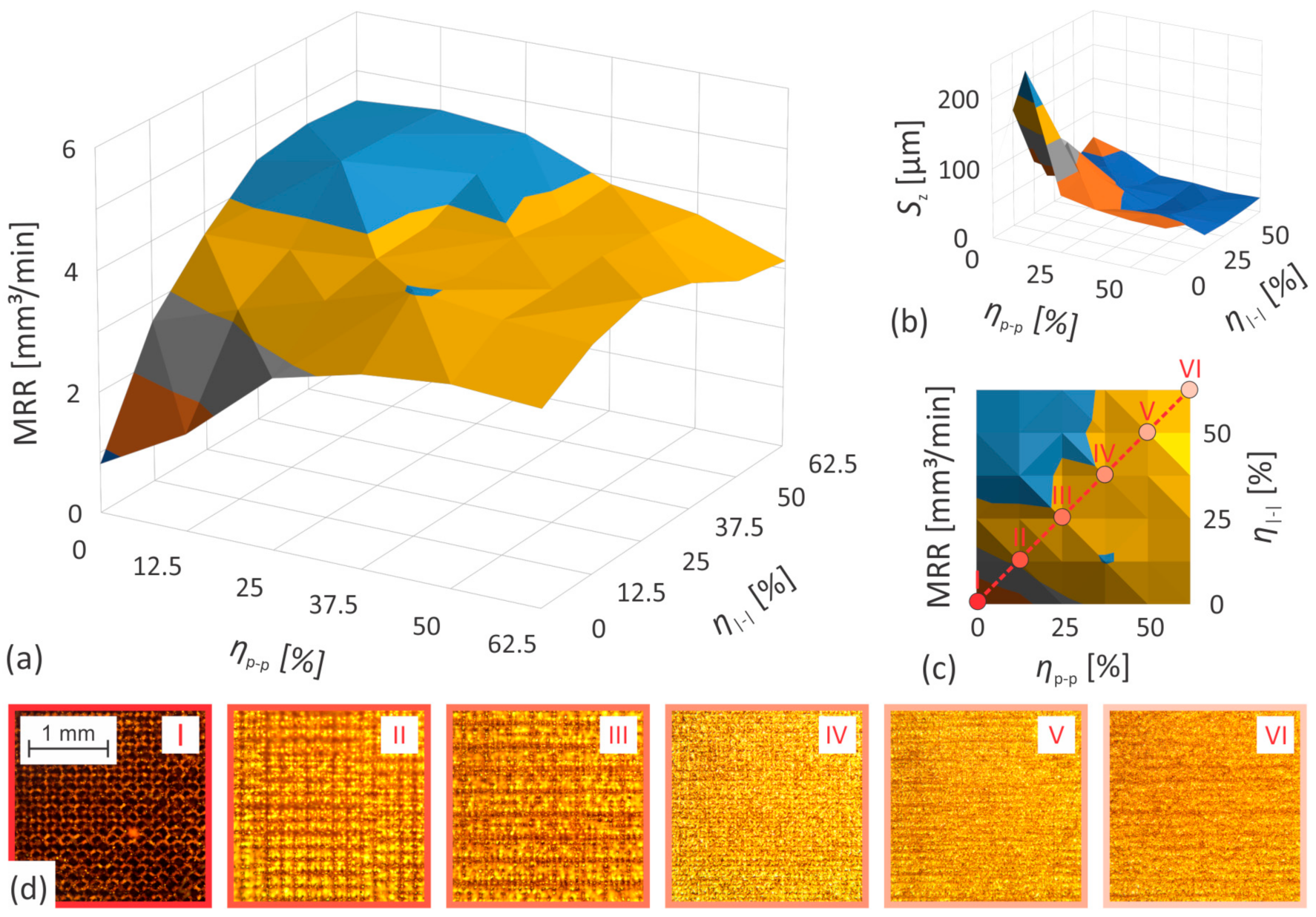
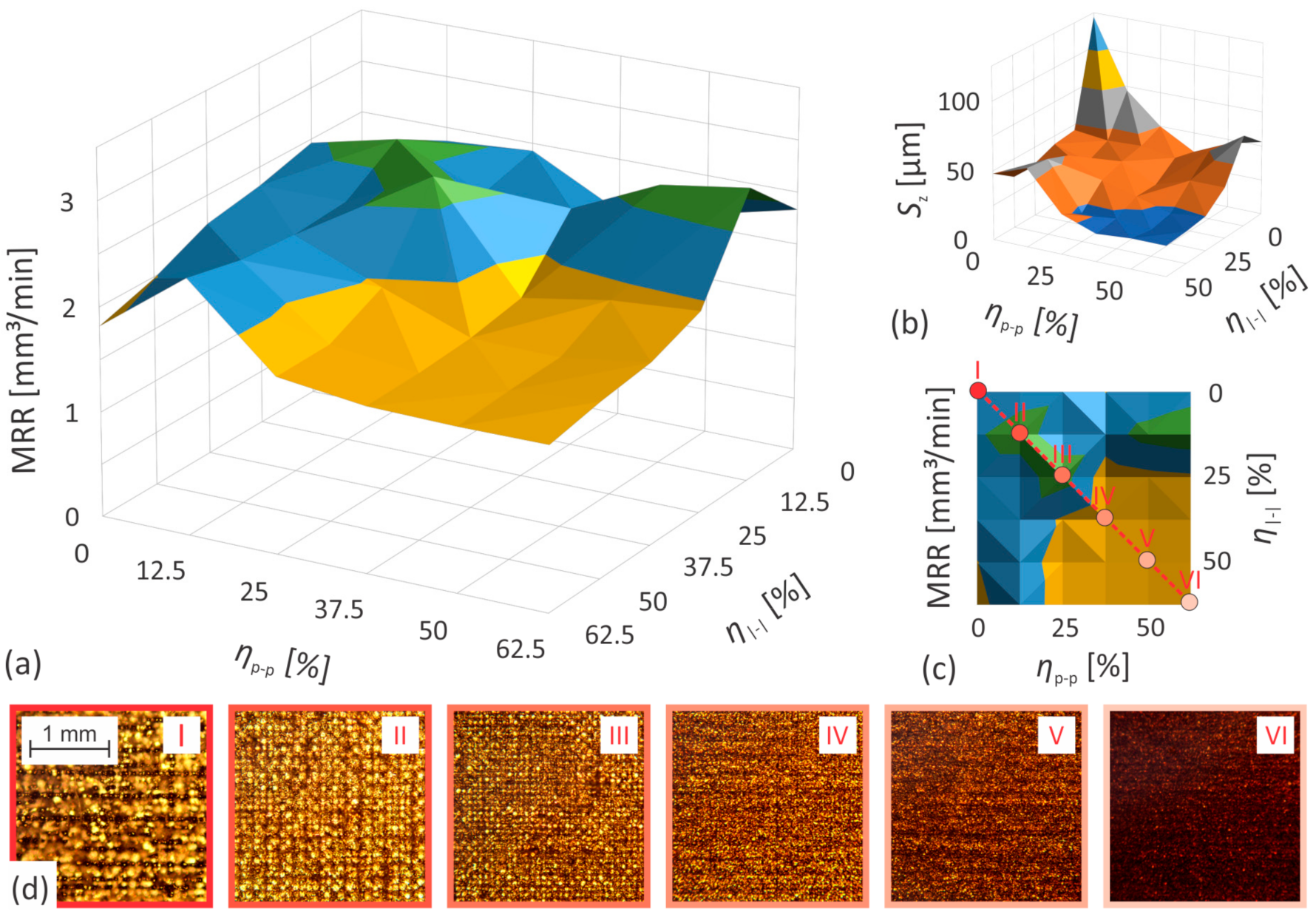
3.1. Influence of Laser Processing Parameters on MRR
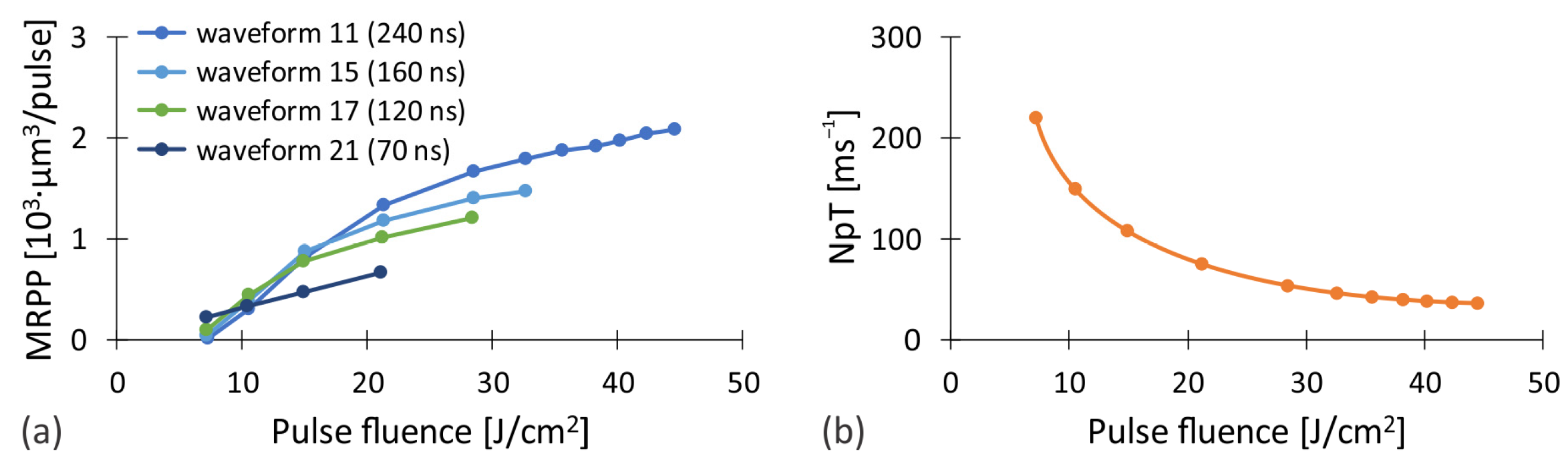
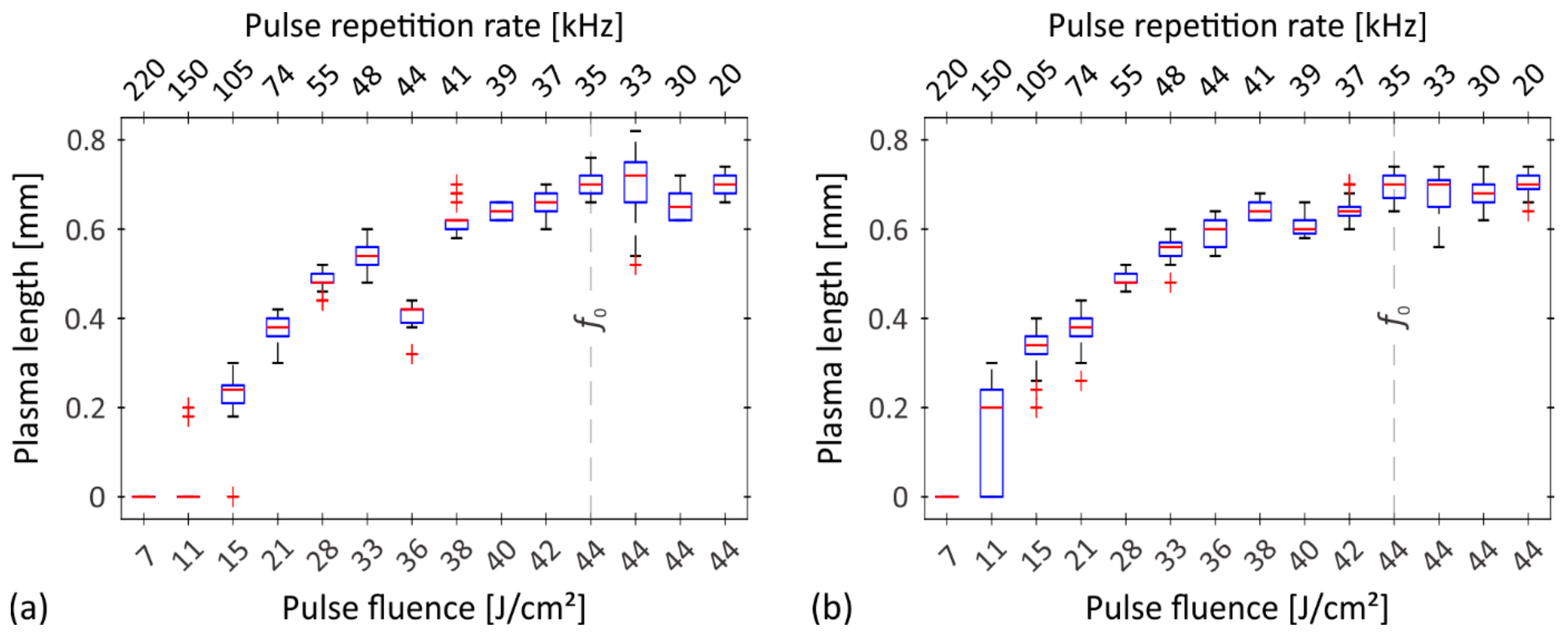
3.2. Evaluation of Plasma Shielding
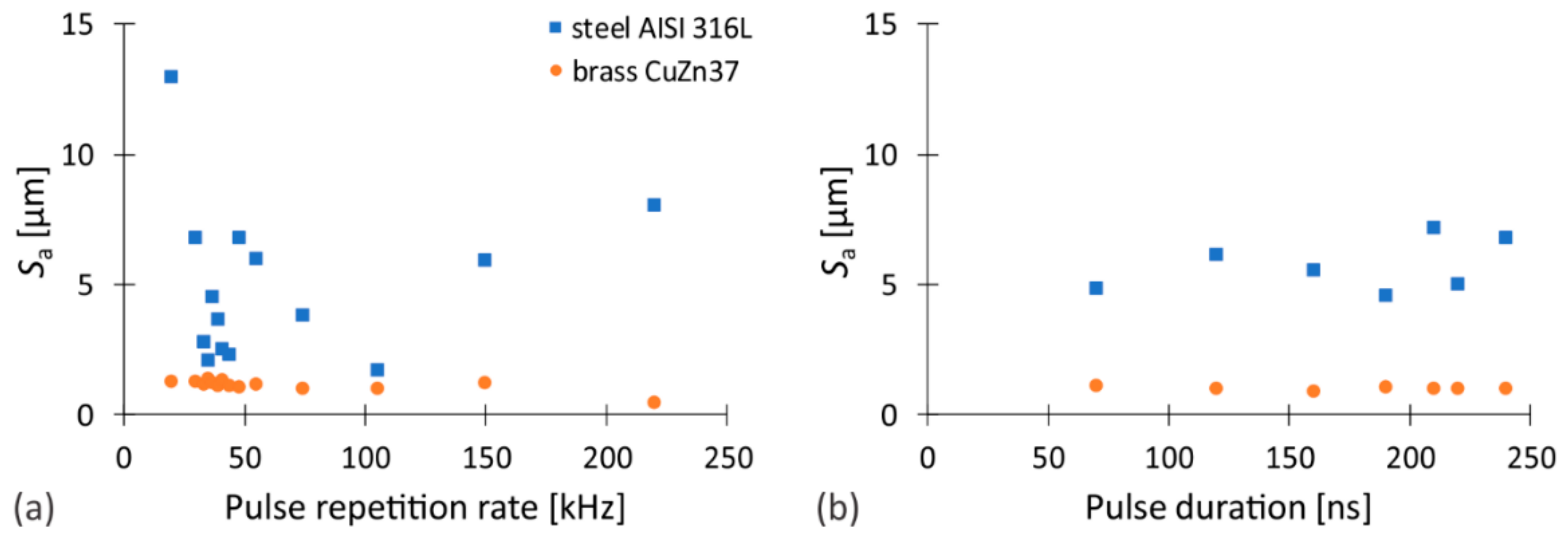
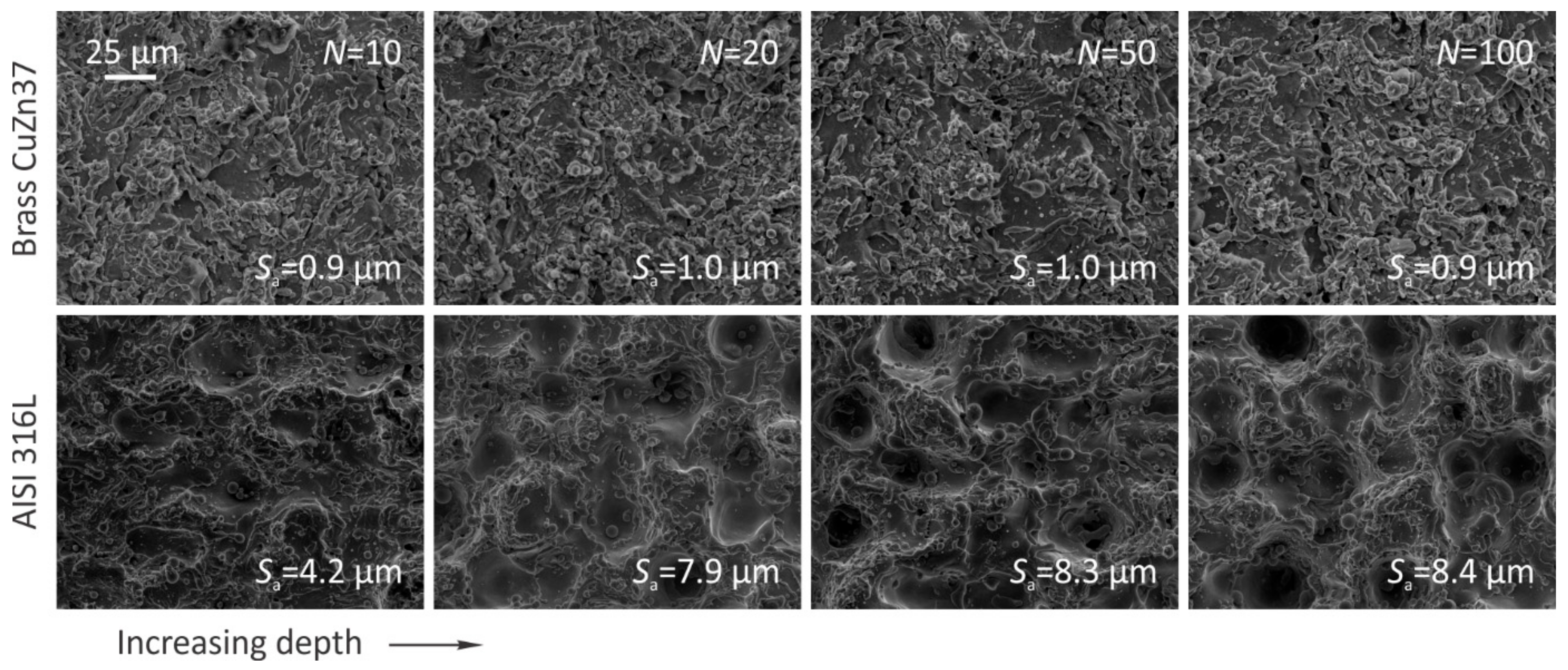
3.3. Influence of Laser Processing Parameters on Sa
3.4. Influence of Scanner Parameters on MRR and Sz
4. Conclusions
- While the maximum achievable material removal rate MRR increases monotonically with the pulse length for both investigated materials, the influence of the pulse repetition rate is much more complex. MRR grows linearly up to the characteristic repetition rate f0 (where the pulse energy and the average power are both at maximal values) which is consistent with the increase in laser output power, and then the trend gradually reverses. The maximum MRR is reached at the pulse repetition rate that is higher or at most equal to f0. The determination of the exact value depends mainly on the correlation between the fluence of the laser pulses and their repetition rate and, thus, indirectly on a number of other processing parameters, including the pulse-to-pulse and line-to-line overlaps, the duration and shape of the pulses, and the scanning speed as well as on the material properties.
- The quality of the treated surface is mainly influenced by the degree of overlap, whereby a larger overlap leads to a lower surface roughness, regardless of the material being processed. The effects of the pulse repetition rate are also noticeable, which determine the energy of the laser pulses, and of the scanning strategy, on which the amplitude of the waviness of the surface relief depends, while the influence of the pulse duration on surface roughness is practically negligible.
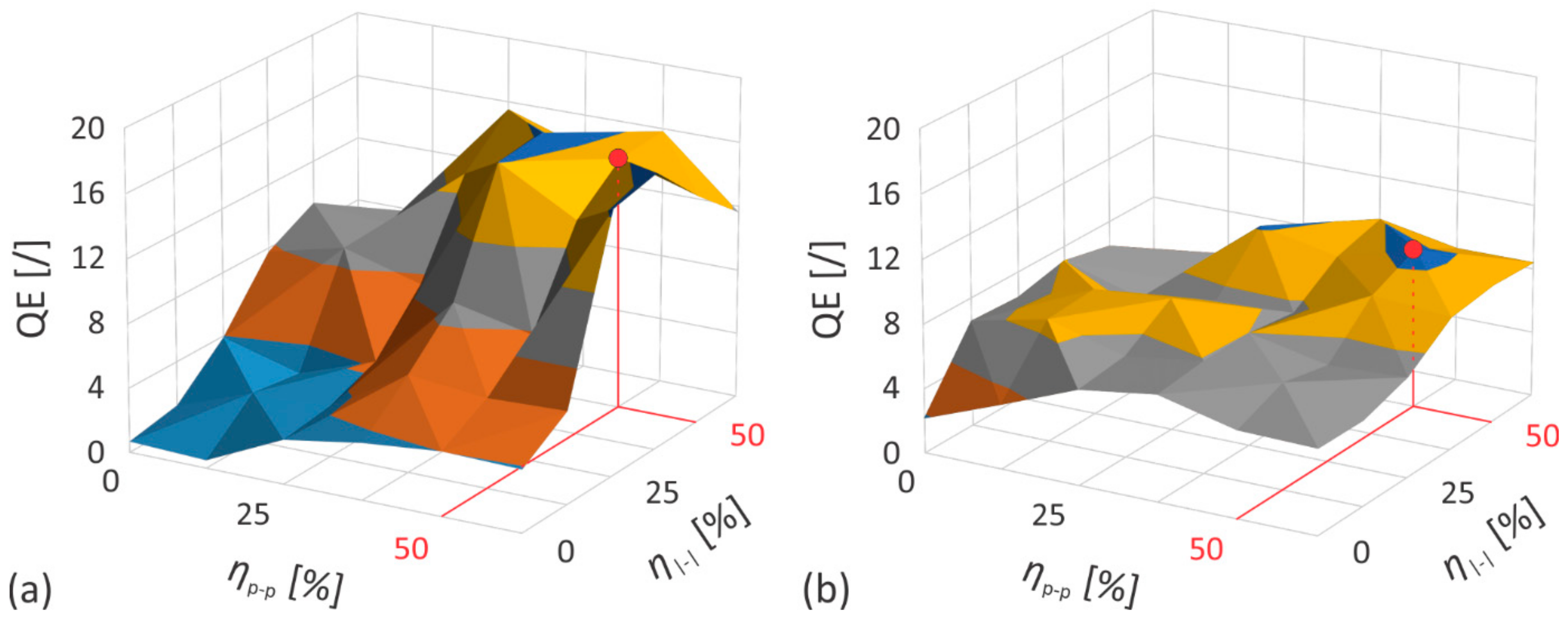
- The process optimization indicates that while operating with laser processing parameters resulting in the highest MRR, the best achievable ratio between material removal rate and the quality of the treated surface is achieved at about 50% overlap of the laser pulses, regardless of the material being processed.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Williams, E.; Brousseau, E.B.; Rees, A. Nanosecond Yb fibre laser milling of aluminium: Effect of process parameters on the achievable surface finish and machining efficiency. Int. J. Adv. Manuf. Technol. 2014, 74, 769–780. [Google Scholar] [CrossRef]
- Deladurantaye, P.; Kliner, D.A.; Gay, D.; Cournoyer, A.; Dawson, J.W.; Tankala, K.; Roy, V.; Labranche, B.; Levesque, M.; Taillon, Y.; et al. Material micromachining using a pulsed fiber laser platform with fine temporal nanosecond pulse shaping capability. In Proceedings of the SPIE LASE: Lasers and Applications in Science and Engineering, San Jose, CA, USA, 24–29 January 2009; p. 71951S. [Google Scholar]
- Ahmed, N.; Darwish, S.; Alahmari, A.M. Laser Ablation and Laser-Hybrid Ablation Processes: A Review. Mater. Manuf. Process. 2016, 31, 1121–1142. [Google Scholar] [CrossRef]
- Knowles, M.R.H.; Rutterford, G.; Karnakis, D.; Ferguson, A. Micro-machining of metals, ceramics and polymers using nanosecond lasers. Int. J. Adv. Manuf. Technol. 2007, 33, 95–102. [Google Scholar] [CrossRef]
- Poulter, M.; Gabzdyl, J. Nanosecond pulsed fiber lasers—A flexible solution for cleaning and surface functionalisation. Ind. Laser Solut. Manuf. 2020, 35, 16–19. [Google Scholar]
- Bovatsek, J.; Kaiser, J.; Strugala, L. High-power UV lasers for precision micromachining. Ind. Laser Solut. Manuf. 2020, 35, 20–23. [Google Scholar]
- Chen, T.-H.; Fardel, R.; Arnold, C.B. Ultrafast z-scanning for high-efficiency laser micro-machining. Light Sci. Appl. 2018, 7, 17181. [Google Scholar] [CrossRef]
- Malinauskas, M.; Žukauskas, A.; Hasegawa, S.; Hayasaki, Y.; Mizeikis, V.; Buividas, R.; Juodkazis, S. Ultrafast laser processing of materials: From science to industry. Light Sci. Appl. 2016, 5, e16133. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Banat, D.; Ganguly, S.; Meco, S.; Harrison, P. Application of high power pulsed nanosecond fibre lasers in processing ultra-thin aluminium foils. Opt. Lasers Eng. 2020, 129, 11. [Google Scholar] [CrossRef]
- Petkov, P.V.; Dimov, S.S.; Minev, R.M.; Pham, D.T. Laser milling: Pulse duration effects on surface integrity. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 35–45. [Google Scholar] [CrossRef] [Green Version]
- Raciukaitis, G.; Brikas, M.; Gecys, P.; Gedvilas, M. Accumulation Effects in Laser Ablation of Metals with High-Repetition-Rate Lasers; SPIE: Bellingham, WA, USA, 2008; Volume 7005. [Google Scholar]
- Leitz, K.-H.; Redlingshöfer, B.; Reg, Y.; Otto, A.; Schmidt, M. Metal Ablation with Short and Ultrashort Laser Pulses. Phys. Procedia 2011, 12, 230–238. [Google Scholar] [CrossRef] [Green Version]
- Patel, R.; Bovatsek, J.; Chui, H. Nano to pico to femto: Pulse widths for optimal laser micromachining outcomes. Ind. Laser Solut. Manuf. 2017, 32, 21–24. [Google Scholar]
- Semerok, A.; Chaléard, C.; Detalle, V.; Lacour, J.L.; Mauchien, P.; Meynadier, P.; Nouvellon, C.; Sallé, B.; Palianov, P.; Perdrix, M.; et al. Experimental investigations of laser ablation efficiency of pure metals with femto, pico and nanosecond pulses. Appl. Surf. Sci. 1999, 138, 311–314. [Google Scholar] [CrossRef]
- Bulushev, E.; Bessmeltsev, V.; Dostovalov, A.; Goloshevsky, N.; Wolf, A. High-speed and crack-free direct-writing of microchannels on glass by an IR femtosecond laser. Opt. Lasers Eng. 2016, 79, 39–47. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Laser Beam MicroMachining (LBMM)—A review. Opt. Lasers Eng. 2015, 73, 89–122. [Google Scholar] [CrossRef]
- Phillips, K.C.; Gandhi, H.H.; Mazur, E.; Sundaram, S.K. Ultrafast laser processing of materials: A review. Adv. Opt. Photonics 2015, 7, 684–712. [Google Scholar] [CrossRef]
- Forsman, A.C.; Banks, P.S.; Perry, M.D.; Campbell, E.M.; Dodell, A.L.; Armas, M.S. Double-pulse machining as a technique for the enhancement of material removal rates in laser machining of metals. J. Appl. Phys. 2005, 98, 7. [Google Scholar] [CrossRef]
- GmbH, G. Communications: Laser Technik Journal 3/2015. Laser Tech. J. 2015, 12, 24–25. [Google Scholar] [CrossRef]
- Domke, M.; Matylitsky, V.; Stroj, S. Surface ablation efficiency and quality of fs lasers in single-pulse mode, fs lasers in burst mode, and ns lasers. Appl. Surf. Sci. 2020, 505, 6. [Google Scholar] [CrossRef]
- Dondieu, S.D.; Wlodarczyk, K.L.; Harrison, P.; Rosowski, A.; Gabzdyl, J.; Reuben, R.L.; Hand, D.P. Process Optimization for 100 W Nanosecond Pulsed Fiber Laser Engraving of 316L Grade Stainless Steel. J. Manuf. Mater. Process. 2020, 4, 110. [Google Scholar] [CrossRef]
- Li, J.; Ji, L.; Hu, Y.; Bao, Y. Precise micromachining of yttria-tetragonal zirconia polycrystal ceramic using 532 nm nanosecond laser. Ceram. Int. 2016, 42, 4377–4385. [Google Scholar] [CrossRef]
- Xing, Y.; Liu, L.; Wu, Z.; Wang, X.; Huang, P.; Tang, L. Fabrication and characterization of micro-channels on Al2O3/TiC ceramic produced by nanosecond laser. Ceram. Int. 2018, 44, 23035–23044. [Google Scholar] [CrossRef]
- Williams, E.; Brousseau, E.B. Simulation and Experimental Study of Nanosecond Laser Micromachining of Commercially Pure Titanium. J. Micro Nanomanuf. 2016, 4, 011004. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Lavecchia, F.; Contuzzi, N.; Percoco, G. Analysis of Shape Geometry and Roughness of Ti6Al4V Parts Fabricated by Nanosecond Laser Ablation. Micromachines 2018, 9, 324. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Teixidor, D.; Ferrer, I.; Ciurana, J.; Özel, T. Optimization of process parameters for pulsed laser milling of micro-channels on AISI H13 tool steel. Robot. Comput. Integr. Manuf. 2013, 29, 209–218. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Ludovico, A.D.; Bonserio, C.; Cavalluzzi, P.; Cinquepalmi, M. Experimental analysis of the laser milling process parameters. J. Mater. Process. Technol. 2007, 191, 220–223. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S.; Petkov, P.V. Laser milling of ceramic components. Int. J. Mach. Tools Manuf. 2007, 47, 618–626. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P. Investigation of laser and process parameters for Selective Laser Erosion. Precis. Eng. 2010, 34, 101–112. [Google Scholar] [CrossRef]
- Saklakoglu, I.E.; Kasman, S. Investigation of micro-milling process parameters for surface roughness and milling depth. Int. J. Adv. Manuf. Technol. 2011, 54, 567–578. [Google Scholar] [CrossRef]
- Lee, S.; Yang, D.; Nikumb, S. Femtosecond laser micromilling of Si wafers. Appl. Surf. Sci. 2008, 254, 2996–3005. [Google Scholar] [CrossRef] [Green Version]
- Paulo, B.; Joel, V.; Bruno, S.; Carlos, G. Laser micromachining for mould manufacturing: I. The influence of operating parameters. Assem. Autom. 2006, 26, 227–234. [Google Scholar] [CrossRef]
- Kasman, Ş.; Saklakoglu, I.E. Determination of process parameters in the laser micromilling application using Taguchi method: A case study for AISI H13 tool steel. Int. J. Adv. Manuf. Technol. 2012, 58, 201–209. [Google Scholar] [CrossRef]
- Desbiens, J.-P.; Masson, P. ArF excimer laser micromachining of Pyrex, SiC and PZT for rapid prototyping of MEMS components. Sens. Actuators A Phys. 2007, 136, 554–563. [Google Scholar] [CrossRef]
- Leone, C.; Papa, I.; Tagliaferri, F.; Lopresto, V. Investigation of CFRP laser milling using a 30W Q-switched Yb:YAG fiber laser: Effect of process parameters on removal mechanisms and HAZ formation. Compos. Part A Appl. Sci. Manuf. 2013, 55, 129–142. [Google Scholar] [CrossRef]
- Petkov, P.V.; Scholz, S.; Dimov, S. Strategies for material removal in laser milling. In Proceedings of the 4M2008 Conference—Multi-Materialal Micro Manufacture, Cardiff, UK, 9–11 September 2008. [Google Scholar]
- Gabzdyl, J. Fibre lasers make their mark. Nat. Photonics 2008, 2, 21–23. [Google Scholar] [CrossRef]
- Henry, M.; Harrison, P.M.; Henderson, I.; Brownell, M.F. Laser milling: A practical industrial solution for machining a wide variety of materials. In Proceedings of the Fifth International Symposium on Laser Precision Microfabrication, Nara, Japan, 11–14 May 2004; p. 6. [Google Scholar]
- Tünnermann, A.; Schreiber, T.; Limpert, J. Fiber lasers and amplifiers: An ultrafast performance evolution. Appl. Opt. 2010, 49, F71–F78. [Google Scholar] [CrossRef]
- Hecht, J. Understanding Lasers: An Entry-Level Guide, 4th ed.; Wiley-IEEE Press: Hoboken, NJ, USA, 2018; p. 608. [Google Scholar]
- Hendow, S.T.; Guerreiro, P.T.; Schilling, N.; Rabe, J. Pulse shape control of a MOPA fiber laser for marking of stainless steel and other materials. In Proceedings of the ICALEO® 2010: 29th International Congress on Laser Materials Processing, Laser Microprocessing and Nanomanufacturing, Anaheim, CA, USA, 1 September 2010; pp. 951–958. [Google Scholar]
- Laakso, P.; Pantsar, H.; Mehtälä, V. Marking Decorative Features to Stainless Steel with Fiber Laser; Imd/Alac: Minneapolis, MN, USA, 2008. [Google Scholar]
- Amara, E.H.; Haïd, F.; Noukaz, A. Experimental investigations on fiber laser color marking of steels. Appl. Surf. Sci. 2015, 351, 1–12. [Google Scholar] [CrossRef]
- Burn, A.; Muralt, M.; Pilz, S.; Romano, V.; Witte, R.; Frei, B.; Buecheler, S.; Nishiwaki, S.; Krainer, L. All Fiber Laser Scribing of Cu(In,Ga)Se2 Thin-Film Solar Modules. Phys. Proc. 2013, 41, 713–722. [Google Scholar] [CrossRef] [Green Version]
- Selleri, S.; Cucinotta, A.; Poli, F.; Passaro, D. High brilliance fiber lasers for the scribing of photovoltaic modules. In Proceedings of the ICTON 2009: 11th International Conference on Transparent Optical Networks, Azores, Portugal, 28 June–2 July 2009; pp. 1–4. [Google Scholar]
- Može, M.; Senegačnik, M.; Gregorčič, P.; Hočevar, M.; Zupančič, M.; Golobič, I. Laser-Engineered Microcavity Surfaces with a Nanoscale Superhydrophobic Coating for Extreme Boiling Performance. ACS Appl. Mater. Interf. 2020, 12, 24419–24431. [Google Scholar] [CrossRef] [PubMed]
- Petkovšek, M.; Hočevar, M.; Gregorčič, P. Surface functionalization by nanosecond-laser texturing for controlling hydrodynamic cavitation dynamics. Ultrason. Sonochem. 2020, 67, 10. [Google Scholar] [CrossRef] [PubMed]
- Genna, S.; Leone, C.; Lopresto, V.; Santo, L.; Trovalusci, F. Study of fibre laser machining of C45 steel: Influence of process parameters on material removal rate and roughness. Int. J. Mater. Form. 2010, 3, 1115–1118. [Google Scholar] [CrossRef]
- Binder, A.; Metzger, T.; Ashkenasi, D.; Müller, G.; Riesbeck, T.; Eichler, H.-J. High aspect-ratio laser-drilling of micro-holes with a Nd:YAG master-oscillator power-amplifier (MOPA) system. In Proceedings of the ICALEO® 2002: 21st International Congress on Laser Materials Processing and Laser Microfabrication, Scottsdale, AR, USA, 14–17 October 2002; p. 163511. [Google Scholar]
- Hendow, S.T.; Romero, R.; Shakir, S.A.; Guerreiro, P.T. Percussion drilling of metals using bursts of nanosecond pulses. Opt. Exp. 2011, 19, 10221–10231. [Google Scholar] [CrossRef] [PubMed]
- Neill, W.O.; Li, K. High-Quality Micromachining of Silicon at 1064 nm Using a High-Brightness MOPA-Based 20-W Yb Fiber Laser. IEEE J. Sel Top. Quantum Electron. 2009, 15, 462–470. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B. Remote cutting of Li-ion battery electrodes with infrared and green ns-pulsed fibre lasers. Int. J. Adv. Manuf. Technol. 2014, 75, 1557–1568. [Google Scholar] [CrossRef] [Green Version]
- Guerra, A.J.; Farjas, J.; Ciurana, J. Fibre laser cutting of polycaprolactone sheet for stents manufacturing: A feasibility study. Opt. Laser. Technol. 2017, 95, 113–123. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S.; Tagliaferri, V. Fibre laser cutting of CFRP thin sheets by multi-passes scan technique. Opt. Lasers Eng. 2014, 53, 43–50. [Google Scholar] [CrossRef]
- Schmieder, B. Laser cutting of graphite anodes for automotive lithium-ion secondary batteries: Investigations in the edge geometry and heat-affected zone. In Proceedings of the SPIE LASE, San Francisco, CA, USA, 21–26 January 2012. [Google Scholar]
- Miranda, R.M.; Lopes, G.; Quintino, L.; Rodrigues, J.P.; Williams, S. Rapid prototyping with high power fiber lasers. Mater. Des. 2008, 29, 2072–2075. [Google Scholar] [CrossRef]
- Gay, D.; Cournoyer, A.; Deladurantaye, P.; Briand, M.; Roy, V.; Labranche, B.; Levesque, M.; Taillon, Y. Micro-Milling Process Improvement Using an Agile Pulse-Shaping Fiber Laser; SPIE: Bellingham, WA, USA, 2009; Volume 7386. [Google Scholar]
- Gower, M.C. Industrial applications of laser micromachining. Opt. Exp. 2000, 7, 56–67. [Google Scholar] [CrossRef]
- Hendow, S.T.; Shakir, S.A.; Sousa, J.M. MOPA fiber laser with controlled pulse width and peak power for optimizing micromachining applications. In Proceedings of the SPIE LASE, San Francisco, CA, USA, 23–28 January 2010. [Google Scholar]
- International Copper Association, L. Wrought Materials—Copper-Zinc Alloys—Brasses—CuZn37. Available online: http://copperalliance.org.uk/uploads/2018/03/cuzn37-cw508l-datasheet-d7.pdf (accessed on 10 April 2021).
- ToolBox, E. Resources, Tools and Basic Information for Engineering and Design of Technical Applications. Available online: https://www.engineeringtoolbox.com/ (accessed on 12 April 2021).
- Iron Boar Labs Ltd. AISI 316L (S31603) Stainless Steel. Available online: https://www.makeitfrom.com/material-properties/AISI-316L-S31603-Stainless-Steel (accessed on 11 April 2021).
- Zupančič, M.; Gregorčič, P. Laser Surface Engineering for Boiling Heat Transfer Applications. In Materials with Extreme Wetting Properties: Methods and Emerging Industrial Applications; Hosseini, M., Karapanagiotis, I., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 245–303. [Google Scholar]
- Ujihara, K. Reflectivity of Metals at High Temperatures. J. Appl. Phys. 1972, 43, 2376–2383. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Symbol | Unit | Steel AISI 316L | Brass CuZn37 |
|---|---|---|---|---|
| Density | ρ | kg/m3 | 7900 | 8450 |
| Melting point | Tm | °C | 1390 | 920 |
| Boiling point | Tv | °C | 2800 | 1100 |
| Latent heat of melting | Lm | kJ/kg | 290 | 168 |
| Latent heat of boiling | Lv | kJ/kg | 6090 | 3680 |
| Specific heat capacity | cp | kJ/kg K | 470 | 377 |
| Thermal conductivity (at 20 °C) | κ | W/mK | 15 | 125 |
| System Characteristics | Photron |
|---|---|
| Frame rate [fps] | 100k |
| Image size [pix] | 640 × 280 |
| Measuring area [mm] | 12.8 × 5.6 |
| Captured frames [] | 300 |
| Color (gray) [bit] | 16 |
| Shutter time [µs] | 8.4 |
| Gamma correction [] | 1.5 |
| System characteristics | Photron |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hribar, L.; Gregorčič, P.; Senegačnik, M.; Jezeršek, M. The Influence of the Processing Parameters on the Laser-Ablation of Stainless Steel and Brass during the Engraving by Nanosecond Fiber Laser. Nanomaterials 2022, 12, 232. https://doi.org/10.3390/nano12020232
Hribar L, Gregorčič P, Senegačnik M, Jezeršek M. The Influence of the Processing Parameters on the Laser-Ablation of Stainless Steel and Brass during the Engraving by Nanosecond Fiber Laser. Nanomaterials. 2022; 12(2):232. https://doi.org/10.3390/nano12020232
Chicago/Turabian StyleHribar, Luka, Peter Gregorčič, Matej Senegačnik, and Matija Jezeršek. 2022. "The Influence of the Processing Parameters on the Laser-Ablation of Stainless Steel and Brass during the Engraving by Nanosecond Fiber Laser" Nanomaterials 12, no. 2: 232. https://doi.org/10.3390/nano12020232