
Improvement of the Electrical-Mechanical Performance of Epoxy/Graphite Composites Based on the Effects of Particle Size and Curing Conditions

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Epoxy/G Composites
2.3. Characterization
3. Results and Discussion
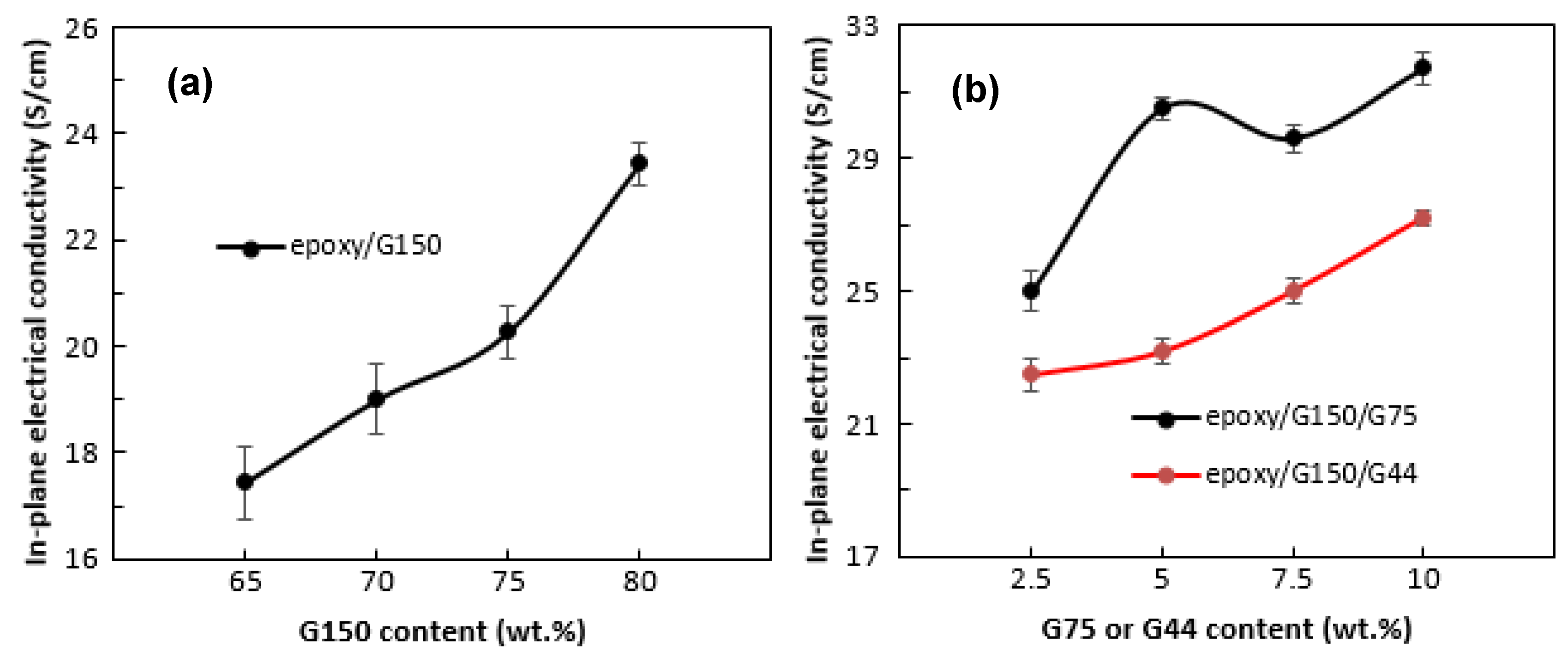
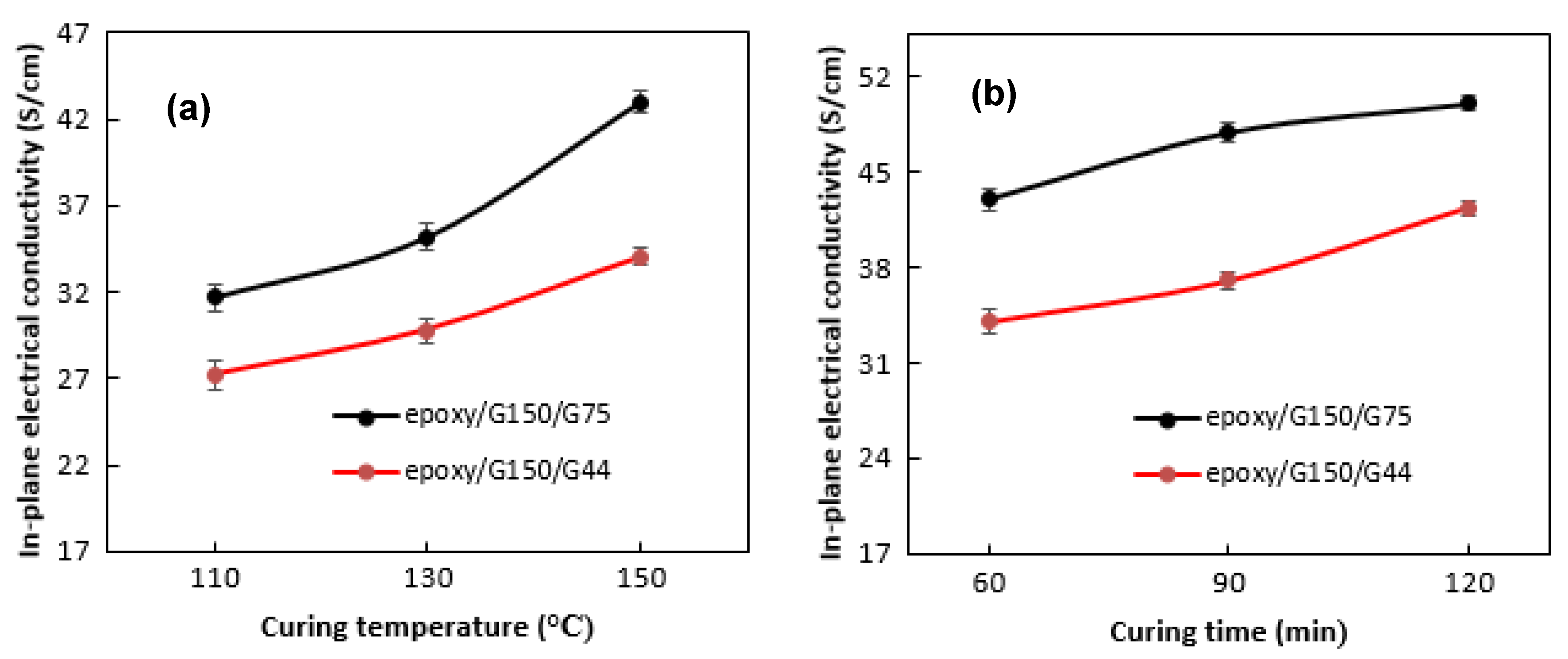
3.1. In-Plane Electrical Conductivity Results
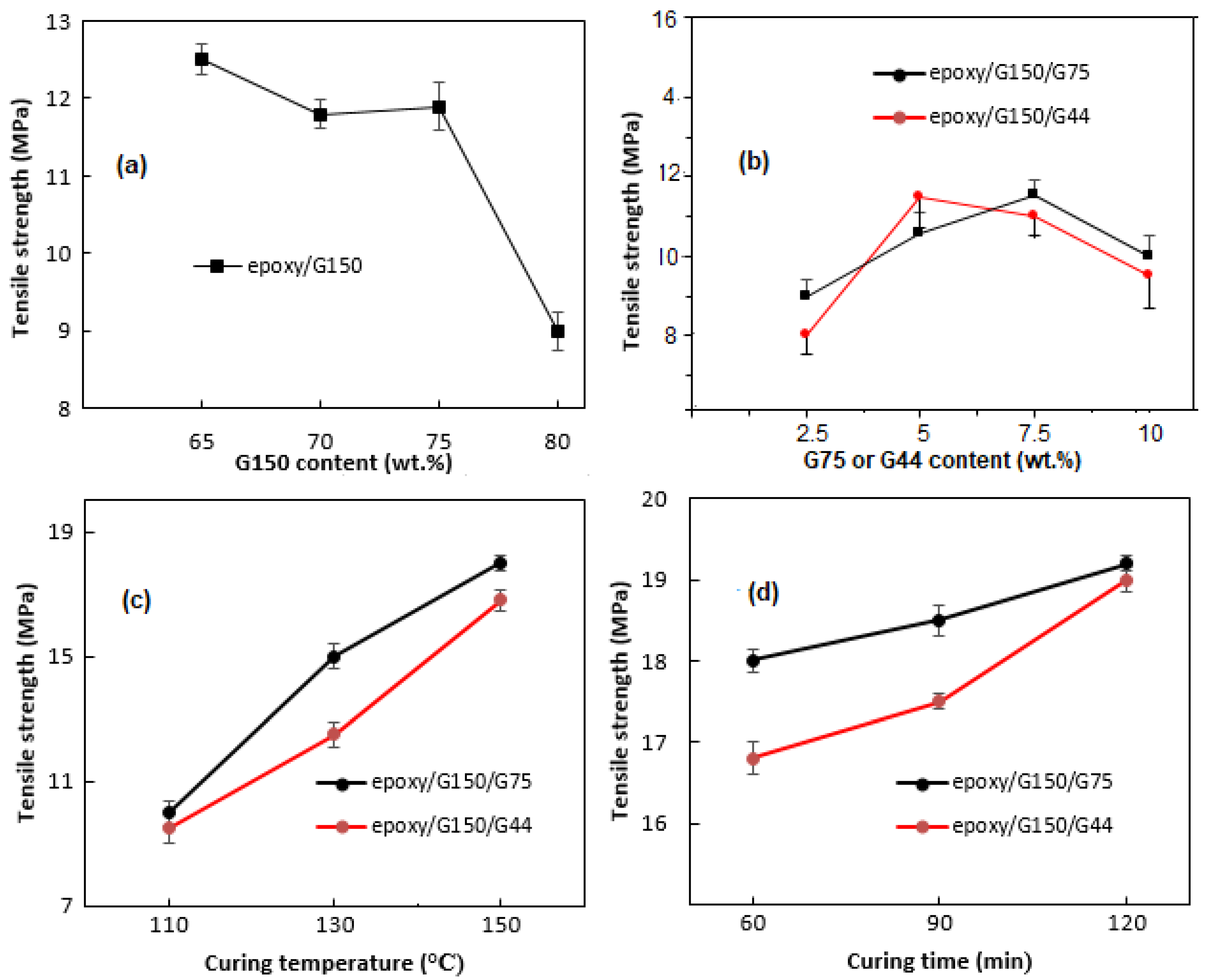
3.2. Tensile Strength Results
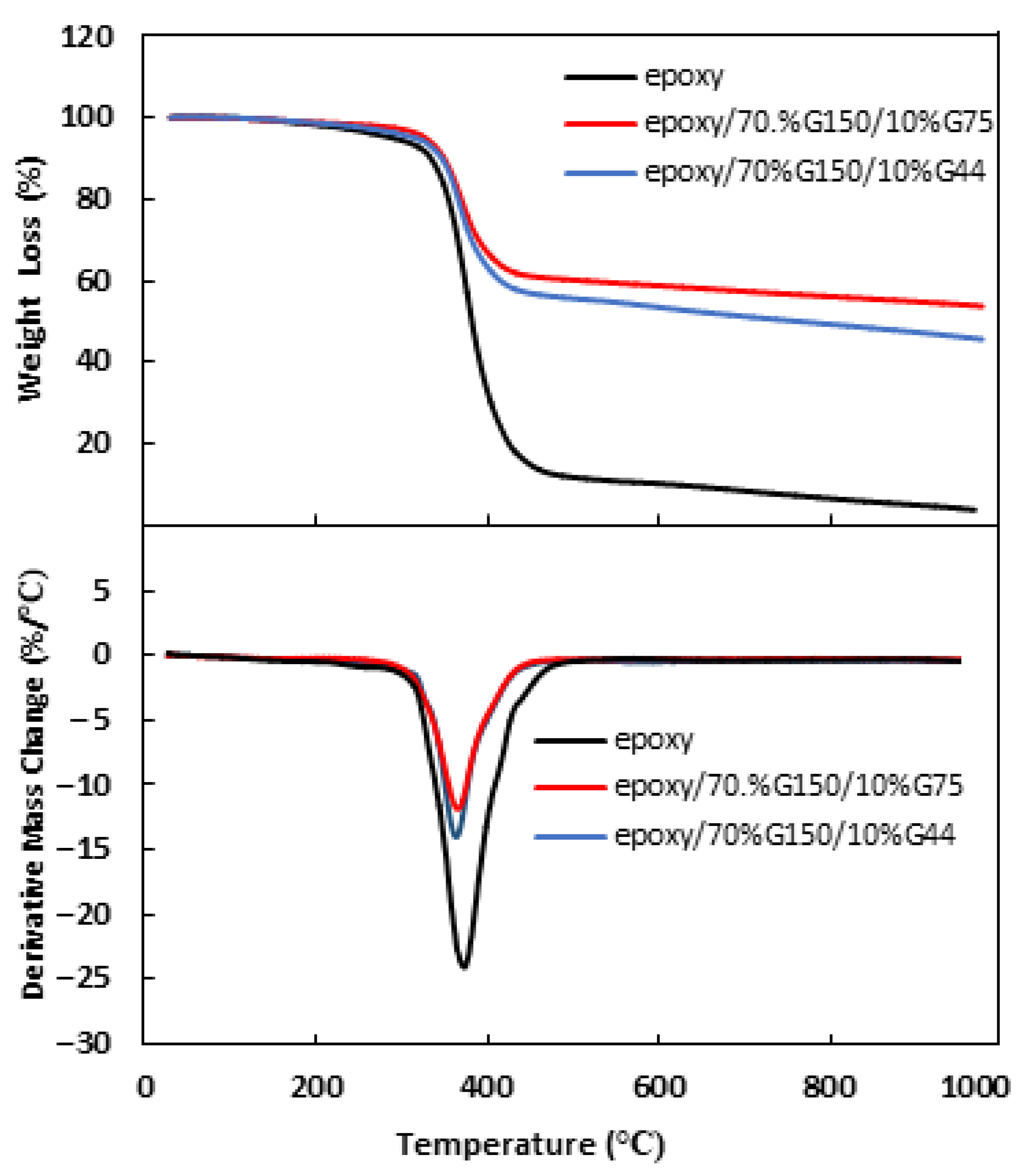
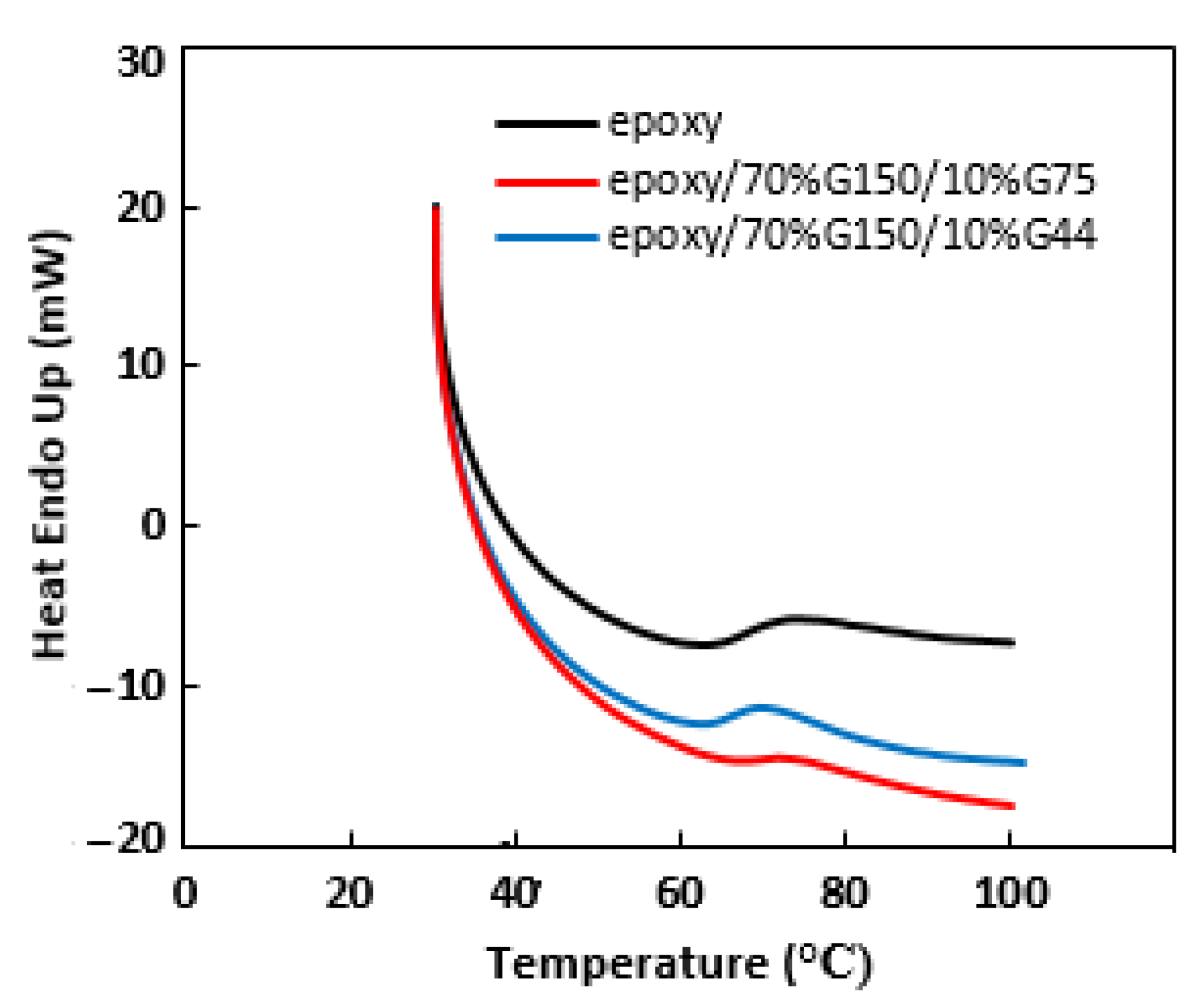
3.3. Thermal Properties of the Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, H.; Xia, X.H.; Yang, L.; He, Y.; Liu, H. Preparation and characterization of graphite/resin composite bipolar plates for polymer electrolyte membrane fuel cells. Sci. Eng. Compos. Mater. 2016, 23, 21–28. [Google Scholar] [CrossRef]
- Kakati, B.K.; Sathiyamoothy, D.; Verma, A. Electrochemical and mechanical behaviour of carbon composite bipolar plate for fuel cell. Int. J. Hydrogen Energy 2010, 35, 4185–4194. [Google Scholar] [CrossRef]
- Thongruang, W.; Ritthichaiwong, C.; Bunnaul, P.; Smithmaitrie, P.; Chetpattananondh, K. Electrical and mechanical properties of ternary composites from natural rubber and conductive fillers. Songklanakarin J. Sci. Technol. 2008, 30, 361–366. [Google Scholar]
- Bai, X.; Zhang, C.; Zeng, X.; Ren, L.; Sun, R.; Xu, J. Recent progress in thermally conductive polymer/boron nitride composites by constructing three-dimensional networks. Compos. Commun. 2021, 24, 100650. [Google Scholar] [CrossRef]
- Jiang, F.; Zhou, S.; Xu, T.; Song, N.; Ding, P. Enhanced thermal conductive and mechanical properties of thermoresponsive polymeric composites: Influence of 3D interconnected boron nitride network supported by polyurethane@polydopamine skeleton. Compos. Sci. Technol. 2021, 208, 108779. [Google Scholar] [CrossRef]
- Jiang, F.; Cui, S.; Rungnim, C.; Song, N.; Shi, L.; Ding, P. Control of a dual-cross-linked boron nitride framework and the optimized design of the thermal conductive network for its thermo responsive polymeric composites. Chem. Mater. 2019, 31, 7686–7695. [Google Scholar] [CrossRef]
- Nishata, R.R.R.; Sulong, A.B.; Sahari, J.; Suherman, H. Effect of acid- and ultraviolet/ozonolysis-treated MW on the electrical and mechanical properties of epoxy nanocomposites as bipolar plate applications. J. Nanomater. 2013, 2013, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Xiaolong, L.; Sheng, X.; Guo, Y.; Lu, X.; Wu, H.; Chen, Y.; Zhang, L.; Gu, J. Multifunctional HDPE/CNTs/PW composite phase change material with excellent thermal and electrical conductivities. J. Mater. Sci. Technol. 2021, 86, 171–179. [Google Scholar] [CrossRef]
- Suherman, H.; Sulong, A.B.; Zakaria, M.Y.; Nishata, R.R.R.; Sahari, J. Electrical conductivity and physical changes of functionalized carbon nanotubes/graphite/staniless steel (SS316L)/polyprophelene composites immersed in an acidic solution. Songklanakarin J. Sci. Technol. 2018, 40, 105–112. [Google Scholar] [CrossRef]
- Radzuan, N.A.M.; Zakaria, M.Y.; Sulong, A.B.; Sahari, J. The effect of milled carbon fibre filler on electrical conductivity in highly conductive polymer composites. Compos. Part B Eng. 2017, 110, 153–160. [Google Scholar] [CrossRef]
- Wang, S.; Huang, Y.; Chang, E.; Zhao, C.; Ameli, A.; Naguib, H.E.; Park, C.B. Evaluation and modeling of electrical conductivity in conductive polymer nanocomposites foams with multiwalled carbon nanotube networks. Chem. Eng. J. 2021, 411, 128382. [Google Scholar] [CrossRef]
- Dweiri, R. Effect of inhomogeneous size and shape of graphite particles on the in-plane electrical conductivity of PP/G/CB composites. Int. J. Mater. Res. 2012, 103, 909–914. [Google Scholar] [CrossRef]
- Suherman, H.; Sulong, A.B.; Sahari, J. Effect of filler loading concentration, curing temperature and molding pressure on the electrical conductivity of CNTs/graphite/epoxy nanocomposites at high loading of conductive fillers. Int. J. Mech. Mater. Eng. 2010, 5, 74–79. [Google Scholar]
- Heo, S.I.; Yun, J.C.; Oh, K.S.; Han, K.S. Influence of particle size and shape on electrical and mechanical properties of graphite reinforced conductive polymer composites for the bipolar plate of pem fuel cell. Adv. Compos. Mater. 2006, 15, 115–126. [Google Scholar] [CrossRef]
- Antunes, R.A.; Mara, C.L.; Oliveira, D.; Gerhard, E.; Volkmar, E. Carbon materials in composite bipolar plates for polymer electrolyte membrane fuel cells: A review of the main challenges to improve electrical performance. J. Power Sources 2011, 196, 2945–2961. [Google Scholar] [CrossRef] [Green Version]
- Hui, C.; Hong-Bo, L.; Li, Y.; Jian-Xin, L. Study on the preparation and properties of novolac epoxy/graphite composite bipolar plate for PEMFC. Int. J. Hydrogen Energy 2010, 35, 3105–3109. [Google Scholar] [CrossRef]
- Bairan, A.; Selamat, M.Z.; Sahadan, S.N.; Malingam, S.D.; Mohamad, N. 2016. Effect of carbon nanotubes loading in multifiller polymer composite as bipolar plate for PEM fuel cell. Procedia Chem. 2016, 19, 91–97. [Google Scholar] [CrossRef] [Green Version]
- Dweiri, R.; Sahari, J. Electrical properties of carbon-based polypropylene composites for bipolar plates in polymer electrolyte membrane fuel cell (PEMFC). J. Power Sources 2007, 171, 424–432. [Google Scholar] [CrossRef]
- Cunningham, B.D.; Huang, J.; Baird, G.B. Development of Bipolar Plates for Fuel Cells from Graphite Filled Wet-Lay Materials and a Thermoplastic Laminate Skin Layer. J. Power Sources 2007, 165, 764–773. [Google Scholar] [CrossRef]
- Hwang, I.U.; Yu, H.N.; Kim, S.S.; Lee, D.G.; Suh, J.D.; Lee, S.H.; Ahn, B.K.; Kim, S.K.; Lim, T.W. Bipolar Plate Made of Carbon Fiber Epoxy Composite for Polymer Electrolyte Membrane Fuel Cells. J. Power Sources 2008, 184, 90–94. [Google Scholar] [CrossRef]
- Ma, P.C.; Liu, M.Y.; Zhang, H.; Wang, S.Q.; Wang, R.; Wang, K.; Wong, Y.K.; Tang, B.Z.; Hong, S.H.; Paik, K.W.; et al. Enhanced Electrical Conductivity of Nanocomposites Containing Hybrid Fillers of Carbon Nanotubes and Carbon Black. ACS Appl. Mater. Interface Am. Chem. Soc. 2009, 1, 1090–1096. [Google Scholar] [CrossRef] [PubMed]
- Suherman, H.; Sulong, A.B.; Sahari, J. Effect of the compression molding parameters on the in-plane and through-plane conductivity of carbon nanotubes/graphite/epoxy nanocomposites as bipolar plate material for a polymer electrolyte membrane fuel cell. Ceram. Int. 2013, 39, 1277–1284. [Google Scholar] [CrossRef]
- Suherman, H.; Mahyoedin, Y.; Septe, E.; Rizade, R. Properties of graphite/epoxy composites: The in-plane conductivity, tensile strength and Shore hardness. AIMS Mater. Sci. 2019, 6, 165–173. [Google Scholar] [CrossRef]
- Dweiri, R.; Suherman, H.; Sulong, A.B.; Al-Sharab, J.F. Structure-property-processing investigation of electrically conductive polypropylene nanocomposites. Sci. Eng. Compos. Mater. 2018, 25, 1177–1186. [Google Scholar] [CrossRef]
- Suherman, H.; Dweiri, R.; Mahyoedin, Y.; Duskiardi, D. Investigation of electrical-mechanical performance of epoxy-based nanocomposites filled with hybrid electrically conductive fillers. Mater. Res. Express 2019, 6, 115010. [Google Scholar] [CrossRef]
- Chunhui, S.; Mu, P.; Runzhang, Y. The effect of particle size gradation of conductive fillers on the conductivity and the flexural strength of composite bipolar plate. Int. J. Hydrogen Energy 2008, 33, 1035–1039. [Google Scholar] [CrossRef]
- Dhakate, S.R.; Mathur, R.B.; Sharma, S.; Borah, M.; Dhami, T.L. Influence of expanded graphite particle size on the properties of composite bipolar plates for fuel cell application. Energy Fuels 2009, 23, 934–941. [Google Scholar] [CrossRef]
- Derieth, T.; Bandlamudi, G.; Beckhaus, P.; Kreuz, C.; Mahlendorf, F.; Heinzel, A. Development of highly filled graphite compounds as bipolar plate materials for low and high temperature pem fuel cells. J. New Mater. Electrochem. Syst. 2008, 11, 21–29. [Google Scholar]
- Suherman, H.; Duskiardi, D.; Suardi, A.; Irmayani, I. Enhance the electrical conductivity and tensile strength of conductive polymer composites using hybrid conductive filler. Songklanakarin J. Sci. Technol. 2019, 41, 174–180. [Google Scholar] [CrossRef]
- Dweiri, R.; Sahari, J.; Mousa, A. Optimization of electrical conductivity for composite bipolar plates in PEM fuel cell. AIP Conf. Proc. 2010, 1217, 559–565. [Google Scholar] [CrossRef]
- Wakabayashi, K.; Pierre, C.; Dikin, D.A.; Ruof, R.S.; Ramanathan, T.; Brinson, L.C.; Torkelson, J.M. Polymer-graphite nanocomposites: Efective dispersion and major property enhancement via solid-state shear pulverization. Macromolecules 2008, 41, 1905–1908. [Google Scholar] [CrossRef]
- Mohammadsalih, Z.G.; Inkson, B.J.; Chen, B. The effect of dispersion condition on the structure and properties of polystyrene/graphene oxide nanocomposites. Polym. Compos. 2020, 42, 320–328. [Google Scholar] [CrossRef]
- Ramanujam, B.T.S.; Radhakrishnan, S. Solution-blended polyethersulfone-graphite hybrid composites: Formation of nanographite and electrical characterization. J. Thermoplast. Compos. Mater. 2015, 28, 835–848. [Google Scholar] [CrossRef]
- Hu, N.; Masuda, Z.; Yamamoto, G.; Fukunaga, H.; Hashida, T.; Qiu, J. Effect of fabrication process on electrical properties of polymer/MWCNTs nanocomposite. Compos. Part A 2008, 39, 893–903. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Seidel, C.; Schulte, K. Preparation and characterization of graphite nano-platelet (GNP)/epoxy nanocomposite: Mechanical, electrical and thermal properties. Eur. Polym. J. 2013, 49, 3878–3888. [Google Scholar] [CrossRef]
- Li, M.D.; Niu, H.; Yang, H. Effects of the preparation parameters on the properties of graphite/carbon fiber/copper/phenolic resin composites. Appl. Mech. Mater. 2014, 483, 115–118. [Google Scholar] [CrossRef]
- Zheng, G.; Wu, J.; Wang, W.; Pan, C. Characterizations of expanded graphite/polymer composites prepared by in situ polymerization. Carbon 2004, 42, 2839–2847. [Google Scholar] [CrossRef]
- Calixto, C.M.F.; Mendes, R.K.; Oliveira, A.C.; Ramos, L.A.; Cervini, P.; Cavalheiro, É.T.G. Development of graphite-polymer composites as electrode materials. Mater. Res. 2007, 10, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Naz, A.; Kausar, A.; Siddiq, M. Influence of graphite filler on physicochemical characteristics of polymer/graphite composites: A review. Polym.-Plast. Technol. Eng. 2016, 55, 604–625. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Al-Mubaddel, F.S.; Karim, M.R.; Hossain, M.; Al-Mutairi, A.S.; Wilkinson, A.N. Addition of graphite filler to enhance electrical, morphological, thermal, and mechanical properties in poly (ethylene terephthalate): Experimental characterization and material modeling. Polymers 2019, 11, 1411. [Google Scholar] [CrossRef] [Green Version]
- Mokhtari, M.; Archer, E.; Bloomfield, N.; Harkin-Jones, E.; Mcilhagger, A. Melt-blended multifunctional PEEK/expanded graphite composites. Front. Mater. 2021, 8, 724958. [Google Scholar] [CrossRef]
- Alo, O.; Otunniyi, I.O. Electrical conductivity of polyethylene/epoxy/graphite/carbon black composites: Synergy of blend immiscibility and hybrid filler. Polym.-Plast. Technol. Mater. 2021, 60, 2075–2088. [Google Scholar] [CrossRef]
- Ramanujam, B.T.S.; Annamalai, P.K. 1-Conducting polymer-graphite binary and hybrid composites: Structure, properties, and applications. In Hybrid Polymer Composite Materials; Thakur, V.K., Thakur, M.K., Pappu, A., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 1–34. [Google Scholar] [CrossRef]
- Sengupta, R.; Bhattacharya, M.; Bandyopadhyay, S.; Bhowmick, A.K. A review on the mechanical and electrical properties of graphite and modified graphite reinforced polymer composites. Prog. Polym. Sci. 2011, 36, 638–670. [Google Scholar] [CrossRef]
- Yue, L.; Pircheraghi, G.; Monemian, S.A.; Manas-Zloczower, I. Epoxy composites with carbon nanotubes and graphene nanoplatelets-dispersion and synergy effects. Carbon 2014, 78, 268–278. [Google Scholar] [CrossRef]
- Ghaleb, Z.; Mariatti, M.; Ariff, Z. Synergy Effects of graphene and multiwalled carbon nanotubes hybrid system on properties of epoxy nanocomposites. J. Reinf. Plast. Compos. 2017, 36, 685–695. [Google Scholar] [CrossRef]
- Radzuan, N.A.M.; Sulong, A.B.; Iswandi, I. Effect of multi-sized graphite filler on the mechanical properties and electrical conductivity. Sains Malays. 2021, 50, 2025–2034. [Google Scholar] [CrossRef]
- Szeluga, U.; Pusz, S.; Kumanek, B.; Olszowska, K.; Kobyliukh, A.; Trzebicka, B. Effect of graphene filler structure on electrical, thermal, mechanical, and fire retardant properties of epoxy-graphene nanocomposites-a review. Crit. Rev. Solid State Mater. Sci. 2021, 46, 152–187. [Google Scholar] [CrossRef]
- Clingerman, M.L.; Weber, E.H.; King, J.A.; Schulz, K.H. 2003. Development of an Additive Equation for Predicting the Electrical Conductivity of Carbon-Filled Composites. J. Appl. Polym. Sci. 2003, 88, 2280–2299. [Google Scholar] [CrossRef]
- Kara, S.; Arda, E.; Dolastir, F.; Pekcan, Ö. Electrical and optical percolations of polystyrene latex–multiwalled carbon nanotube composites. J. Colloid Interface Sci. 2010, 344, 395–401. [Google Scholar] [CrossRef]
- Causin, V.; Marega, C.; Marigo, A.; Ferrara, G.; Ferraro, A. Morphological and structural characterization of polypropylene/conductive graphite nanocomposites. Eur. Polym. J. 2006, 42, 3153–3161. [Google Scholar] [CrossRef]
- Mathur, R.B.; Dhakate, S.R.; Gupta, D.K.; Dhami, T.L.; Aggarwal, R.K. Effect of different carbon fillers on the properties of graphite composite bipolar plate. J. Mater. Process. Technol. 2008, 203, 184–192. [Google Scholar] [CrossRef]
- Martin, C.A.; Sandler, J.K.W.; Shaffer, M.S.P.; Schwarz, M.K.; Bauhofer, W.; Schulte, K.; Windle, A.H. Formation of Percolating Networks in Multi-Wall Carbon-Nanotube–Epoxy Composites. Compos. Sci. Technol. 2004, 64, 2309–2316. [Google Scholar] [CrossRef]
- Bera, T.; Acharya, S.K.; Mishra, P. Synthesis, mechanical and thermal properties of carbon black/epoxy composites. Int. J. Eng. Sci. Technol. 2018, 10, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Mochane, M.J.; Motaung, T.E.; Motloung, S.V. Morphology, flammability, and properties of Graphite Reinforced Polymer Composites. Syst. Rev. Polym. Compos. 2017, 23, E1487–E1499. [Google Scholar] [CrossRef]
- Bhagat, S. Analysis of thermal behavior of graphite flakes filled epoxy composites. Indian J. Appl. Res. 2013, 3, 350–351. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Z.; Moon, K.S.; Wong, C.P. Glass transition and relaxation behavior of epoxy nanocomposites. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 3849–3858. [Google Scholar] [CrossRef]
- Morimune-Moriya, S.; Goto, T.; Nishino, T. Effect of aspect ratio of graphene oxide on properties of poly (vinyl alcohol) nanocomposites. Nanocomposites 2019, 5, 84–93. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Epoxy/G Type | G150 (wt.%) | G75 (wt.%) | G44 (wt.%) | Epoxy (wt.%) |
|---|---|---|---|---|
| Epoxy/G150 | 65 | 0 | 0 | 35 |
| 70 | 0 | 0 | 30 | |
| 75 | 0 | 0 | 25 | |
| 80 | 0 | 0 | 20 | |
| Epoxy/G150/G75 | 77.5 | 2.5 | 0 | 20 |
| 75 | 5 | 0 | 20 | |
| 72.5 | 7.5 | 0 | 20 | |
| 70 | 10 | 0 | 20 | |
| Epoxy/G150/G44 | 77.5 | 0 | 2.5 | 20 |
| 75 | 0 | 5 | 20 | |
| 72.5 | 0 | 7.5 | 20 | |
| 70 | 0 | 10 | 20 |
| Type | Tmax (°C) | Weight Loss (wt.%) | ||
|---|---|---|---|---|
| T100 °C | T200 °C | Tmax | ||
| Epoxy | 377.99 | 0.15 | 0.47 | 24.0 |
| epoxy/70%G150/10%G75 | 369.46 | 0.11 | 0.24 | 11.84 |
| epoxy/70%G150/10%G44 | 368.09 | 0.12 | 0.33 | 14.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suherman, H.; Dweiri, R.; Sulong, A.B.; Zakaria, M.Y.; Mahyoedin, Y. Improvement of the Electrical-Mechanical Performance of Epoxy/Graphite Composites Based on the Effects of Particle Size and Curing Conditions. Polymers 2022, 14, 502. https://doi.org/10.3390/polym14030502
Suherman H, Dweiri R, Sulong AB, Zakaria MY, Mahyoedin Y. Improvement of the Electrical-Mechanical Performance of Epoxy/Graphite Composites Based on the Effects of Particle Size and Curing Conditions. Polymers. 2022; 14(3):502. https://doi.org/10.3390/polym14030502
Chicago/Turabian StyleSuherman, Hendra, Radwan Dweiri, Abu Bakar Sulong, Mohd Yusuf Zakaria, and Yovial Mahyoedin. 2022. "Improvement of the Electrical-Mechanical Performance of Epoxy/Graphite Composites Based on the Effects of Particle Size and Curing Conditions" Polymers 14, no. 3: 502. https://doi.org/10.3390/polym14030502