
Recent Progress on Natural Fibers Mixed with CFRP and GFRP: Properties, Characteristics, and Failure Behaviour

 , ,
, , 
Abstract
:1. Introduction
2. Data Source
3. Results
3.1. Properties of Mixed Fibers
3.2. Jute Fiber Hybrid Composites
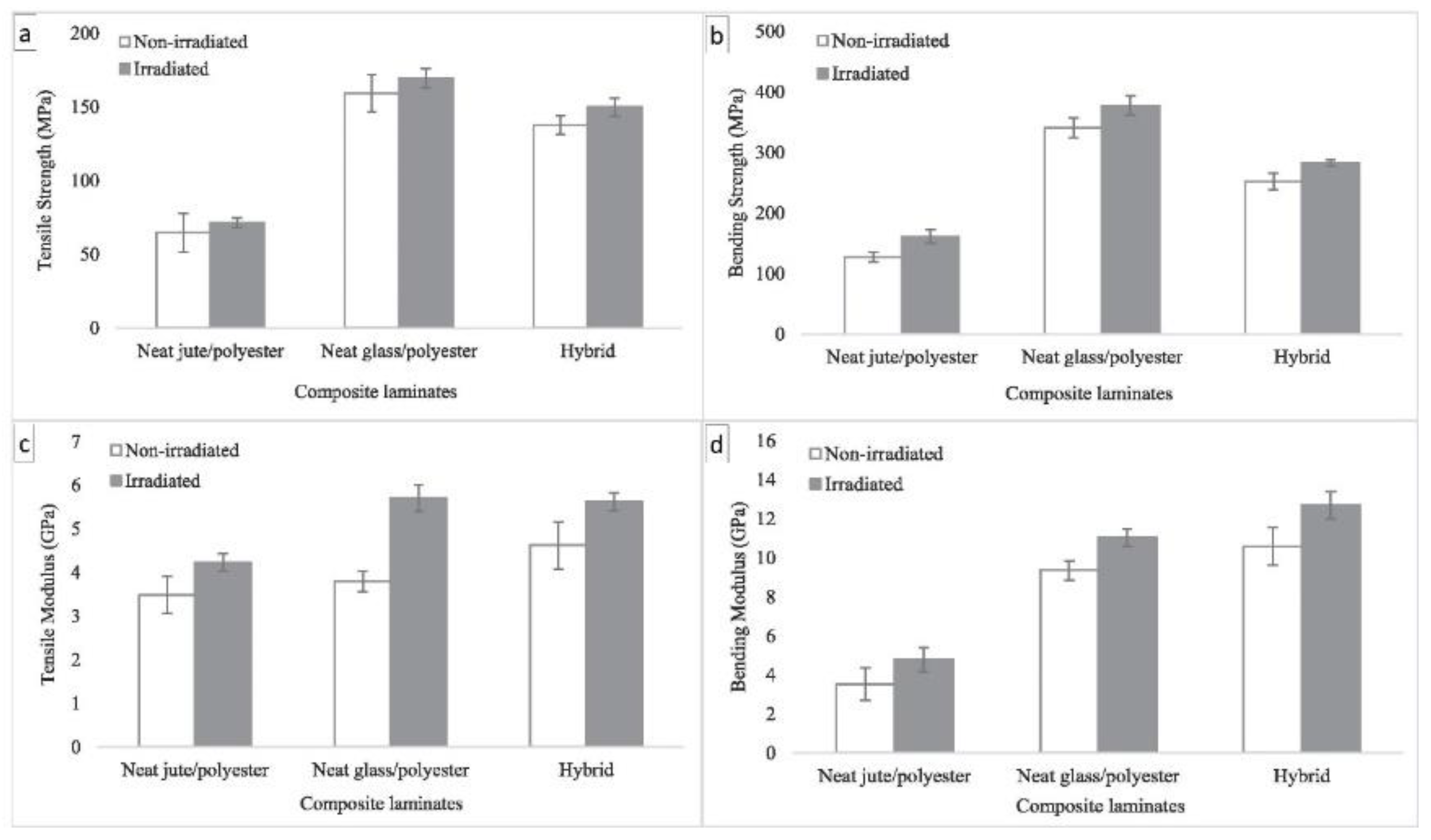
3.2.1. Jute-GFRP
3.2.2. Jute-CFRP
3.3. Bamboo Fiber Hybrid Composites
3.3.1. Bamboo-GFRP
3.3.2. Bamboo-CFRP
3.4. Sisal Fiber Hybrid Composites
3.4.1. Sisal/Caryota Fiber
3.4.2. Sisal-GFRP
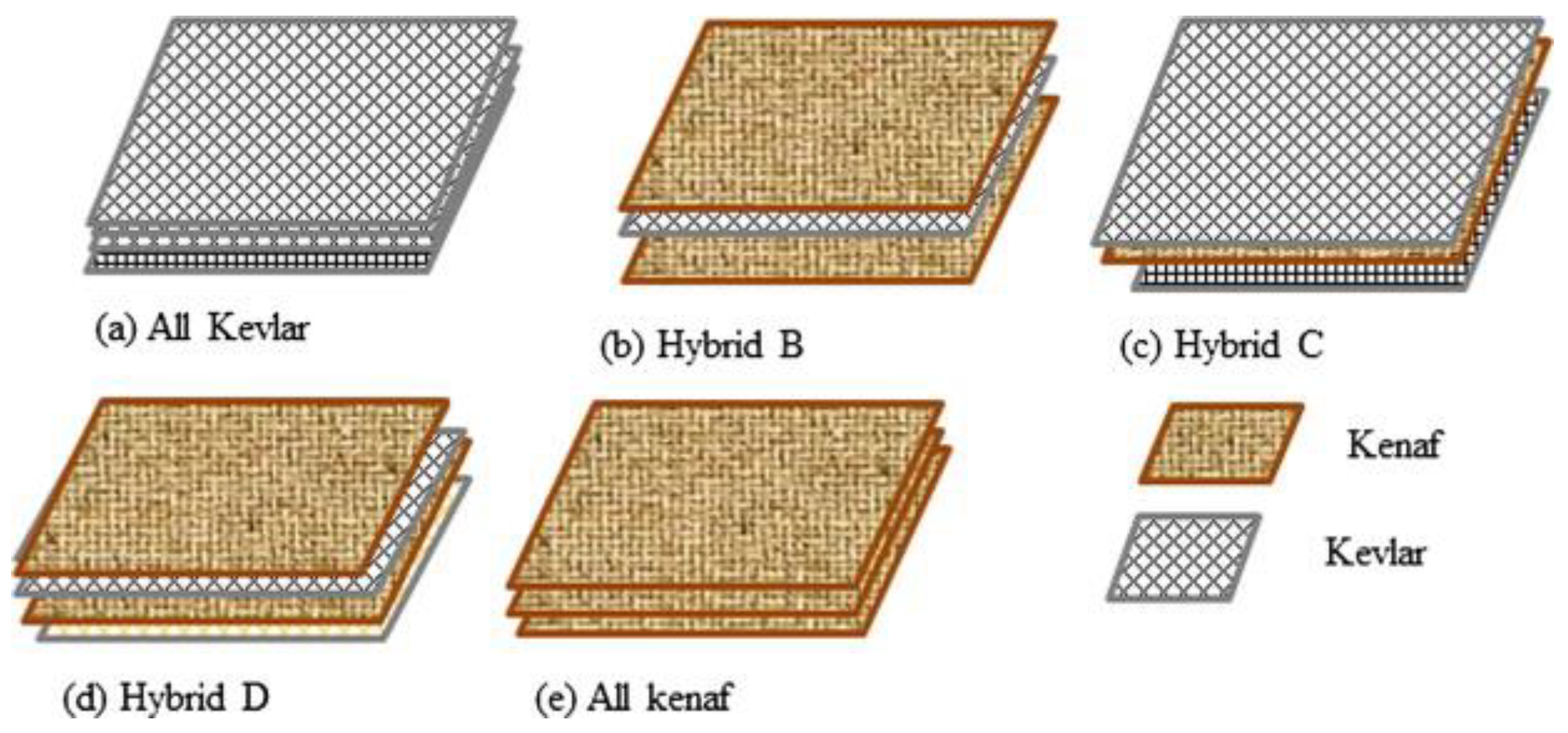
3.5. Kenaf Fiber Hybrid Composites
3.5.1. Kenaf-GFRP
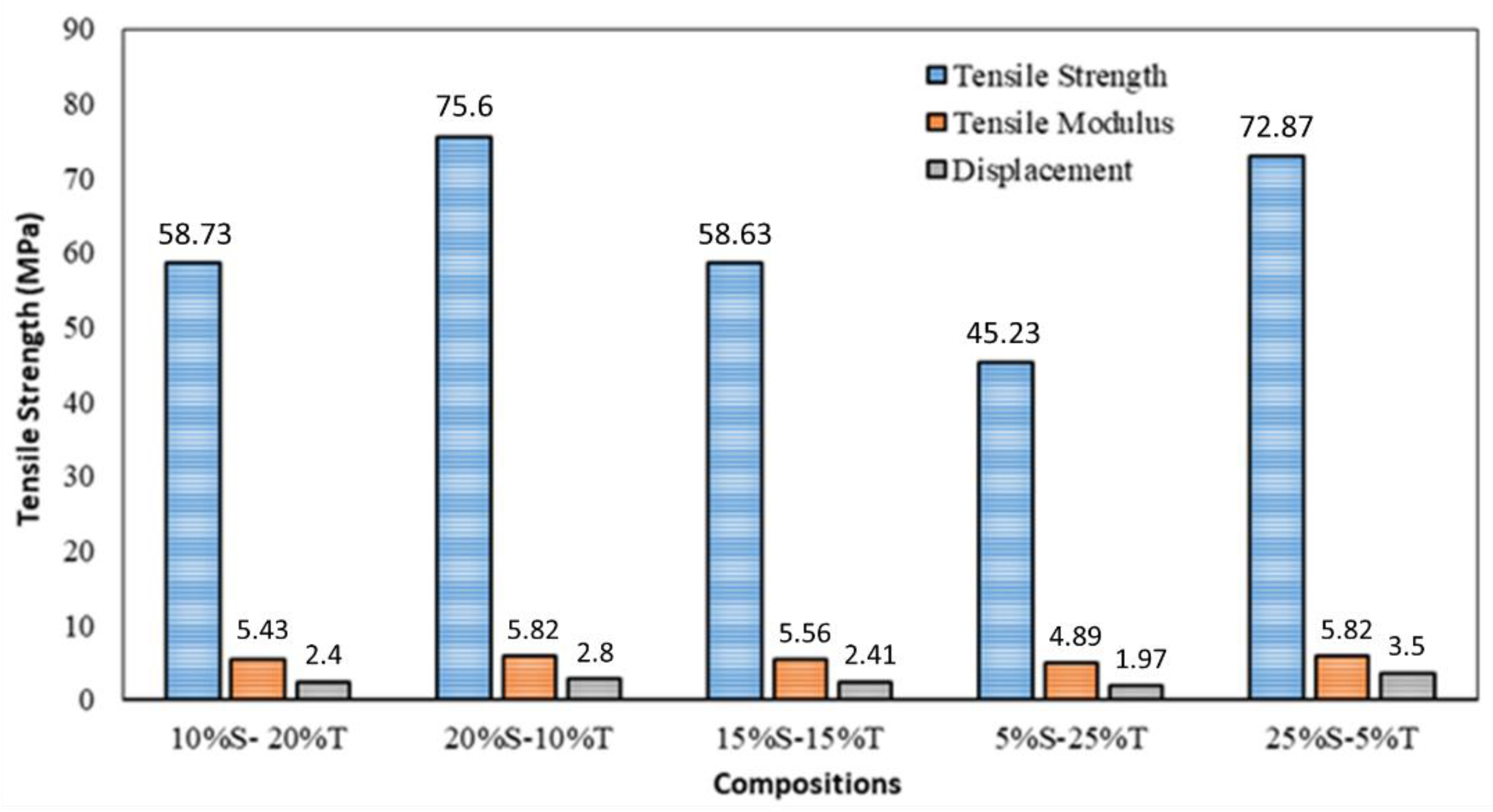
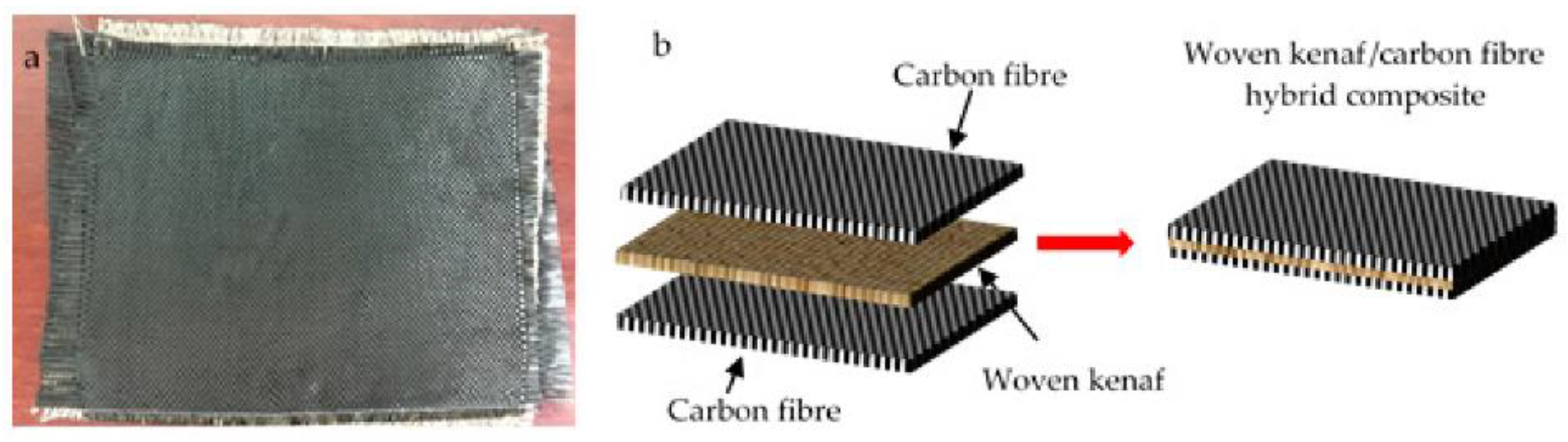
3.5.2. Kenaf-CFRP
3.6. Flax Fiber Hybrid Composites
3.6.1. Flax-GFRP
3.6.2. Flax-CFRP
3.7. Banana Fiber Hybrid Composites
3.7.1. Banana-GFRP
3.7.2. Banana-CFRP
4. Characteristics of Mixed Fibers
Properties and Applications
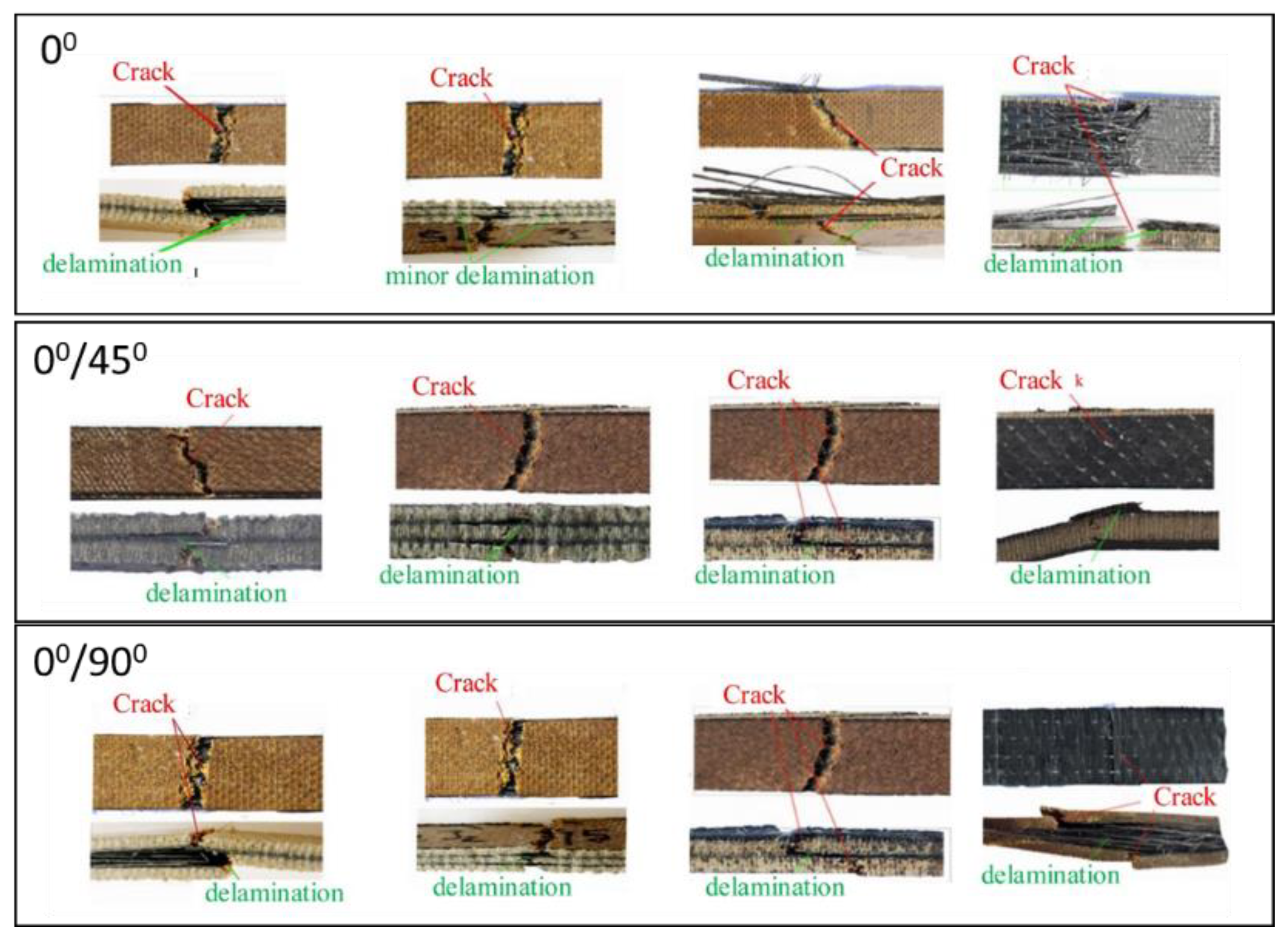
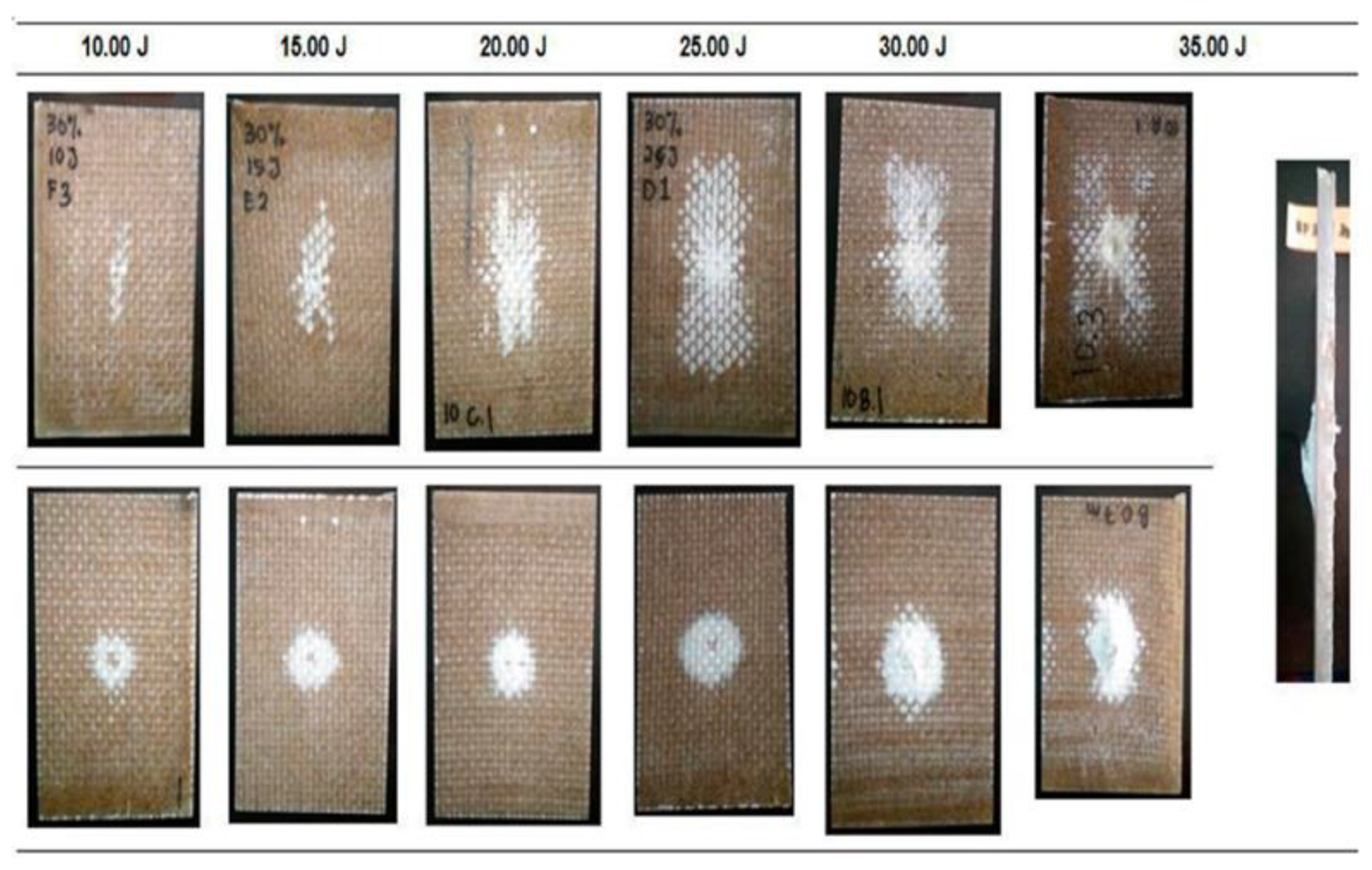
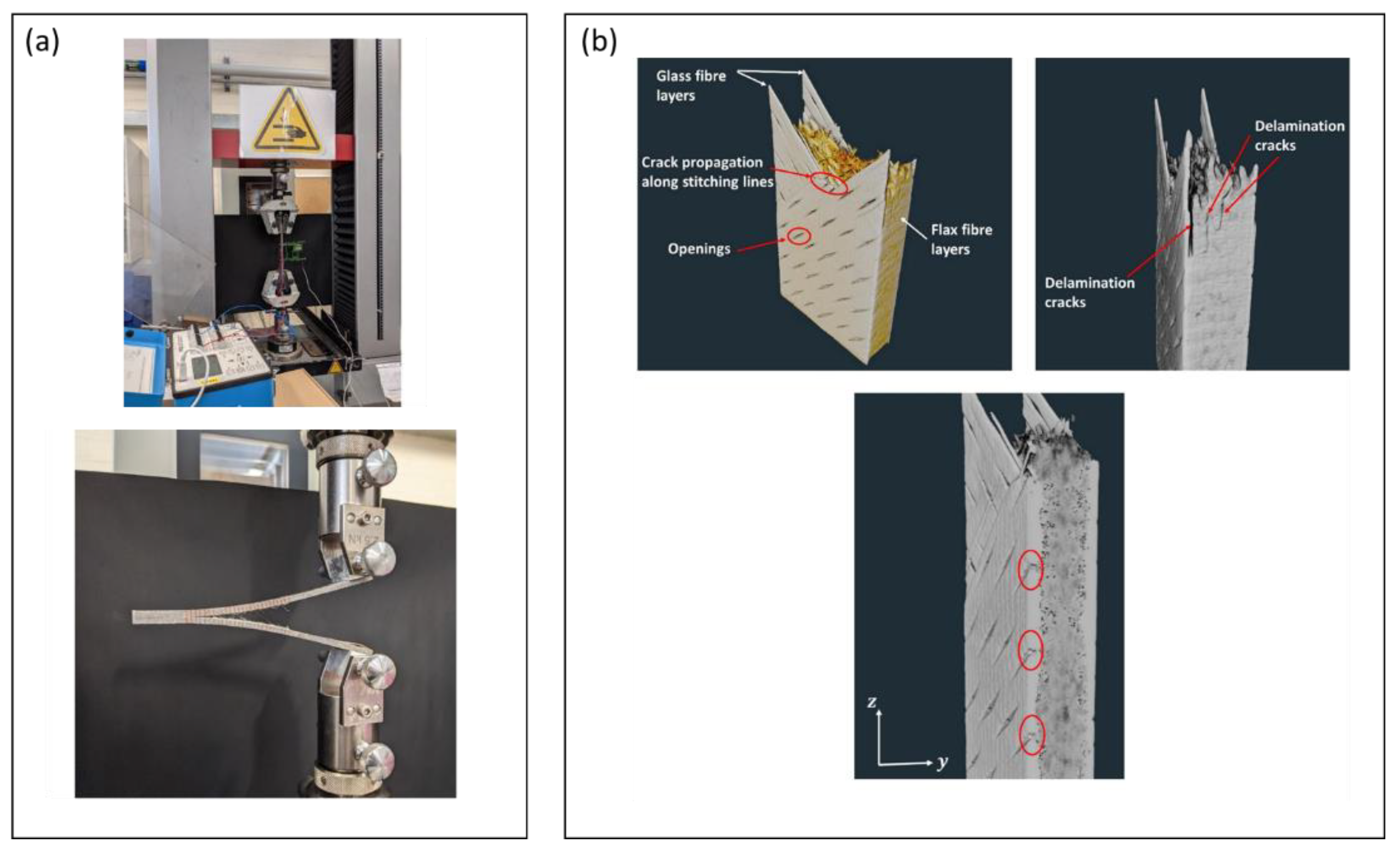
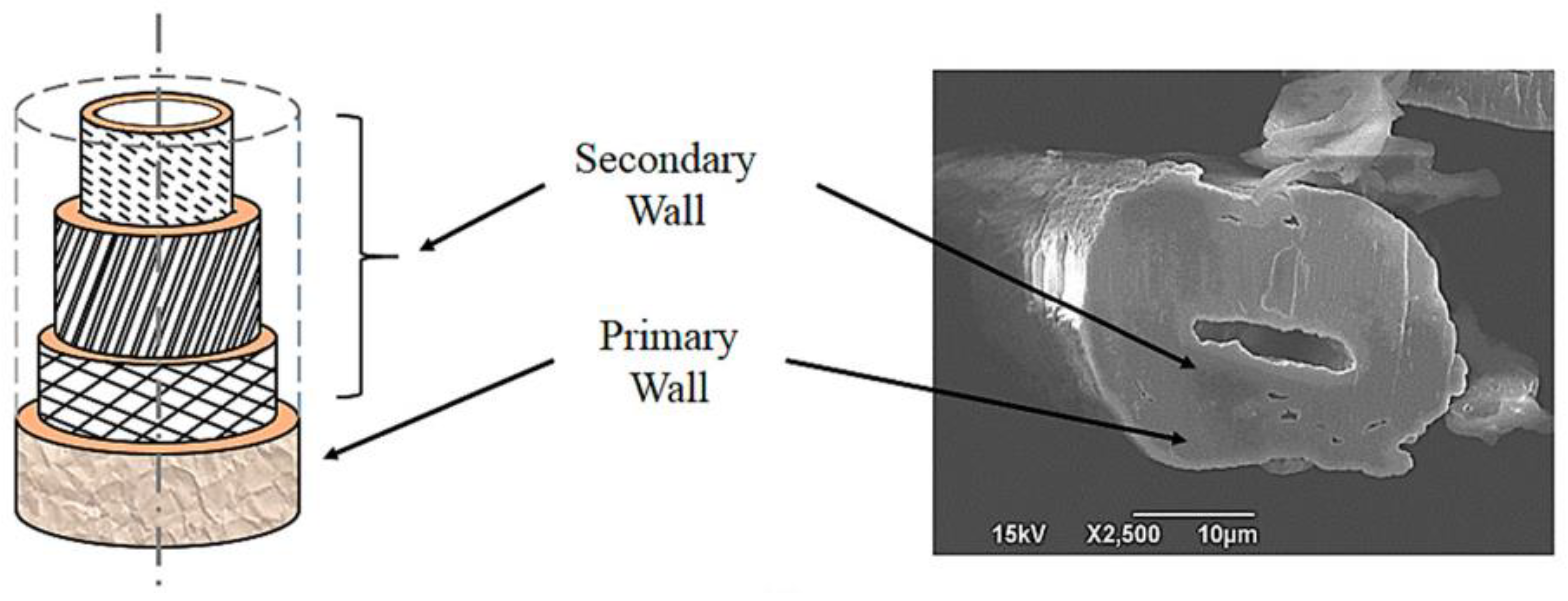
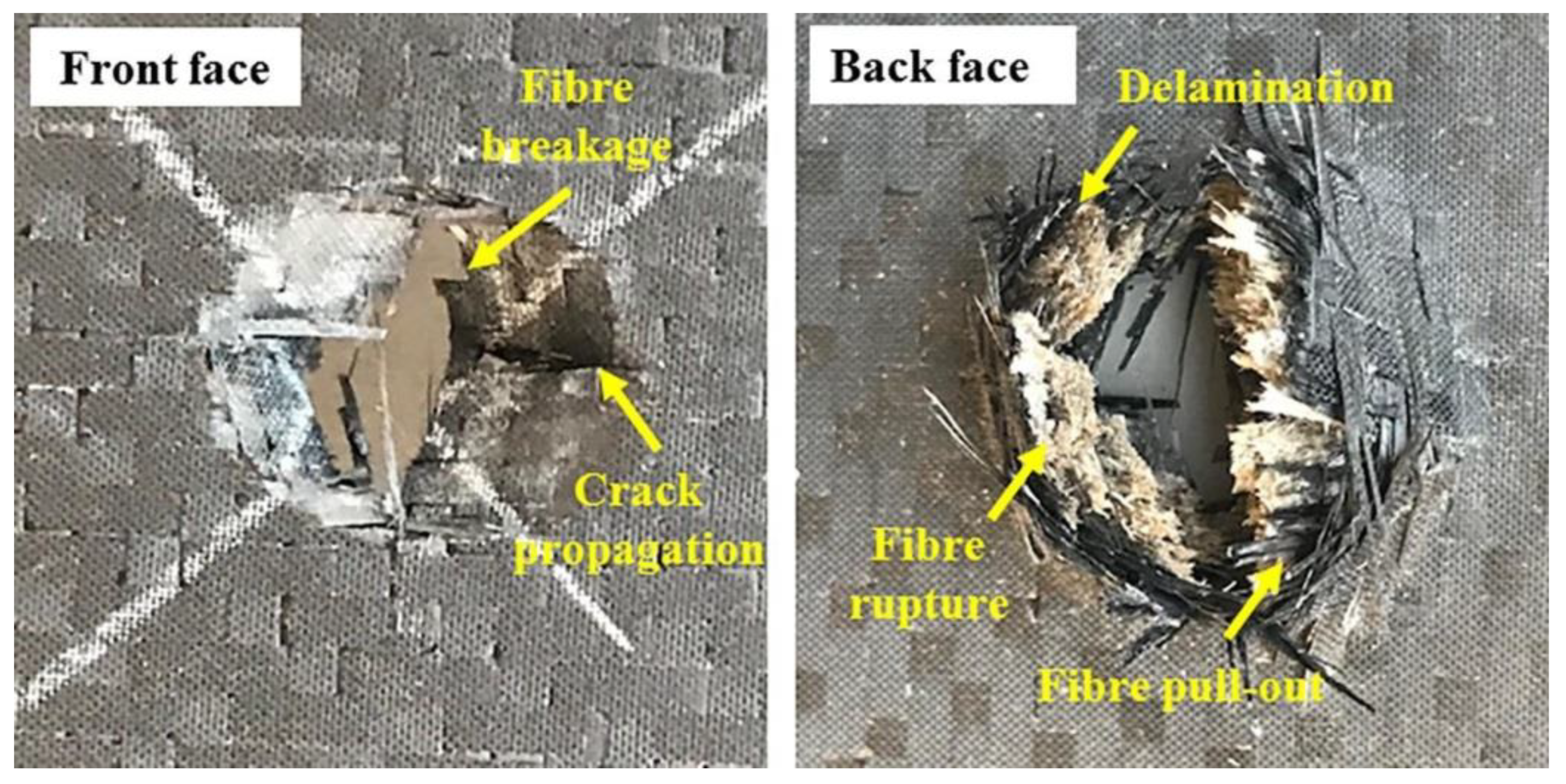
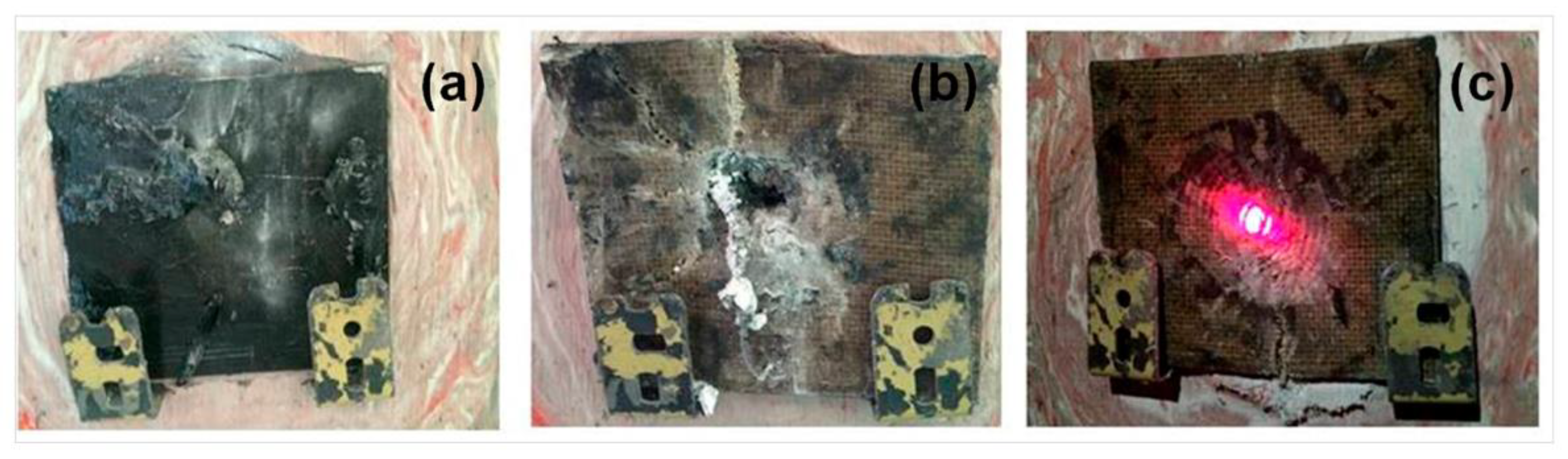
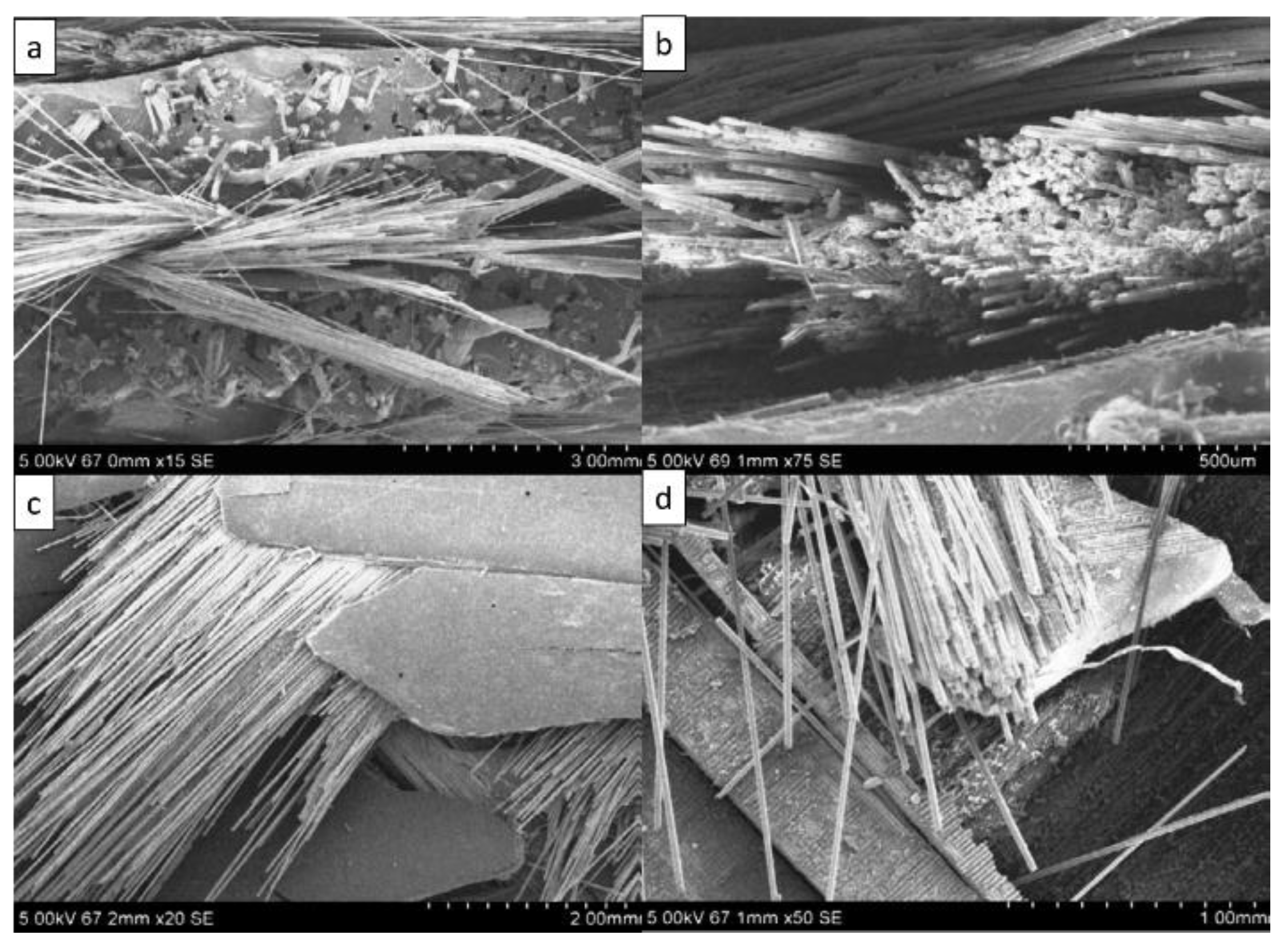
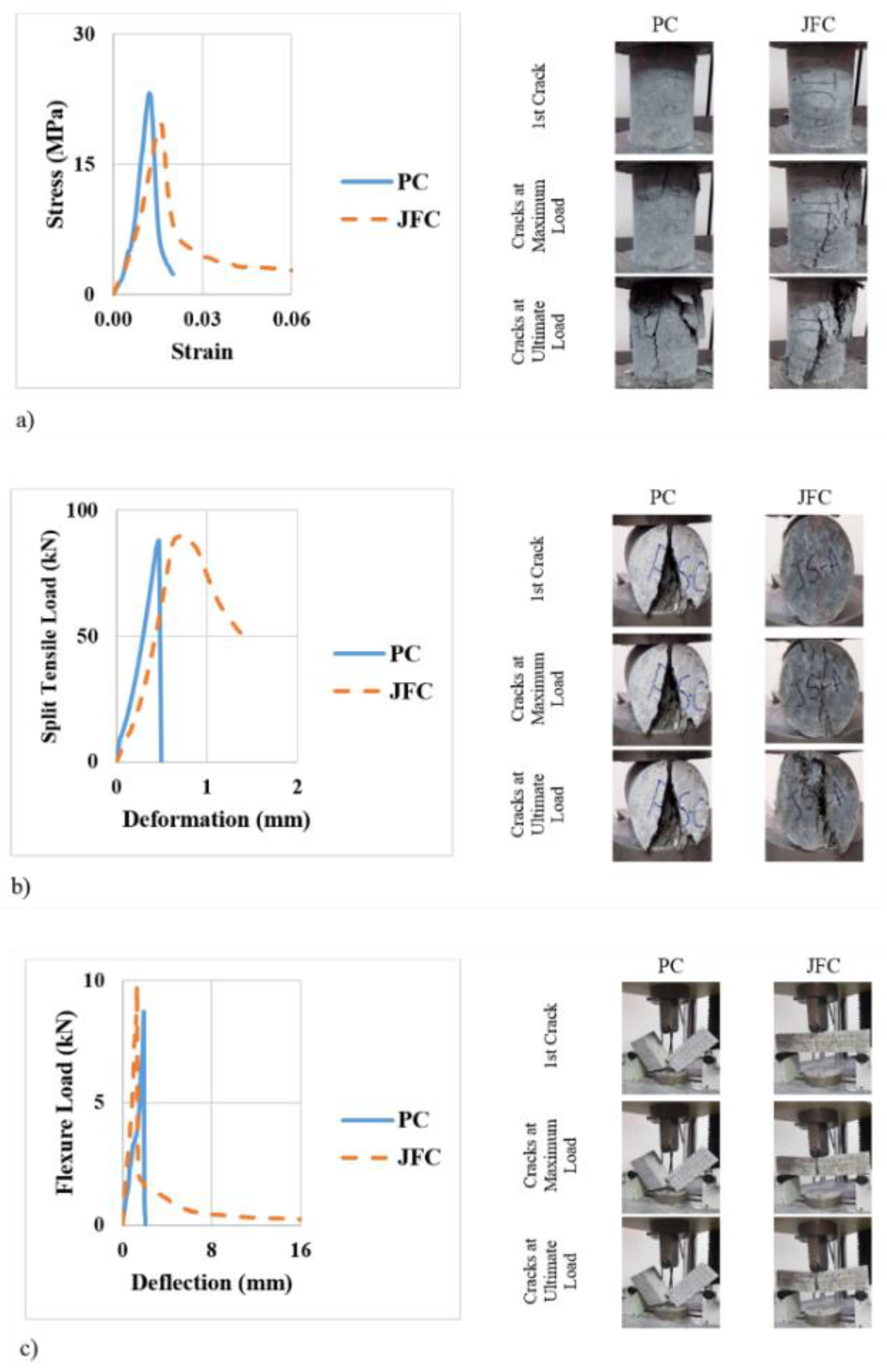
5. Failure Behavior of Mixed Fibers
6. Brief Discussion
7. Conclusions
- Combining natural fiber with GFRP or CFRP is supposed to improve the mechanical properties of materials. Several studies have shown that more layers of synthetic fiber in a hybrid composite will increase its mechanical properties. Moreover, fiber treatment and characteristics directly influence the tensile, flexural, and impact strengths of hybrid composites.
- The strength of hybrid composites is often influenced by the arrangement of the constituent fibers. The proper configuration of the arrangement to produce maximum composite strength.
- Innovations in alternative materials highlight the possibility of utilizing natural sources, such as fiber from plants and trees, as composite reinforcement. Natural resources from trees, such as jute, flax, ramie, bamboo, and kenaf fiber, have attracted considerable attention because of their low density and biodegradability characteristics.
- Due to their porous material, natural-fiber-reinforced composite has intrinsic advantages, such as better sound absorption and damping properties than GFRP or CFRP.
- Some applications of hybrid natural fiber composites have been discussed. The automotive sector has examined hybrid glass/natural fiber systems and applications that influence natural fibers capabilities, such as their soundproofing properties. Natural fibers are also used in various structural and exterior applications in aircraft components, recreational equipment, and marine and building structures. Future studies must better comprehend the interactions between natural fibers and the matrix and to improve the processing techniques.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| CF | Carbon Fiber |
| GF | Glass Fiber |
| CCM | Conventional Compression Molding |
| RTM | Resin Transfer Moulding |
| VARI | Vacuum Assisted Resin Infusion |
| MPa | Megapascal |
| GPa | Gigapascal |
| LDPE | Low Density Polyethylene |
| PP | Polyethylene |
| SBR | Styrene-Butadiene Rubber |
| PLLA | Poly-L-Lactic Acid |
| NaOH | Sodium Hydroxide |
| PE | Polyethylene |
| PVC | Polyvinyl Chloride |
| PS | Polystyrene |
| EHMA | Ethyl α-Hydroxymethyl Acrylate |
| GFRP | Glass Fiber Reinforced Polymer |
| ASTM | American Standard Testing and Material |
| KN | Kilonewton |
| SEM | Scanning Electron Microscope |
| CFRP | Carbon Fiber Reinforced Polymer |
| Gsm | Grams per Square Meter |
| NFRP | Natural Fiber Reinforced Polymer |
| Mm | Milimeter |
| J | Joule |
| MBFs | Micron-Sized Bamboo Fibrils |
| Nm | Nanometer |
| FRP | Fiber Reinforced Polymer |
| FFRPPC | Flax Fiber Reinforced Polymer Concrete |
| GFRPPC | Glass Fiber Reinforced Polymer Concrete |
| GRP | Glass Reinforced Polymer |
| DCB | Double Cantilever Beam |
| FFRP | Flax Fiber Reinforced Polymer |
| ISO | International Organization for Standardization |
| CLB | Cross-Laminated Bamboo |
| PLA | Polylactic Acid |
| FDM | Fused Deposition Modeling |
| JFRP | Jute Fiber Fiber Reinforced Polymer |
| BMF | Bamboo-based Cellulosic Micron Fiber |
| TBMFs | Tannic Acid Treated Bamboo-Based Cellulosic Micron Fibers |
| SBMFs | Silanized Bamboo-Based Cellulosic Micron Fibers |
| AWJ | Abrasive Water Jet |
| SOD | Stand-Off Distance |
| MRR | Material Removal Rate |
References
- Pastuszak, P.D.; Muc, A. Application of Composite Materials in Modern Constructions. Key Eng. Mater. 2013, 542, 119–129. [Google Scholar]
- Muflikhun, M.A.; Yokozeki, T. Experimental and numerical analysis of CFRP-SPCC hybrid laminates for automotive and structural applications with cost analysis assessment. Compos. Struct. 2021, 263, 113707. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Chua, A.Y.; Santos, G.N.C. Statistical Design Analysis of Silver-Titanium Dioxide Nanocomposite Materials Synthesized via Horizontal Vapor Phase Growth (HVPG). Key Eng. Mater. 2017, 735, 210–214. [Google Scholar]
- Muflikhun, M.A.; Castillon, G.B.; Santos, G.N.C.; Chua, A.Y. Micro and Nano Silver-Graphene Composite Manufacturing via Horizontal Vapor Phase Growth (HVPG) Technique. Mater. Sci. Forum 2017, 901, 3–7. [Google Scholar]
- Aryaswara, L.G.; Santos, G.N.C.; Muflikhun, M.A. Defect characteristics of unidirectional glass fiber reinforced epoxy manufactured via vacuum assisted resin infusion. Mater. Today Proc. 2022, 66, 2796–2800. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Yokozeki, T. Steel plate cold commercial-carbon fiber reinforced plastics hybrid laminates for automotive applications: Curing perspective with thermal residual effect. J. Mater. Res. Technol. 2021, 14, 2700–2714. [Google Scholar] [CrossRef]
- Hu, J.; Yin, S.; Yu, T.; Xu, J. Dynamic compressive behavior of woven flax-epoxy-laminated composites. Int. J. Impact Eng. 2018, 117, 63–74. [Google Scholar] [CrossRef]
- Hao, M.; Hu, Y.; Wang, B.; Liu, S. Mechanical behavior of natural fiber-based isogrid lattice cylinder. Compos. Struct. 2017, 176, 117–123. [Google Scholar] [CrossRef]
- Benzidane, R.; Sereir, Z.; Bennegadi, M.; Doumalin, P.; Poilâne, C. Morphology, static and fatigue behavior of a natural UD composite: The date palm petiole ‘wood’. Compos. Struct. 2018, 203, 110–123. [Google Scholar] [CrossRef]
- Nuryanta, M.I.; Sentanuhady, J.; Muflikhun, M.A. Moisture absorption behavior of hybrid composite laminates consist of natural and glass fiber. Mater. Today Proc. 2022, 66, 2924–2928. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Fiedler, B. Failure Prediction and Surface Characterization of GFRP Laminates: A Study of Stepwise Loading. Polymers 2022, 14, 4322. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Yin, X.; Wang, Y.; Zhang, L.; Zhang, Z.; Liu, Y.; Xian, G. Mechanical property evolution and service life prediction of pultruded carbon/glass hybrid rod exposed in harsh oil-well condition. Compos. Struct. 2020, 246, 112418. [Google Scholar] [CrossRef]
- Karmaker, A.C.; Hoffmann, A.; Hinrichsen, G. Influence of water uptake on the mechanical properties of jute fiber-reinforced polypropylene. J. Appl. Polym. Sci. 1994, 54, 1803–1807. [Google Scholar] [CrossRef]
- Nuryanta, M.I. Pengaruh Penambahan Filler Karbon Aktif terhadap Sifat Mekanis Komposit Hibrid yang Diperkuat Serat Agel dan Serat Gelas. Master’s Thesis, Gadjah Mada University, Yogyakarta, Indonesia, 2022. (Unpublished paper). [Google Scholar]
- Giridharan, R. Preparation and property evaluation of Glass/Ramie fibers reinforced epoxy hybrid composites. Compos. Part B Eng. 2018, 167, 342–345. [Google Scholar] [CrossRef]
- Akil, H.; Santulli, C.; Sarasini, F.; Tirillò, J.; Valente, T. Environmental effects on the mechanical behaviour of pultruded jute/glass fibre-reinforced polyester hybrid composites. Compos. Sci. Technol. 2014, 94, 62–70. [Google Scholar] [CrossRef]
- Jayamani, E.; Hamdan, S.; Rahman, R.; Bin Bakri, M.K. Comparative Study of Dielectric Properties of Hybrid Natural Fiber Composites. Procedia Eng. 2014, 97, 536–544. [Google Scholar] [CrossRef] [Green Version]
- Romanzini, D.; Júnior, H.L.O.; Amico, S.C.; Zattera, A.J. Preparation and characterization of ramie-glass fiber reinforced polymer matrix hybrid composites. Mater. Res. 2012, 15, 415–420. [Google Scholar] [CrossRef] [Green Version]
- Sullins, T.; Pillay, S.; Komus, A.; Ning, H. Hemp fiber reinforced polypropylene composites: The effects of material treatments. Compos. Part B Eng. 2017, 114, 15–22. [Google Scholar] [CrossRef] [Green Version]
- Khan, T.; Sultan, M.T.B.H.; Ariffin, A.H. The Challenges of Natural Fiber in Manufacturing, Material Selection, and Technology Application: A Review. J. Reinf. Plast. Compos. 2018, 37, 770–779. [Google Scholar] [CrossRef]
- Balaji, A.N.; Nagarajan, K.J. Characterization of alkali treated and untreated new cellulosic fiber from Saharan aloe vera cactus leaves. Carbohydr. Polym. 2017, 174, 200–208. [Google Scholar] [CrossRef]
- Munawar, S.S.; Umemura, K.; Kawai, S. Characterization of the morphological, physical, and mechanical properties of seven nonwood plant fiber bundles. J. Wood Sci. 2007, 53, 108–113. [Google Scholar] [CrossRef]
- Karthi, N.; Kumaresan, K.; Sathish, S.; Gokulkumar, S.; Prabhu, L.; Vigneshkumar, N. An overview: Natural fiber reinforced hybrid composites, chemical treatments and application areas. Mater. Today Proc. 2019, 27, 2828–2834. [Google Scholar] [CrossRef]
- Arrakhiz, F.; Achaby, M.E.; Malha, M.; Bensalah, M.; Fassi-Fehri, O.; Bouhfid, R.; Benmoussa, K.; Qaiss, A.E.K. Mechanical and thermal properties of natural fibers reinforced polymer composites: Doum/low density polyethylene. Mater. Des. 2013, 43, 200–205. [Google Scholar] [CrossRef]
- Arputhabalan, J.; Palanikumar, K.; Adaikalaraj, S.R.; Priyan, M.S. Investigation of Glass Fiber influence on Mechanical characteristics and resistance to Water absorption of Natural fiber reinforced polyester composites. Mater. Today Proc. 2019, 16, 843–852. [Google Scholar] [CrossRef]
- Chen, C.-H.; Chiang, C.-L.; Wang, J.-X.; Shen, M.-Y. A circular economy study on the characterization and thermal properties of thermoplastic composite created using regenerated carbon fiber recycled from waste thermoset CFRP bicycle part as reinforcement. Compos. Sci. Technol. 2022, 230, 109761. [Google Scholar] [CrossRef]
- Zhao, X.; Copenhaver, K.; Wang, L.; Korey, M.; Gardner, D.J.; Li, K.; Lamm, M.E.; Kishore, V.; Bhagia, S.; Tajvidi, M.; et al. Recycling of natural fiber composites: Challenges and opportunities. Resour. Conserv. Recycl. 2021, 177, 105962. [Google Scholar] [CrossRef]
- An, X.; Ding, Y.; Xu, Y.; Zhu, J.; Wei, C.; Pan, X. Epoxy resin with exchangeable diselenide crosslinks to obtain reprocessable, repairable and recyclable fiber-reinforced thermoset composites. React. Funct. Polym. 2022, 172, 105189. [Google Scholar] [CrossRef]
- Lin, J.; Guo, Z.; Hong, B.; Xu, J.; Fan, Z.; Lu, G.; Wang, D.; Oeser, M. Using recycled waste glass fiber reinforced polymer (GFRP) as filler to improve the performance of asphalt mastics. J. Clean. Prod. 2022, 336, 130357. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- May, D.; Goergen, C.; Friedrich, K. Multifunctionality of polymer composites based on recycled carbon fibers: A review. Adv. Ind. Eng. Polym. Res. 2021, 4, 70–81. [Google Scholar] [CrossRef]
- Bachmann, J.; Wiedemann, M.; Wierach, P. Flexural Mechanical Properties of Hybrid Epoxy Composites Reinforced with Nonwoven Made of Flax Fibres and Recycled Carbon Fibres. Aerospace 2018, 5, 107. [Google Scholar] [CrossRef] [Green Version]
- Al Zahmi, S.; Alhammadi, S.; ElHassan, A.; Ahmed, W. Carbon Fiber/PLA Recycled Composite. Polymers 2022, 14, 2194. [Google Scholar] [CrossRef] [PubMed]
- Zabihi, O.; Ahmadi, M.; Liu, C.; Mahmoodi, R.; Li, Q.; Ferdowsi, M.R.G.; Naebe, M. A Sustainable Approach to the Low-Cost Recycling of Waste Glass Fibres Composites towards Circular Economy. Sustainability 2020, 12, 641. [Google Scholar] [CrossRef]
- Gonçalves, R.M.; Martinho, A.; Oliveira, J.P. Recycling of Reinforced Glass Fibers Waste: Current Status. Materials 2022, 15, 1596. [Google Scholar] [CrossRef] [PubMed]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Isa, A.; Nosbi, N.; Ismail, M.C.; Akil, H.M.; Ali, W.F.F.W.; Omar, M.F. A Review on Recycling of Carbon Fibres: Methods to Reinforce and Expected Fibre Composite Degradations. Materials 2022, 15, 4991. [Google Scholar] [CrossRef]
- Chatziparaskeva, G.; Papamichael, I.; Voukkali, I.; Loizia, P.; Sourkouni, G.; Argirusis, C.; Zorpas, A.A. End-of-Life of Composite Materials in the Framework of the Circular Economy. Microplastics 2022, 1, 377–392. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Deviatkin, I.; Horttanainen, M.; Kärki, T. Life Cycle Assessment of a Thermal Recycling Process as an Alternative to Existing CFRP and GFRP Composite Wastes Management Options. Polymers 2021, 13, 4430. [Google Scholar] [CrossRef]
- Rahman, R.; Huque, M.; Islam, N.; Hasan, M. Mechanical properties of polypropylene composites reinforced with chemically treated abaca. Compos. Part A Appl. Sci. Manuf. 2009, 40, 511–517. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Manickavasagam, V.; Elanchezhian, C.; Krishna, C.V.; Karthik, S.; Saravanan, K. Determination of mechanical properties of intra-layer abaca–jute–glass fiber reinforced composite. Mater. Des. 2014, 60, 643–652. [Google Scholar] [CrossRef]
- Liu, D.; Song, J.; Anderson, D.P.; Chang, P.R.; Hua, Y. Bamboo fiber and its reinforced composites: Structure and properties. Cellulose 2012, 19, 1449–1480. [Google Scholar] [CrossRef]
- Takagi, H.; Ichihara, Y. Effect of Fiber Length on Mechanical Properties of "Green" Composites Using a Starch-Based Resin and Short Bamboo Fibers. JSME Int. J. Ser. A Solid Mech. Mater. Eng. 2004, 47, 551–555. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Prasad, N.; Agarwal, V.K.; Sinha, S. Banana fiber reinforced low-density polyethylene composites: Effect of chemical treatment and compatibilizer addition. Iran. Polym. J. 2016, 25, 229–241. [Google Scholar] [CrossRef]
- Ramanaiah, K.; Prasad, A.R.; Reddy, K.H.C. Thermal and mechanical properties of waste grass broom fiber-reinforced polyester composites. Mater. Des. 2012, 40, 103–108. [Google Scholar] [CrossRef]
- Mir, S.S.; Hasan, S.M.N.; Hossain, J.; Hasan, M. Chemical Modification Effect on the Mechanical Properties of Coir Fiber. Eng. J. 2012, 16, 73–84. [Google Scholar] [CrossRef] [Green Version]
- Taj, S.; Munawar, M.A.; Khan, S. Natural Fiber-Reinforced Polymer Composites Natural Fiber-Reinforced Polymer Composites. Pak. Acad. Sci. 2007, 44, 129–144. [Google Scholar]
- Bashar, M.M.; Khan, M.A. An Overview on Surface Modification of Cotton Fiber for Apparel Use. J. Polym. Environ. 2013, 21, 181–190. [Google Scholar] [CrossRef]
- Saheb, D.N.; Jog, J.P. Natural Fiber Polymer Composites: A Review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Nishino, T.; Hirao, K.; Kotera, M.; Nakamae, K.; Inagaki, H. Kenaf reinforced biodegradable composite. Compos. Sci. Technol. 2003, 63, 1281–1286. [Google Scholar] [CrossRef]
- Edeerozey, A.M.M.; Akil, H.M.; Azhar, A.B.; Ariffin, M.I.Z. Chemical modification of kenaf fibers. Mater. Lett. 2007, 61, 2023–2025. [Google Scholar] [CrossRef]
- Mahjoub, R.; Yatim, J.M.; Mohd Sam, A.R.; Hashemi, S.H. Tensile properties of kenaf fiber due to various conditions of chemical fiber surface modifications. Constr. Build. Mater. 2014, 55, 103–113. [Google Scholar] [CrossRef]
- Lu, X.; Zhang, M.Q.; Rong, M.Z.; Yang, G.C.; Zeng, H.M. Sisal-Reinforced Polymer Composites. Fuhe Cailiao Xuebao 2021, 19, 87–110. [Google Scholar] [CrossRef]
- Mirbagheri, J.; Tajvidi, M.; Ghasemi, I.; Hermanson, J.C. Prediction of the Elastic Modulus of Wood Flour/Kenaf Fibre/Polypropylene Hybrid Composites. Iran. Polym. J. 2007, 16, 271–278. [Google Scholar]
- Khalid, M.Y.; Al Rashid, A.; Arif, Z.U.; Sheikh, M.F.; Arshad, H.; Nasir, M.A. Tensile strength evaluation of glass/jute fibers reinforced composites: An experimental and numerical approach. Results Eng. 2021, 10, 100232. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2019, 34, 238–284. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Faruk, O. Abaca fibre reinforced PP composites and comparison with jute and flax fibre PP composites. Express Polym. Lett. 2007, 1, 755–762. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Mechanical property evaluation of sisal–jute–glass fiber reinforced polyester composites. Compos. Part B Eng. 2013, 48, 1–9. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Comparative Evaluation on Properties of Hybrid Glass Fiber- Sisal/Jute Reinforced Epoxy Composites. Procedia Eng. 2013, 51, 745–750. [Google Scholar] [CrossRef] [Green Version]
- Ghani, M.U.; Siddique, A.; Abraha, K.G.; Yao, L.; Li, W.; Khan, M.Q.; Kim, I.-S. Performance Evaluation of Jute/Glass-Fiber-Reinforced Polybutylene Succinate (PBS) Hybrid Composites with Different Layering Configurations. Materials 2022, 15, 1055. [Google Scholar] [CrossRef]
- Edward Kennedy, Z.; Arul Inigo Raja, M. Influence of stacking sequence and hybridization on the mechanical and tribological properties of glass and jute fiber composites. Mater. Today Proc. 2021, 55, 220–225. [Google Scholar] [CrossRef]
- Chandramohan, D.; Murali, B.; Vasantha-Srinivasan, P.; Kumar, S.D. Mechanical, Moisture Absorption, and Abrasion Resistance Properties of Bamboo–Jute–Glass Fiber Composites. J. Bio-Tribo-Corros. 2019, 5, 66. [Google Scholar] [CrossRef]
- Sen, T.; Reddy, H.J. Strengthening of RC beams in flexure using natural jute fibre textile reinforced composite system and its comparative study with CFRP and GFRP strengthening systems. Int. J. Sustain. Built Environ. 2013, 2, 41–55. [Google Scholar] [CrossRef] [Green Version]
- Ashworth, S.; Rongong, J.; Wilson, P.; Meredith, J. Mechanical and damping properties of resin transfer moulded jute-carbon hybrid composites. Compos. Part B Eng. 2016, 105, 60–66. [Google Scholar] [CrossRef] [Green Version]
- Sujon, A.S.; Habib, M.A.; Abedin, M.Z. Experimental investigation of the mechanical and water absorption properties on fiber stacking sequence and orientation of jute/carbon epoxy hybrid composites. J. Mater. Res. Technol. 2020, 9, 10970–10981. [Google Scholar] [CrossRef]
- Ali, A.; Nasir, M.A.; Khalid, M.Y.; Nauman, S.; Shaker, K.; Khushnood, S.; Altaf, K.; Zeeshan, M.; Hussain, A. Experimental and numerical characterization of mechanical properties of carbon/jute fabric reinforced epoxy hybrid composites. J. Mech. Sci. Technol. 2019, 33, 4217–4226. [Google Scholar] [CrossRef]
- Chen, C.; Yang, Y.; Zhou, Y.; Xue, C.; Chen, X.; Wu, H.; Sui, L.; Li, X. Comparative analysis of natural fiber reinforced polymer and carbon fiber reinforced polymer in strengthening of reinforced concrete beams. J. Clean. Prod. 2020, 263, 121572. [Google Scholar] [CrossRef]
- Shah, A.U.M.; Sultan, M.T.H.; Safri, S.N.A. Experimental Evaluation of Low Velocity Impact Properties and Damage Progression on Bamboo/Glass Hybrid Composites Subjected to Different Impact Energy Levels. Polymers 2020, 12, 1288. [Google Scholar] [CrossRef]
- Samanta, S.; Muralidhar, M.; Singh, T.J.; Sarkar, S. Characterization of Mechanical Properties of Hybrid Bamboo/GFRP and Jute/GFRP Composites. Mater. Today Proc. 2015, 2, 1398–1405. [Google Scholar] [CrossRef]
- Huang, Y.; Ji, Y.; Yu, W. Development of bamboo scrimber: A literature review. J. Wood Sci. 2019, 65, 25. [Google Scholar] [CrossRef] [Green Version]
- Phong, N.T.; Gabr, M.H.; Okubo, K.; Chuong, B.; Fujii, T. Enhancement of mechanical properties of carbon fabric/epoxy composites using micro/nano-sized bamboo fibrils. Mater. Des. 2013, 47, 624–632. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Y.; Lu, C.; Zhang, W. Cellulose hydrogels prepared from micron-sized bamboo cellulose fibers. Carbohydr. Polym. 2014, 114, 166–169. [Google Scholar] [CrossRef]
- Yorseng, K.; Rangappa, S.M.; Pulikkalparambil, H.; Siengchin, S.; Parameswaranpillai, J. Accelerated weathering studies of kenaf/sisal fiber fabric reinforced fully biobased hybrid bioepoxy composites for semi-structural applications: Morphology, thermo-mechanical, water absorption behavior and surface hydrophobicity. Cons.Build. Mater. 2020, 235, 117464. [Google Scholar] [CrossRef]
- Yorseng, K.; Rangappa, S.M.; Parameswaranpillai, J.; Siengchin, S. Towards green composites: Bioepoxy composites reinforced with bamboo/basalt/carbon fabrics. J. Clean. Prod. 2022, 363, 132314. [Google Scholar] [CrossRef]
- Chandramohan, D.; Marimuthu, K. A Review on Natural Fibers. Int. J. Recent Res. Appl. Stud. 2011, 8, 194–206. [Google Scholar]
- Atmakuri, A.; Palevicius, A.; Kolli, L.; Vilkauskas, A.; Janusas, G. Development and Analysis of Mechanical Properties of Caryota and Sisal Natural Fibers Reinforced Epoxy Hybrid Composites. Polymers 2021, 13, 864. [Google Scholar] [CrossRef] [PubMed]
- Kumre, A.; Rana, R.; Purohit, R. A Review on mechanical property of sisal glass fiber reinforced polymer composites. Mater. Today Proc. 2017, 4, 3466–3476. [Google Scholar] [CrossRef]
- Filho, S.L.M.R.; Oliveira, P.R.; Vieira, L.M.G.; Panzera, T.H.; Freire, R.T.S.; Scarpa, F. Hybrid bio-composites reinforced with sisal-glass fibres and Portland cement particles: A statistical approach. Compos. Part B Eng. 2018, 149, 58–65. [Google Scholar] [CrossRef] [Green Version]
- Sen, T.; Reddy, H.J. Flexural strengthening of RC beams using natural sisal and artificial carbon and glass fabric reinforced composite system. Sustain. Cities Soc. 2014, 10, 195–206. [Google Scholar] [CrossRef]
- Padanattil, A.; Karingamanna, J.; Mini, K.M. Novel hybrid composites based on glass and sisal fiber for retrofitting of reinforced concrete structures. Constr. Build. Mater. 2017, 133, 146–153. [Google Scholar] [CrossRef]
- Prabhu, L.; Krishnaraj, V.; Gokulkumar, S.; Sathish, S.; Ramesh, M. Mechanical, Chemical and Acoustical Behavior of Sisal-Tea Waste-Glass Fiber Reinforced Epoxy Based Hybrid Polymer Composites. Mater. Today Proc. 2019, 16, 653–660. [Google Scholar] [CrossRef]
- Supian, A.; Sapuan, S.; Zuhri, M.; Zainudin, E.; Ya, H. Crashworthiness performance of hybrid kenaf/glass fiber reinforced epoxy tube on winding orientation effect under quasi-static compression load. Def. Technol. 2020, 16, 1051–1061. [Google Scholar] [CrossRef]
- Sani, M.A.; Latib, A.Z.A.; Ng, C.P.; Yusof, M.A.; Ahmad, N.; Rani, M.A.M. Properties of Coir Fibre and Kenaf Fibre Modified Asphalt Mixes. J. East. Asia Soc. Transp. Stud. 2011, 9, 1274–1285. [Google Scholar]
- Sen, T.; Reddy, H.N.J. Various Industrial Applications of Hemp, Kinaf, Flax and Ramie Natural Fibres. Int. J. Innov. Manag. Technol. 2011, 2, 192–198. [Google Scholar]
- Alam, A.; Al Riyami, K. Shear strengthening of reinforced concrete beam using natural fibre reinforced polymer laminates. Constr. Build. Mater. 2018, 162, 683–696. [Google Scholar] [CrossRef]
- Aisyah, H.; Paridah, M.; Khalina, A.; Sapuan, S.; Wahab, M.; Berkalp, O.; Lee, C.; Lee, S. Effects of Fabric Counts and Weave Designs on the Properties of Laminated Woven Kenaf/Carbon Fibre Reinforced Epoxy Hybrid Composites. Polymers 2018, 10, 1320. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Zhang, X.; Mo, Z.; Chouw, N.; Li, Z.; Xu, Z.-D. A comparative study of impact behaviour between natural flax and glass FRP confined concrete composites. Constr. Build. Mater. 2020, 241, 117997. [Google Scholar] [CrossRef]
- Barouni, A.; Lupton, C.; Jiang, C.; Saifullah, A.; Giasin, K.; Zhang, Z.; Dhakal, H.N. Investigation into the fatigue properties of flax fibre epoxy composites and hybrid composites based on flax and glass fibres. Compos. Struct. 2022, 281, 115046. [Google Scholar] [CrossRef]
- Rueppel, M.; Rion, J.; Dransfeld, C.; Fischer, C.; Masania, K. Damping of carbon fibre and flax fibre angle-ply composite laminates. Compos. Sci. Technol. 2017, 146, 1–9. [Google Scholar] [CrossRef]
- Amiri, A.; Ulven, C.A.; Huo, S. Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition. Polymers 2015, 7, 1965–1978. [Google Scholar] [CrossRef] [Green Version]
- Yan, L.; Chouw, N. Natural FRP tube confined fibre reinforced concrete under pure axial compression: A comparison with glass/carbon FRP. Thin-Walled Struct. 2014, 82, 159–169. [Google Scholar] [CrossRef]
- Al-Hajaj, Z.; Sy, B.L.; Bougherara, H.; Zdero, R. Impact properties of a new hybrid composite material made from woven carbon fibres plus flax fibres in an epoxy matrix. Compos. Struct. 2019, 208, 346–356. [Google Scholar] [CrossRef]
- Flynn, J.; Amiri, A.; Ulven, C. Hybridized carbon and flax fiber composites for tailored performance. Mater. Des. 2016, 102, 21–29. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Elanchezhian, C.; Nirmal, P.V.; Kumar, G.P.; Kumar, V.S.; Karthick, S.; Rajesh, S.; Suresh, K. Experimental investigation of mechanical behavior of Jute-Flax based glass fiber reinforced composite. Fibers Polym. 2014, 15, 1251–1262. [Google Scholar] [CrossRef]
- Goutianos, S.; Peijs, T.; Nystrom, B.; Skrifvars, M.O.V. Development of Flax Fibre based Textile Reinforcements for Composite Applications. Appl. Compos. Mater. 2006, 13, 199–215. [Google Scholar] [CrossRef] [Green Version]
- Chand, R.P.; Halemani, B.S.; Chandrasekhar, K.; Ravitej, Y.; Raju, T.H.; Udayshankar, S. Investigation and analysis for mechanical properties of banana and E glass fiber reinforced hybrid epoxy composites. Mater. Today Proc. 2021, 47, 2509–2515. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Ramesh, M.; Rajaprasanna, R.; Sasikala, G.; Deepa, C. Physical Properties of Glass-Hemp-Banana Hybrid Fiber Reinforced Polymer Composites. Indian J. Sci. Technol. 2017, 10, 1–6. [Google Scholar] [CrossRef]
- Elbehiry, A.; Elnawawy, O.; Kassem, M.; Zaher, A.; Uddin, N.; Mostafa, M. Performance of concrete beams reinforced using banana fiber bars. Case Stud. Constr. Mater. 2020, 13, e00361. [Google Scholar] [CrossRef]
- Oyewo, A.T.; Oluwole, O.O.; Ajide, O.O.; Omoniyi, T.E.; Hamayun, M.H.; Hussain, M. Experimental and theoretical studies to investigate the water absorption behavior of carbon/banana fibre hybrid epoxy composite. Mater. Chem. Phys. 2022, 285, 126084. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khalid, M.Y.; Imran, R.; Ali, U.; Koc, M. Utilization of Banana Fiber-Reinforced Hybrid Composites in the Sports Industry. Materials 2020, 13, 3167. [Google Scholar] [CrossRef]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Mugahed Amran, Y.H.; Alyousef, R.; Rashid, R.S.M.; Alabduljabbar, H.; Hung, C.-C. Properties and applications of FRP in strengthening RC structures: A review. Structures 2018, 16, 208–238. [Google Scholar] [CrossRef]
- Srinivasan, V.; Boopathy, S.R.; Sangeetha, D.; Ramnath, B.V. Evaluation of mechanical and thermal properties of banana–flax based natural fibre composite. Mater. Des. 2014, 60, 620–627. [Google Scholar] [CrossRef]
- Almeida, J.H.S., Jr.; Amico, S.C.; Botelho, E.C.; Amado, F.D.R. Hybridization effect on the mechanical properties of curaua/glass fiber composites. Compos. Part B Eng. 2013, 55, 492–497. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Ma, H.; Yu, T. Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Compos. Sci. Technol. 2013, 88, 172–177. [Google Scholar] [CrossRef]
- Hassan, M.R.; Gafur, M.; Rana, A.; Qadir, S.M.; Masum, S.M.; Chowdhury, A.S.; Karim, M. Characterization of jute and glass fiber reinforced polyester based hybrid composite In this research. Bangladesh J. Sci. Ind. Res. 2016, 51, 81–88. [Google Scholar] [CrossRef] [Green Version]
- Das, S.C.; Paul, D.; Grammatikos, S.A.; Siddiquee, A.; Papatzani, S.; Koralli, P.; Islam, J.M.; Khan, M.A.; Shauddin, S.; Khan, R.A.; et al. Effect of stacking sequence on the performance of hybrid natural/synthetic fiber reinforced polymer composite laminates. Compos. Struct. 2021, 276, 114525. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Arpitha, G.R.; Yogesha, B. Study on Mechanical Properties of Natural-Glass Fibre Reinforced Polymer Hybrid Composites: A Review. Mater. Today Proc. 2015, 2, 2959–2967. [Google Scholar] [CrossRef]
- Chapman, M.; Dhakal, H.N. Effects of Hybridisation on the Low Velocity Falling Weight Impact and Flexural Properties of Flax-Carbon/Epoxy Hybrid Composites. Fibers 2019, 7, 95. [Google Scholar] [CrossRef] [Green Version]
- Yahaya, R.; Sapuan, S.; Jawaid, M.; Leman, Z.; Zainudin, E. Measurement of ballistic impact properties of woven kenaf–aramid hybrid composites. Measurement. 2016, 77, 335–343. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.; Jawaid, M.; Leman, Z.; Zainudin, E. Quasi-static penetration and ballistic properties of kenaf–aramid hybrid composites. Mater. Des. 2014, 63, 775–782. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Pereira, A.C.; Ferreira, C.L.; Júnior, P.; Weber, R.P.; de Assis, F.S. Performance of Plain Woven Jute Fabric-Reinforced Polyester Matrix Composite in Multilayered Ballistic System. Polymers 2018, 10, 230. [Google Scholar] [CrossRef] [Green Version]
- Shen, Y.; Huang, D.; Zhou, A.; Hui, D. An inelastic model for ultimate state analysis of CFRP reinforced PSB beams. Compos. Part B Eng. 2017, 115, 266–274. [Google Scholar] [CrossRef]
- Lv, Q.; Wang, W.; Liu, Y. Flexural Performance of Cross-Laminated Bamboo (CLB) Slabs and CFRP Grid Composite CLB Slabs. Adv. Civ. Eng. 2019, 2019, 6980782. [Google Scholar] [CrossRef]
- Senthilnathan, D.; Gnanavel Babu, A.; Bhaskar, G.B.; Gopinath, K.G.S. Characterization of Glass Fibre-Coconut Coir-Human Hair Hybrid Composites. Int. J. Eng. Technol. 2014, 6, 75–82. [Google Scholar]
- Sabri, S.M.H. Behavior of Jute Fiber Reinforced Concrete Having Glass Fiber Reinforced Polymer Rebars for Possible Application in Bridge Pier. Master’s Thesis, Capital University of Science and Technology, Islamabad, Pakistan, 2019. [Google Scholar]
- Tokoro, R.; Vu, D.M.; Okubo, K.; Tanaka, T.; Fujii, T.; Fujiura, T. How to improve mechanical properties of polylactic acid with bamboo fibers. J. Mater. Sci. 2007, 43, 775–787. [Google Scholar] [CrossRef]
- Khalid, M.; Rashid, A.; Arif, Z.; Akram, N.; Arshad, H.; Márquez, F.G. Characterization of Failure Strain In Fiber Reinforced Composites: Under On-Axis and Off-Axis Loading. Crystals 2021, 11, 216. [Google Scholar] [CrossRef]
- Capozucca, R. Static and dynamic response of damaged RC beams strengthened with NSM CFRP rods. Compos. Struct. 2009, 91, 237–248. [Google Scholar] [CrossRef]
- Abu Hassan, S.; Gholami, M.; Ismail, Y.S.; Sam, A.R.M. Characteristics of concrete/CFRP bonding system under natural tropical climate. Constr. Build. Mater. 2015, 77, 297–306. [Google Scholar] [CrossRef]
- Promis, G.; Ferrier, E.; Hamelin, P. Effect of external FRP retrofitting on reinforced concrete short columns for seismic strengthening. Compos. Struct. 2009, 88, 367–379. [Google Scholar] [CrossRef]
- Zou, X.; Lin, H.; Feng, P.; Bao, Y.; Wang, J. A review on FRP-concrete hybrid sections for bridge applications. Compos. Struct. 2020, 262, 113336. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Katogi, H.; Shimamura, Y.; Tohgo, K.; Fujii, T. Fatigue Behavior of Unidirectional Jute Spun Yarn Reinforced PLA. Adv. Compos. Mater. 2012, 21, 1–10. [Google Scholar] [CrossRef]
- Singh, A.S.; Halder, S.; Wang, J.; Imam, M.A.; Chen, P. Tannic acid intermediated surface functionalization of bamboo micron fibers to enhance mechanical performance of hybrid GFRP. Compos. Part B Eng. 2019, 177, 107322. [Google Scholar] [CrossRef]
- Ahmed, M.M.; Dhakal, H.; Zhang, Z.; Barouni, A.; Zahari, R. Enhancement of impact toughness and damage behaviour of natural fibre reinforced composites and their hybrids through novel improvement techniques: A critical review. Compos. Struct. 2021, 259, 113496. [Google Scholar] [CrossRef]
- Agarwal, J.; Sahoo, S.; Mohanty, S.; Nayak, S.K. Progress of novel techniques for lightweight automobile applications through innovative eco-friendly composite materials: A review. J. Thermoplast. Compos. Mater. 2019, 33, 978–1013. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Singh, T. Optimum design based on fabricated natural fiber reinforced automotive brake friction composites using hybrid CRITIC-MEW approach. J. Mater. Res. Technol. 2021, 14, 81–92. [Google Scholar] [CrossRef]
- Singh, T.; Pattnaik, P.; Pruncu, C.I.; Tiwari, A.; Fekete, G. Selection of natural fibers based brake friction composites using hybrid ELECTRE-entropy optimization technique. Polym. Test. 2020, 89, 106614. [Google Scholar] [CrossRef]
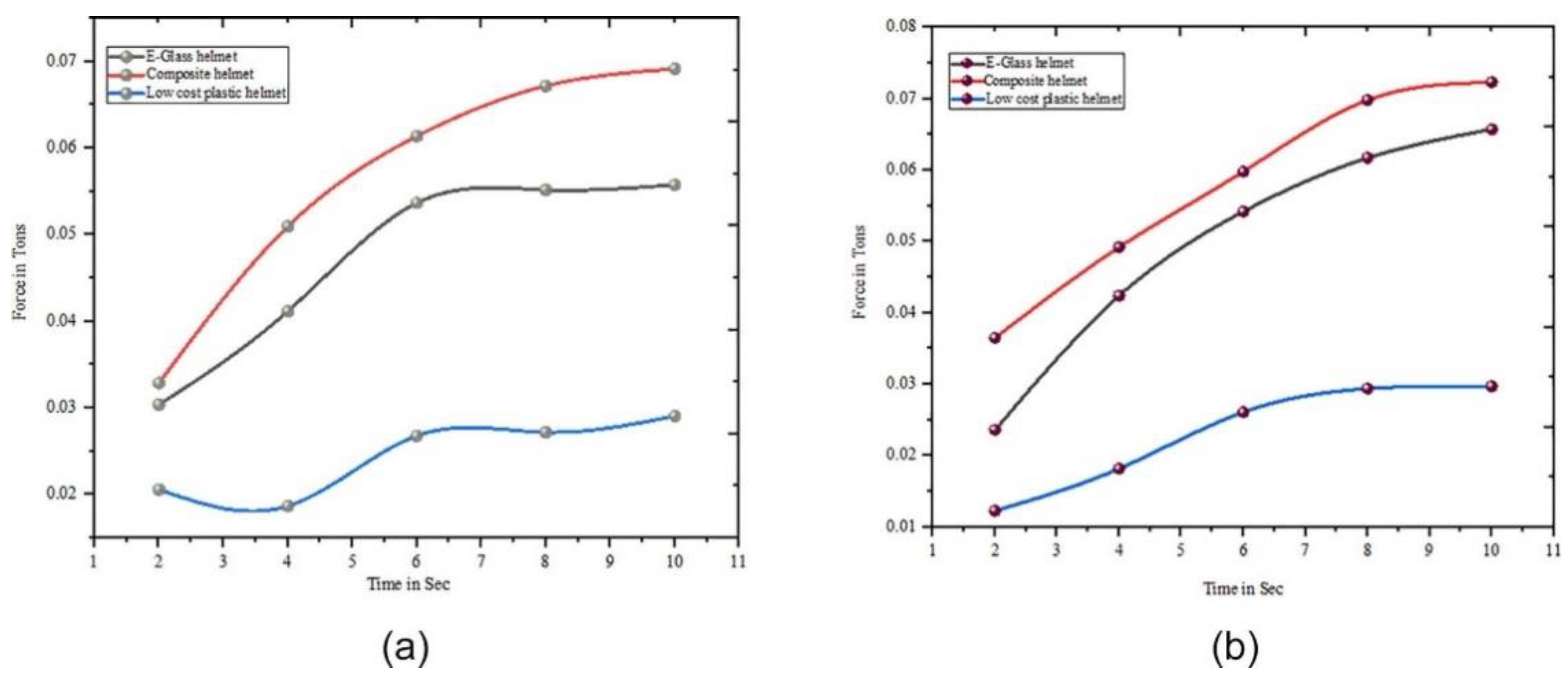
- Ravi, Y.; Kapilan, N.; Rajole, S.; Balaji, Y.; Reddy, N.V.K.; Venkatesha, B. Damage resistance evaluation of E-glass and hybrid hemp-banana natural fiber composite helmet using drop weight impact test. Mater. Today Proc. 2021, 54, 330–335. [Google Scholar] [CrossRef]
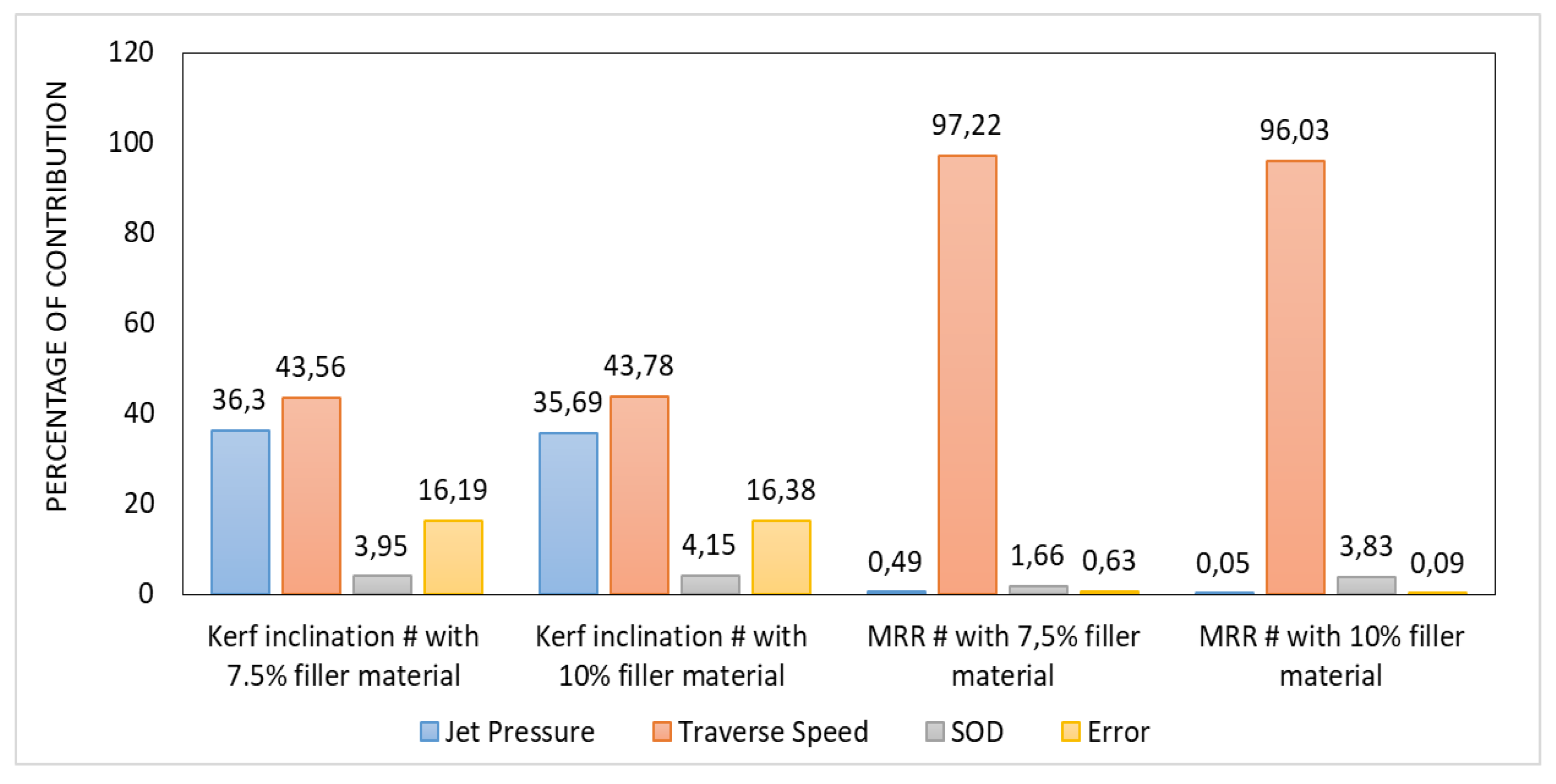
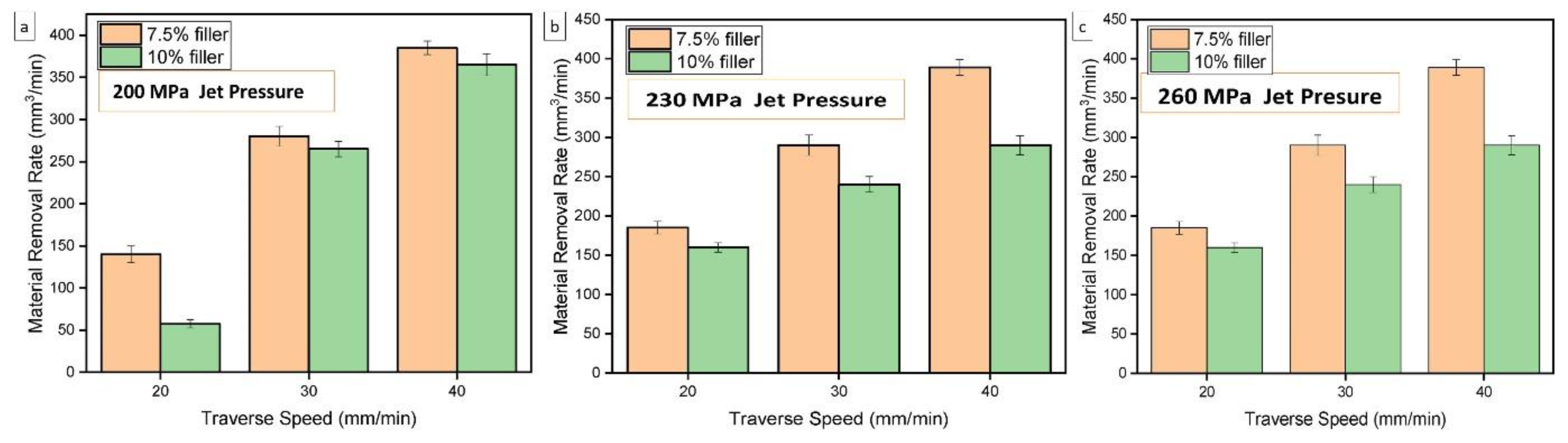
- Jani, S.; Kumar, A.S.; Khan, M.A.; Jose, A.S. Design and optimization of unit production cost for AWJ process on machining hybrid natural fibre composite material. Int. J. Lightweight Mater. Manuf. 2021, 4, 491–497. [Google Scholar] [CrossRef]
- Prabhu, L.; Krishnaraj, V.; Sathish, S.; Gokulkumar, S.; Karthi, N.; Rajeshkumar, L.; Balaji, D.; Vigneshkumar, N.; Elango, K. A review on natural fiber reinforced hybrid composites: Chemical treatments, manufacturing methods and potential applications. Mater. Today Proc. 2021, 45, 8080–8085. [Google Scholar] [CrossRef]
- Rajesh, M.; Pitchaimani, J.; Rajini, N. Free Vibration Characteristics of Banana/Sisal Natural Fibers Reinforced Hybrid Polymer Composite Beam. Procedia Eng. 2016, 144, 1055–1059. [Google Scholar] [CrossRef] [Green Version]
- Raghavendra, B.; Thyagaraj, N.; Shreyas, P. Effect of surface treatment on tensile and buckling characteristics of natural fibre based hybrid composites. Mater. Today Proc. 2021, 54, 147–151. [Google Scholar] [CrossRef]








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Density (g/cm3) | Tensile Strength (MPa) | Modulus of Elasticity (GPa) | Matrix Polymer | Chemical Treatments | Reference |
|---|---|---|---|---|---|---|
| Abaca | 1.5 | 430–813 | 31.1–33.6 | Epoxy | Benzene diazonium salt | [40,41] |
| Bamboo | 0.6–0.8 | 140–800 | 11–30 | Epoxy, starch | Alkali or acid hydrolysis | [42,43] |
| Banana | 1.4 | 500 | 12 | Polyester, LDPE | Maleic anhydride treatment | [42,44,45] |
| Waste broom grass | 0.864 | 297.58 | 18.28 | Polyester | Alkali, seawater, and a combination of alkali and seawater | [46] |
| Coir | 1.2 | 175 | 4.0–6.0 | Natural rubeer | Basic chromium sulfate | [47,48] |
| Cotton | 1.5–1.6 | 287–597 | 5.5–12.6 | PP | Cationic monomeric treatment | [49] |
| Flax | 1.5 | 345–1,035 | 27.6 | PP | Alkali treatment | [44,50] |
| Jute | 1.3 | 393–773 | 26.5 | PP, SBR, nitrile rubber, epoxy, polyester, phenol–formaldehyde | Phenol–formaldehyde, melamine–formaldehyde, cardanol–formaldehyde | [48,50] |
| Kenaf | 1.45 | 930 | 53 | PLLA biodegradable polymer | NaOH | [51,52,53] |
| Sisal | 1.45 | 510 | 28 | PE, natural rubber, polyester epoxy | NaOH, isocyanate, sodium alginate, N-substituted methacrylamide | [48,50,54] |
| Sunn hemp | 389 | 35 | Polyester, PP | [50] | ||
| Wood flour | 0.3–0.7 | 60–90 | 1.35 | PE, PP, PVC, PS, polyurethane | Succinic acid, EHMA, styrene, urea–formaldehyde, acetic anhydride | [42,50,55] |
| Specimen 1 (Control) | Specimen 2 B/B/B/B/B (50%) Resin (50%) | Specimen 3 J/J/J/J/J (50%) Resin (50%) | Specimen 4 G/B/B/B/G (50%) Resin (50%) | Specimen 5G/J/J/J/G (50%) Resin (50%) | Specimen 6 G/B/J/B/G (50%) Resin (50%) | Specimen 7 G/J/B/J/G (50%) Resin (50%) |
|---|---|---|---|---|---|---|
| Resin Polyester | Bamboo | Jute | Glass fiber | Glass fiber | Glass fiber | Glass fiber |
| Bamboo | Jute | Bamboo | Jute | Bamboo | Jute | |
| Bamboo | Jute | Bamboo | Jute | Jute | Bamboo | |
| Bamboo | Jute | Bamboo | Jute | Bamboo | Jute | |
| Bamboo | Jute | Glass fiber | Glass fiber | Glass fiber | Glass fiber |
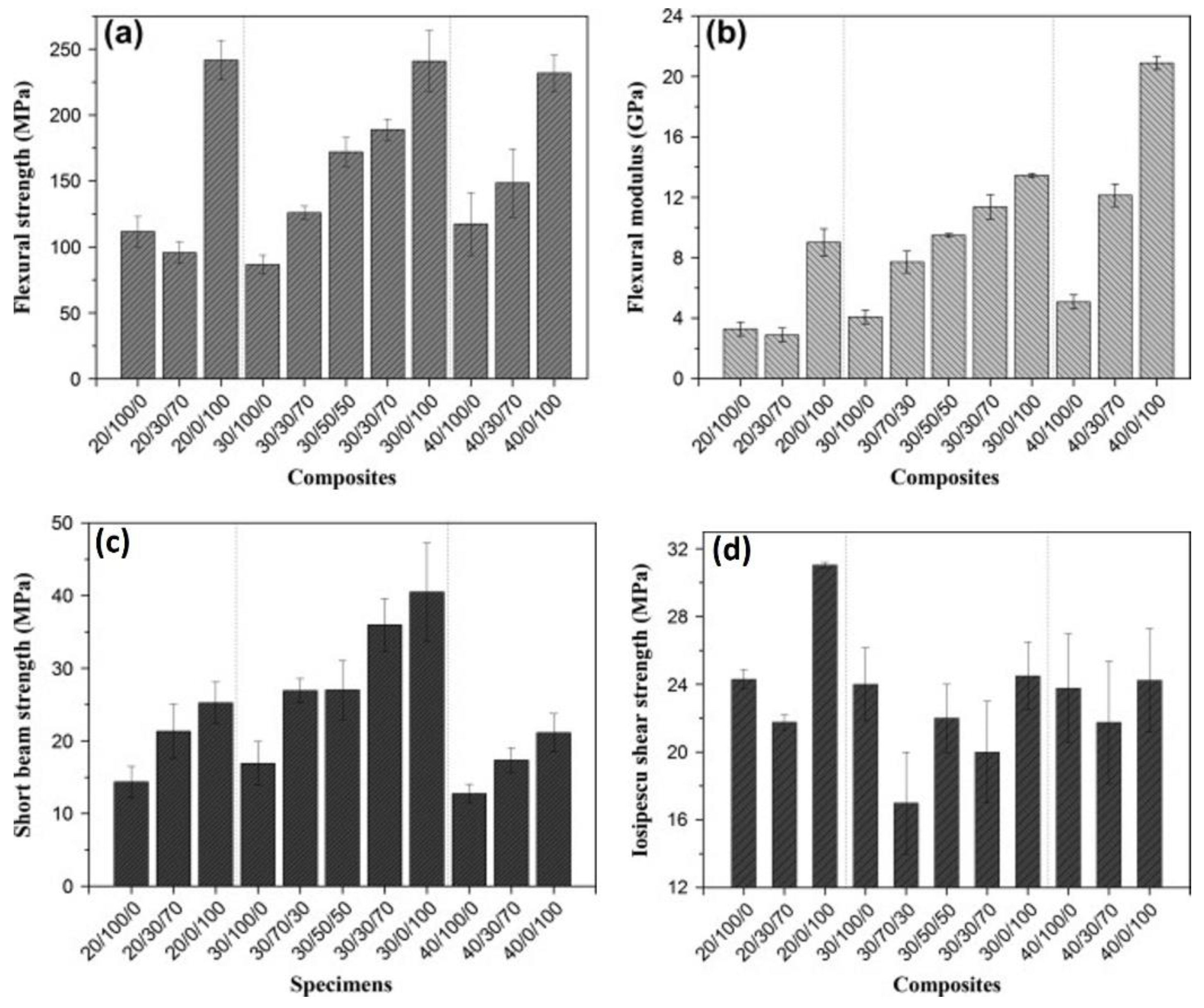
| Sample | Overall Vf (%) | Caraua Fiber Content Ratio—Ccu (vol.%) | Glass Fiber Content Ratio—Cg(vol.%) |
|---|---|---|---|
| 20/100/0 | 20 | 100 | 0 |
| 20/30/70 | 20 | 30 | 70 |
| 20/0/100 | 20 | 0 | 100 |
| 30/100/0 | 30 | 100 | 0 |
| 30/70/30 | 30 | 70 | 30 |
| 30/50/50 | 30 | 50 | 50 |
| 30/30/70 | 30 | 30 | 70 |
| 30/0/100 | 30 | 0 | 100 |
| 40/100/0 | 40 | 100 | 0 |
| 40/30/70 | 40 | 30 | 70 |
| 40/0/100 | 40 | 0 | 100 |
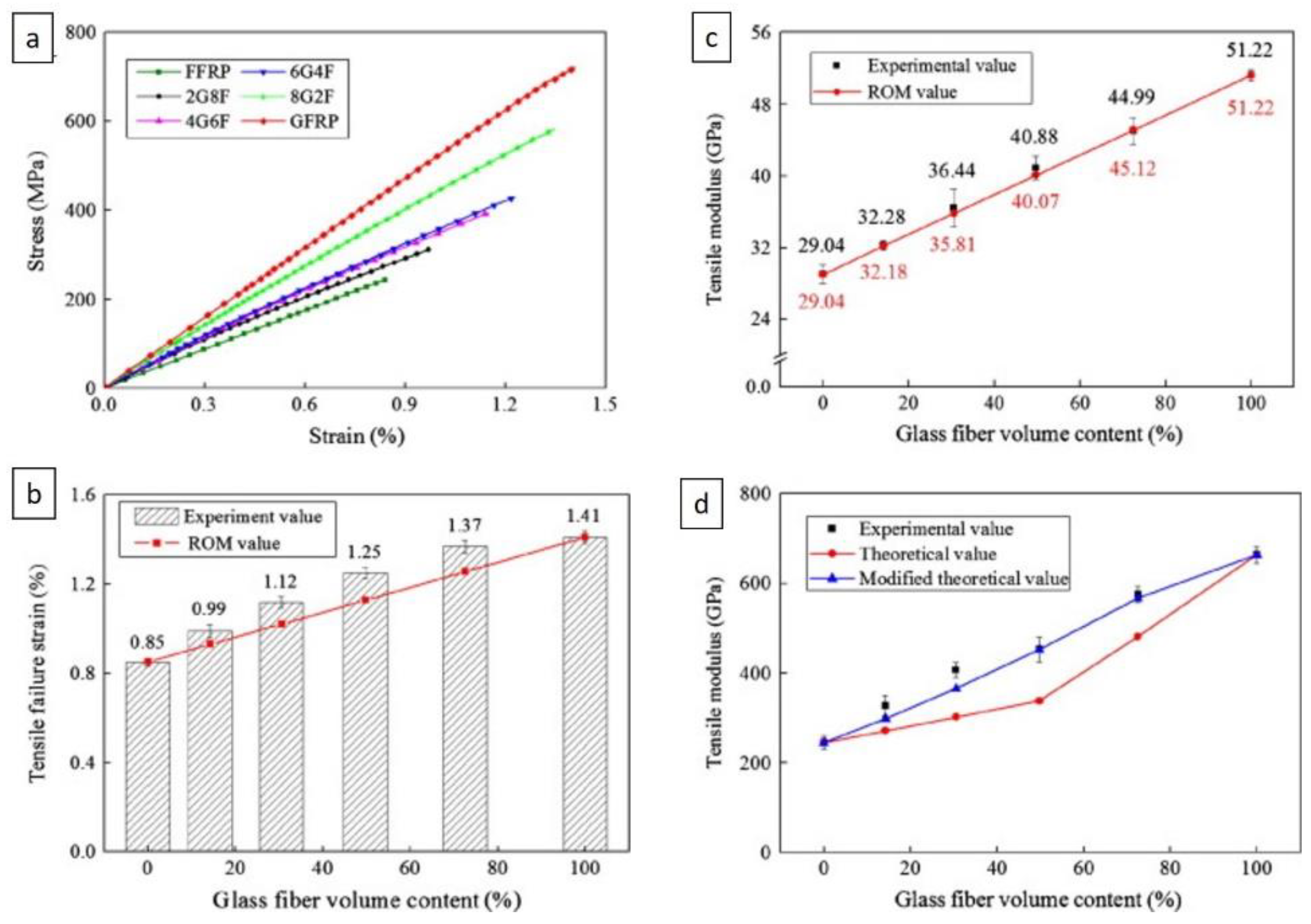
| Label | Stacking Sequences | Volume Fraction Ratio (Flax/Glass) | Ply Number Ratio (Flax/Glass) |
|---|---|---|---|
| FFRP | FFFFFFFFFF | 100/0 | 10/0 |
| 2G8F | GFFFFFFFFG | 86/14 | 8/2 |
| 4G6F | GFFGFFGFFG | 69/31 | 6/4 |
| 6G4F | GFGFGGFGFG | 50/50 | 4/6 |
| 8G2F | GGGFGGFGGG | 27/73 | 2/8 |
| GFRP | GGGGGGGGGG | 0/100 | 0/10 |
| Sample Name | Fiber Orientation | Tensile Strength (MPa) | Flexural Strength (MPa) | Hardness HV |
|---|---|---|---|---|
| C1 | JJJJJ | 38.6875 | 54.71 | 13.0 |
| C2 | JJGJJ | 59.375 | 80.4 | 20.8 |
| C3 | JGJGJ | 64.025 | 85.5 | 27.7 |
| C4 | GJGJG | 104.625 | 134.65 | 32.2 |
| C5 | GGJGG | 92.1 | 125.95 | 34.5 |
| C6 | GGGGG | 106.8 | 176.8 | 39.9 |
| Sample Name | Fiber Orientation | Water Absorption (%) | ||||
|---|---|---|---|---|---|---|
| 24 | 96 | 120 | 168 | 192 | ||
| C1 | JJJJJ | 7.43 | 7.53 | 7.69 | 7.70 | 7.71 |
| C2 | JJGJJ | 6.26 | 6.55 | 6.71 | 6.75 | 6.75 |
| C3 | JGJGJ | 5.58 | 5.74 | 5.76 | 5.80 | 5.81 |
| C4 | GJGJG | 4.41 | 4.88 | 4.96 | 4.98 | 4.98 |
| C5 | GGJGG | 3.39 | 3.72 | 3.76 | 3.77 | 3.78 |
| C6 | GGGGG | 2.10 | 2.32 | 2.39 | 2.39 | 2.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nugraha, A.D.; Nuryanta, M.I.; Sean, L.; Budiman, K.; Kusni, M.; Muflikhun, M.A. Recent Progress on Natural Fibers Mixed with CFRP and GFRP: Properties, Characteristics, and Failure Behaviour. Polymers 2022, 14, 5138. https://doi.org/10.3390/polym14235138
Nugraha AD, Nuryanta MI, Sean L, Budiman K, Kusni M, Muflikhun MA. Recent Progress on Natural Fibers Mixed with CFRP and GFRP: Properties, Characteristics, and Failure Behaviour. Polymers. 2022; 14(23):5138. https://doi.org/10.3390/polym14235138
Chicago/Turabian StyleNugraha, Ariyana Dwiputra, Muhammad Irfan Nuryanta, Leonard Sean, Kresna Budiman, Muhammad Kusni, and Muhammad Akhsin Muflikhun. 2022. "Recent Progress on Natural Fibers Mixed with CFRP and GFRP: Properties, Characteristics, and Failure Behaviour" Polymers 14, no. 23: 5138. https://doi.org/10.3390/polym14235138