
Optimizing Pressure Prediction Models for Pneumatic Conveying of Biomass: A Comprehensive Approach to Minimize Trial Tests and Enhance Accuracy

 , ,
, ,
Abstract
:1. Introduction
1.1. Summary of Previous Study on Pressure Predictive Model and the Novelty of the Current Study
- The pressure drop in a pneumatic conveyor comprises both a gas-only term and a solids term, taking into account the flow rates of gas and solids.
- The gas-only pressure drop is directly proportional to the square of the gas mass flow rate.
- The pressure drop attributed to the solids term is directly proportional to the solids loading ratio [45].
- The pressure gradient across a slug or pipeline remains constant, whether in dense or dilute phase conditions [46].
2. Material Properties and Experimental Set Up and Procedure
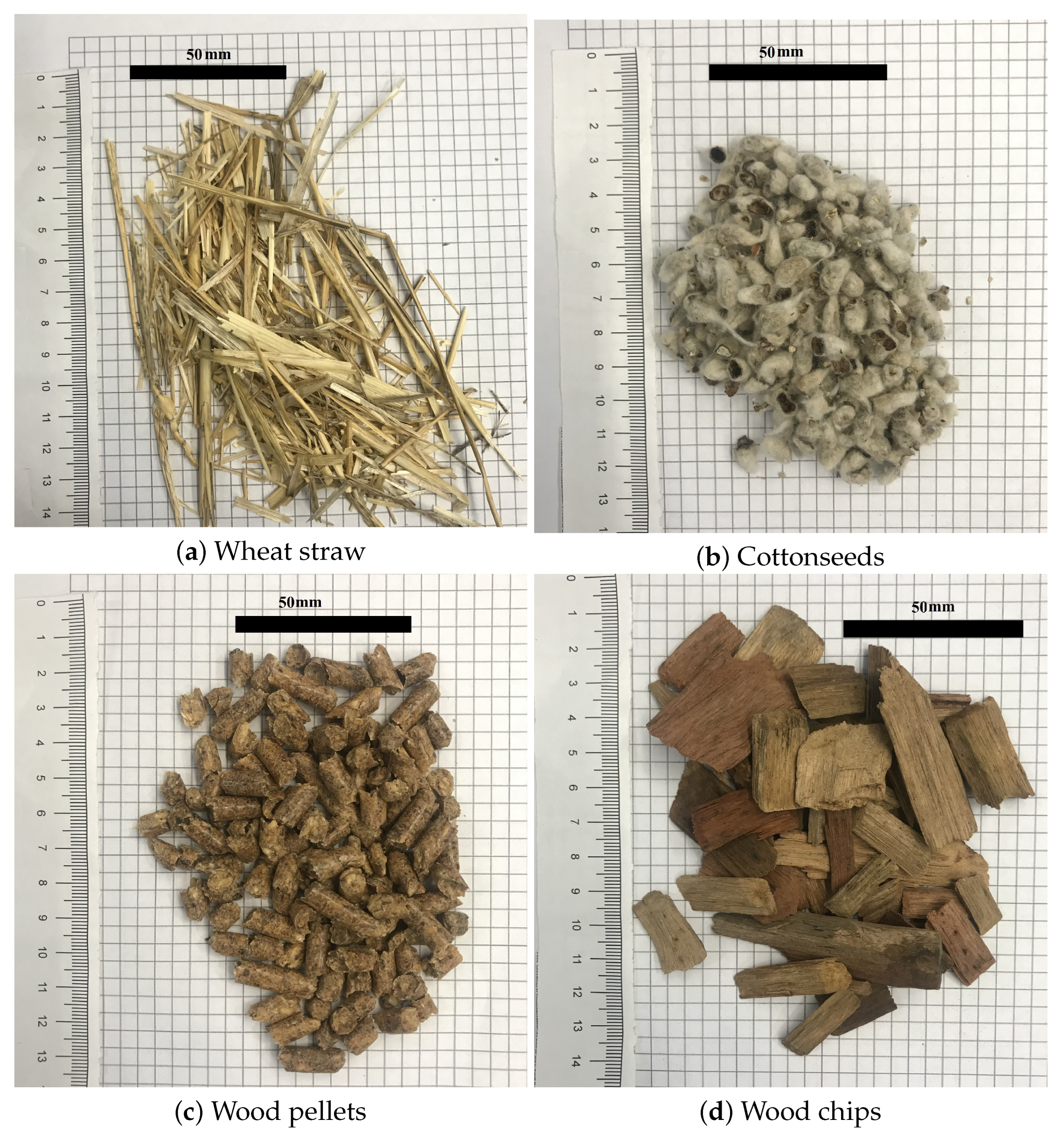
2.1. Material Properties
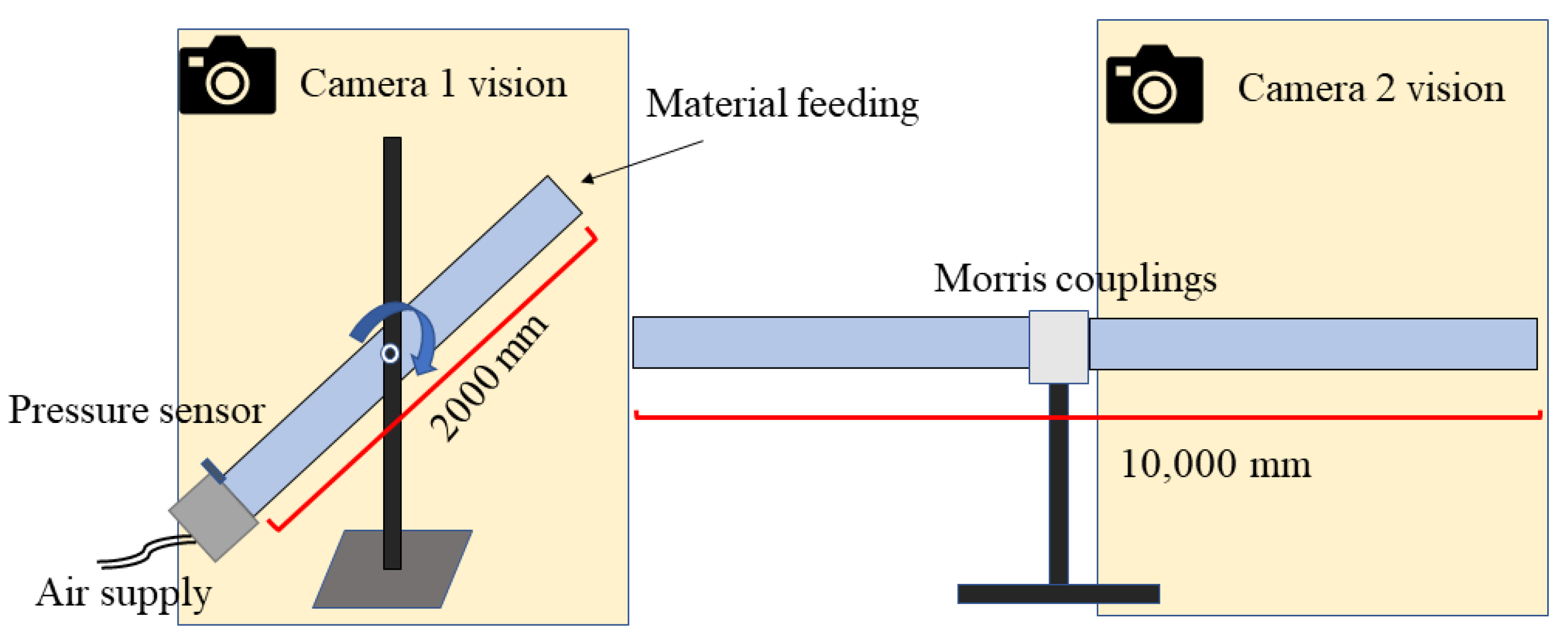
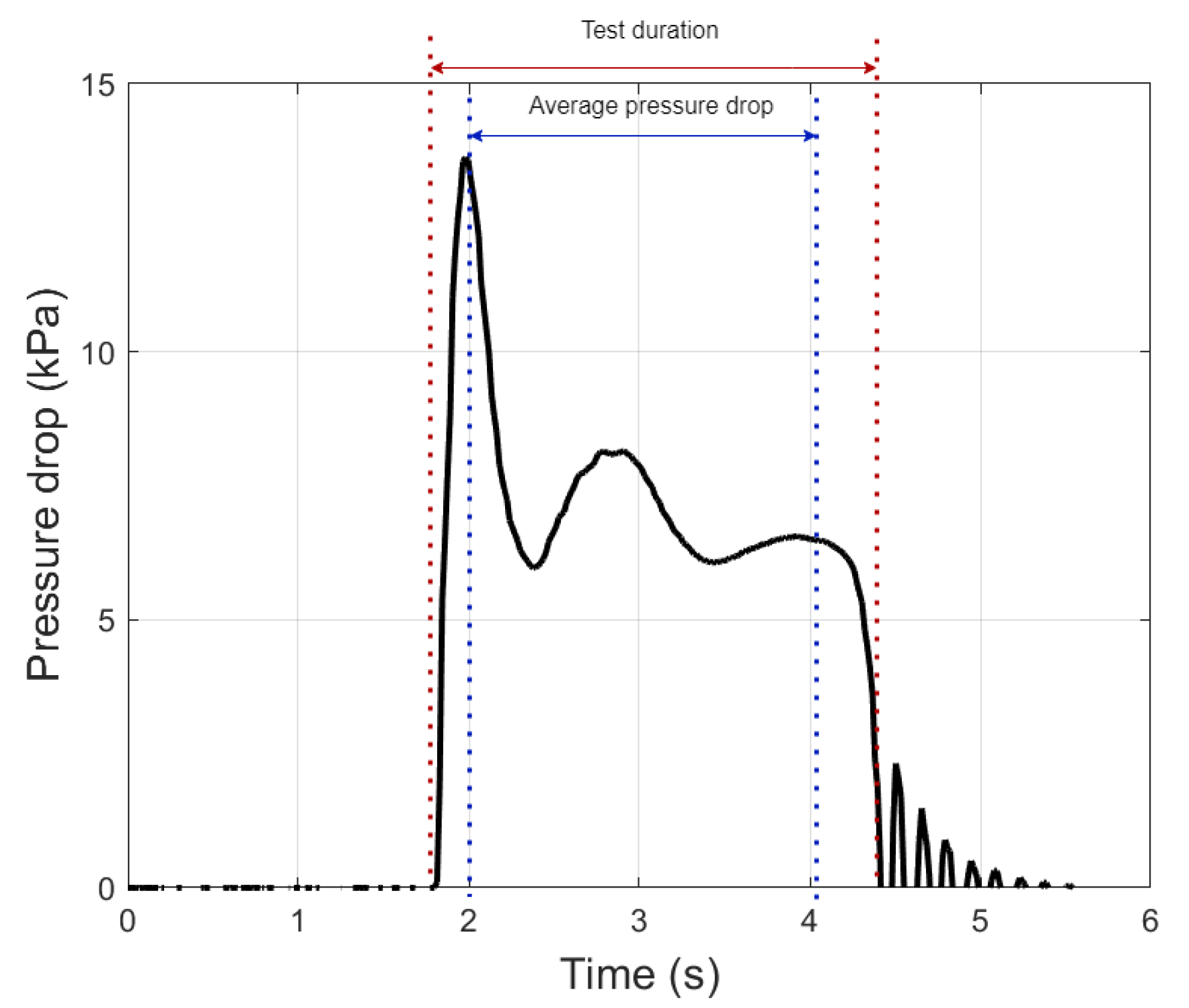
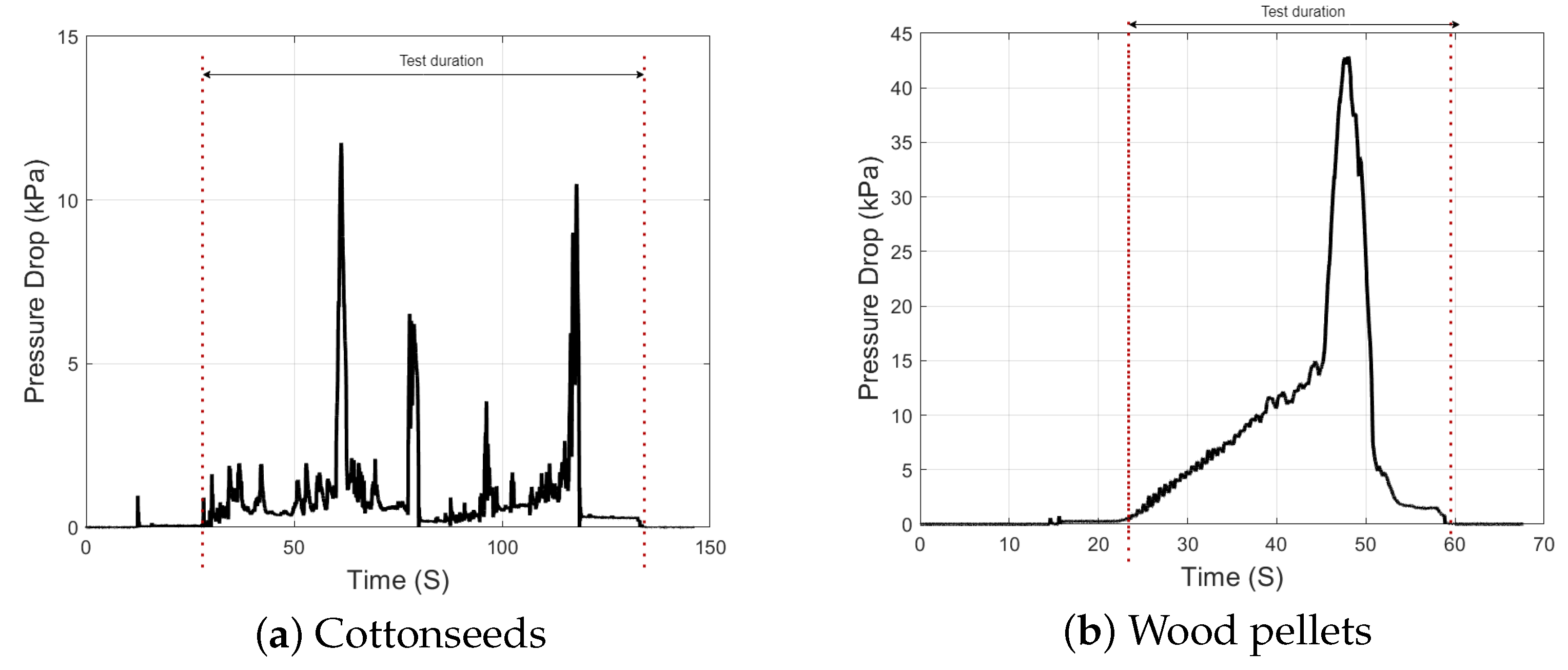
2.2. Single Batch Conveying Set Up and Test Procedure
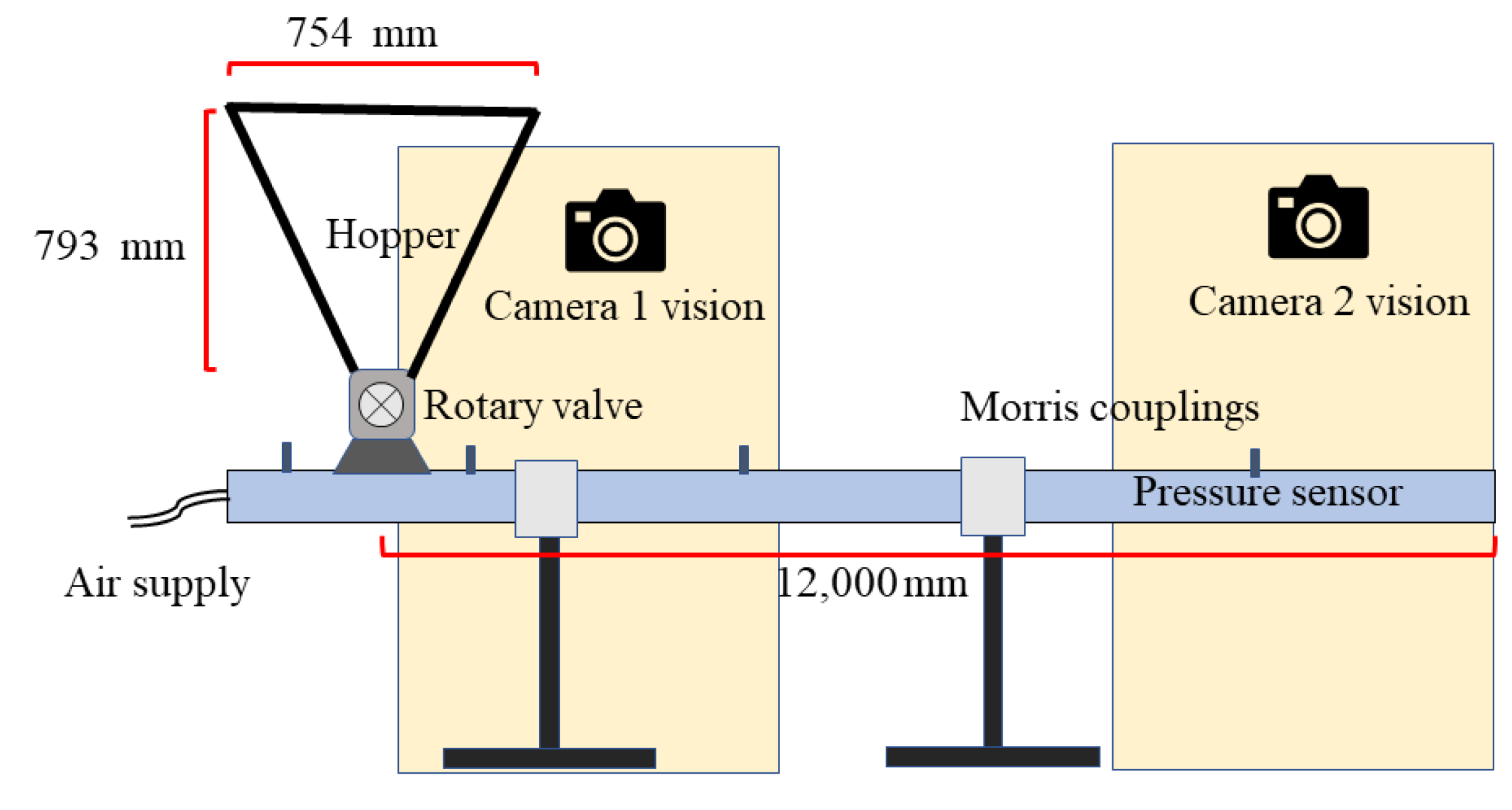
2.3. Experimental Setup for Pneumatic Conveying Rotary Valve and Test Procedure
3. Results and Discussion
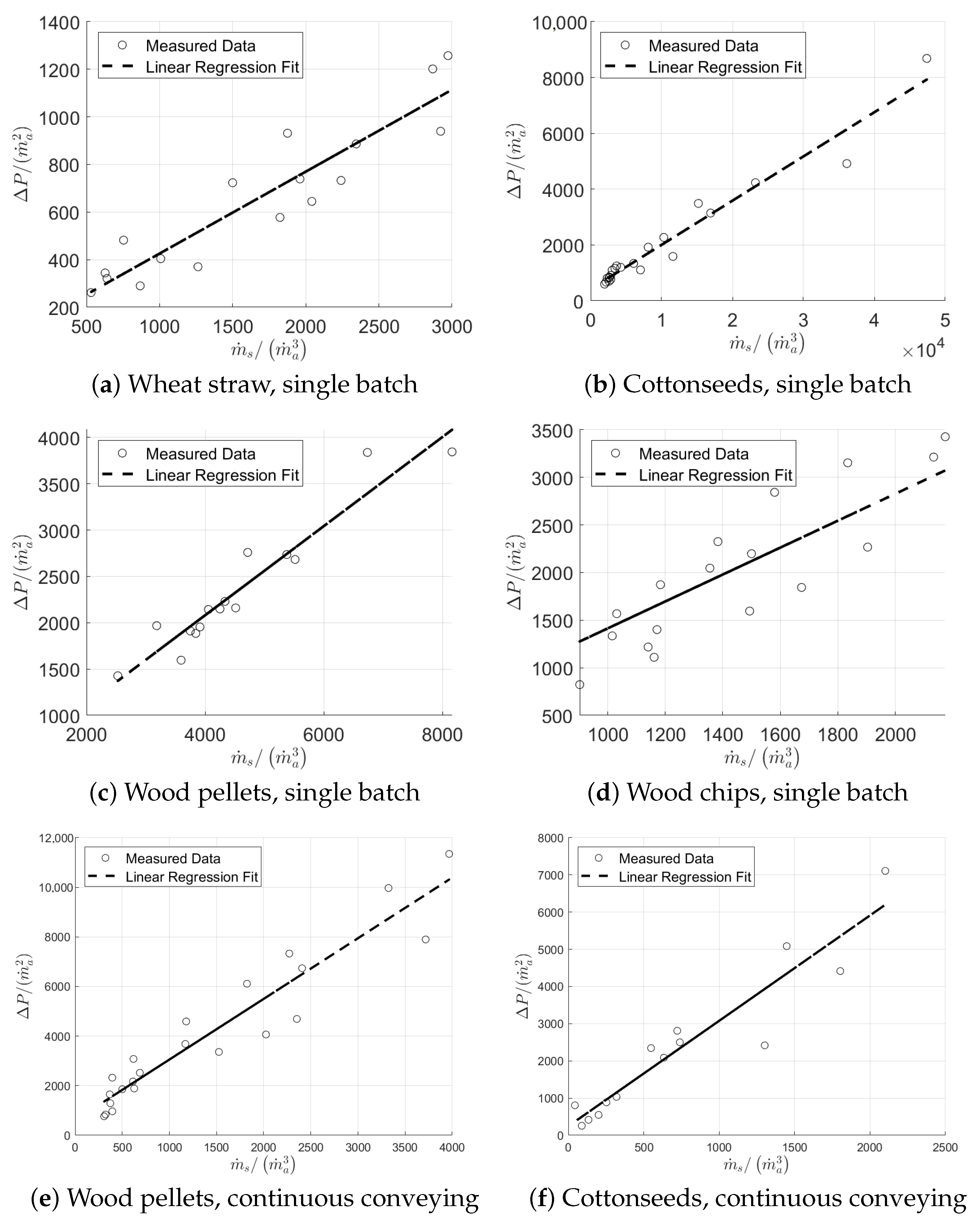
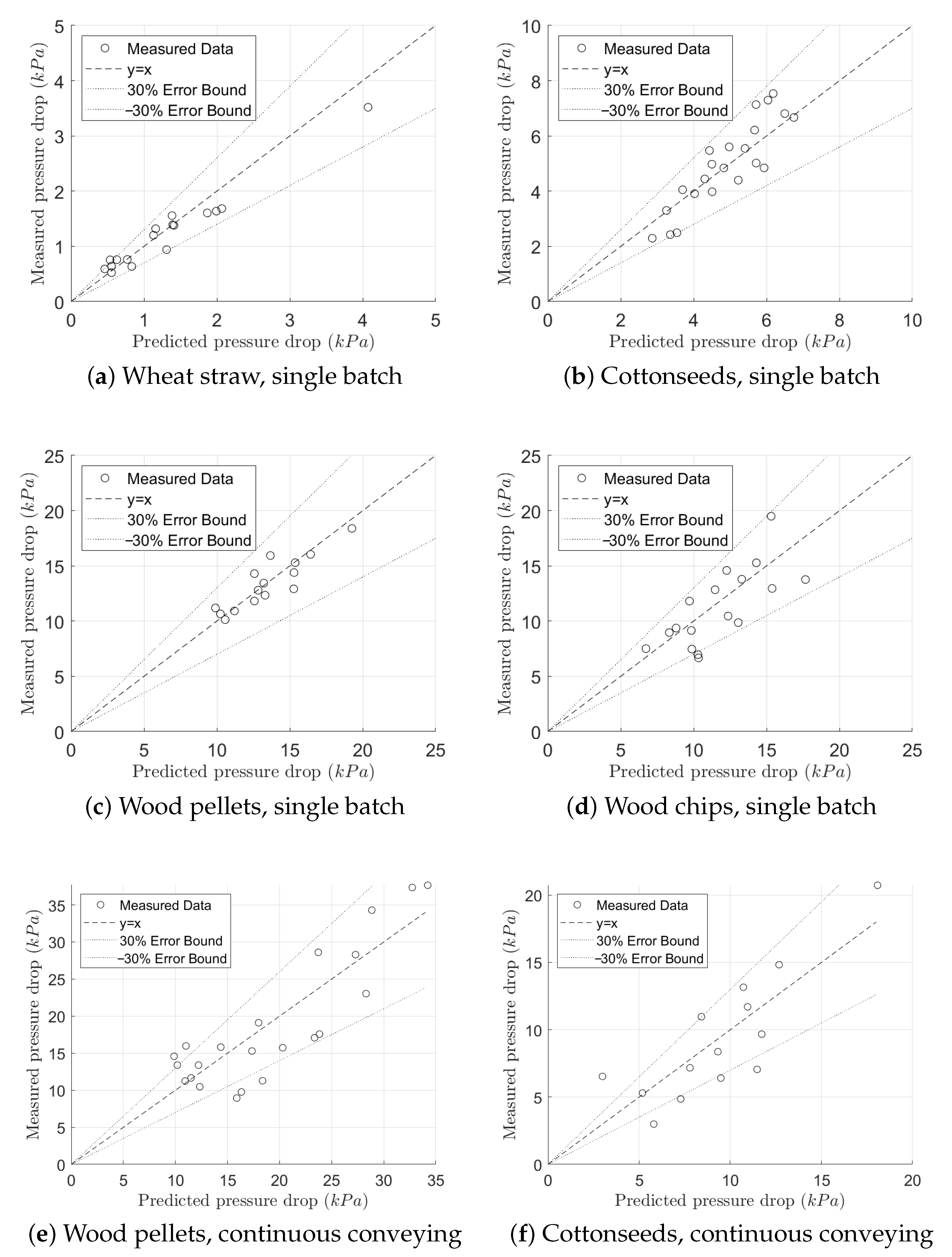
3.1. Analysis of Biomass Pneumatic Conveying Model: Single-Batch and Continuous Modes
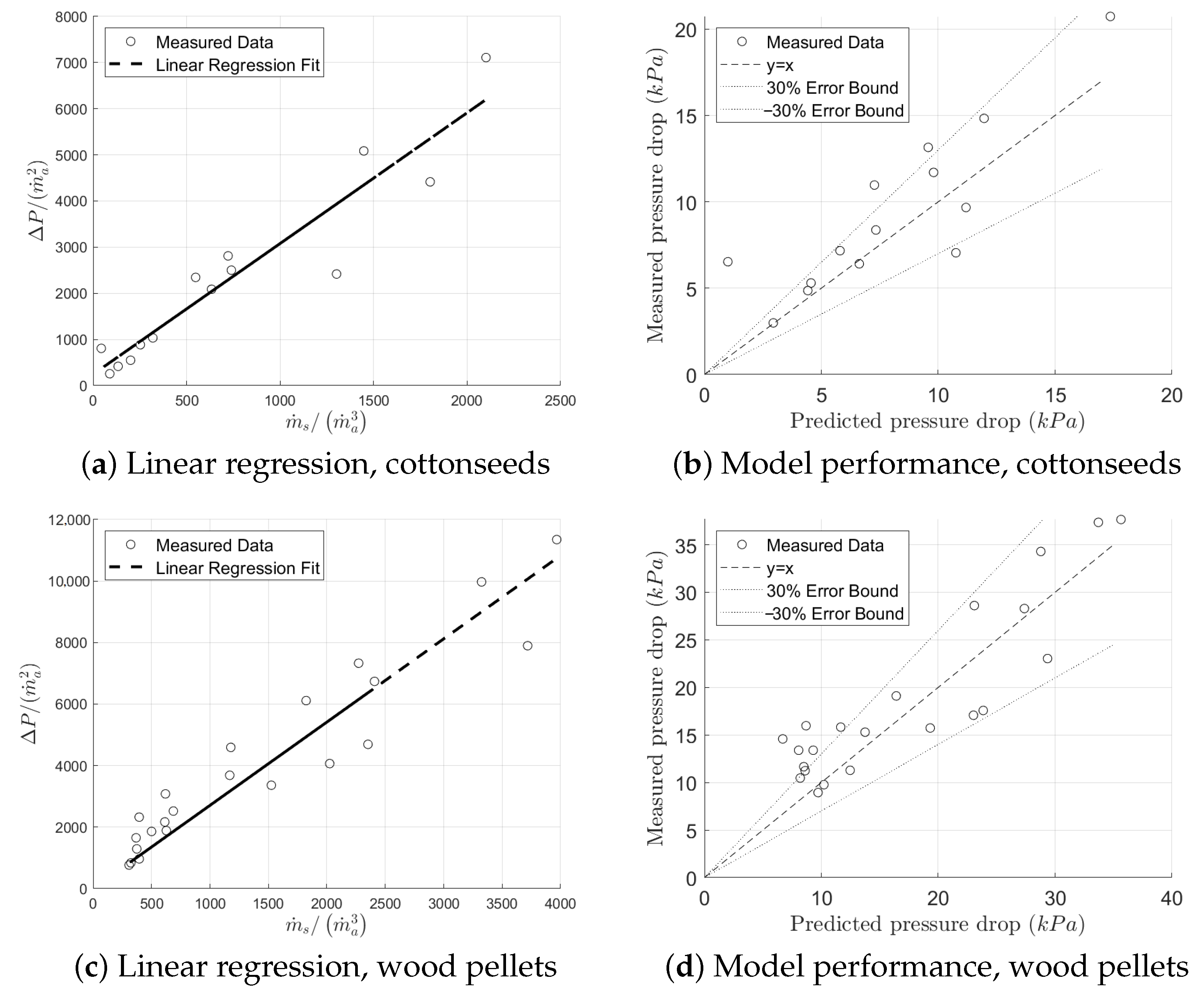
3.2. Model Optimization
- 1.
- Assess the impact of constant parameter sensitivity on the pressure model outcomes.
- 2.
- Identify various combinations of test sets, denoted as , where m signifies the total number of tests for a specific test series (e.g., single-batch conveying of wood chips), and n represents the distinct combinations that can vary from 2 to .
- 3.
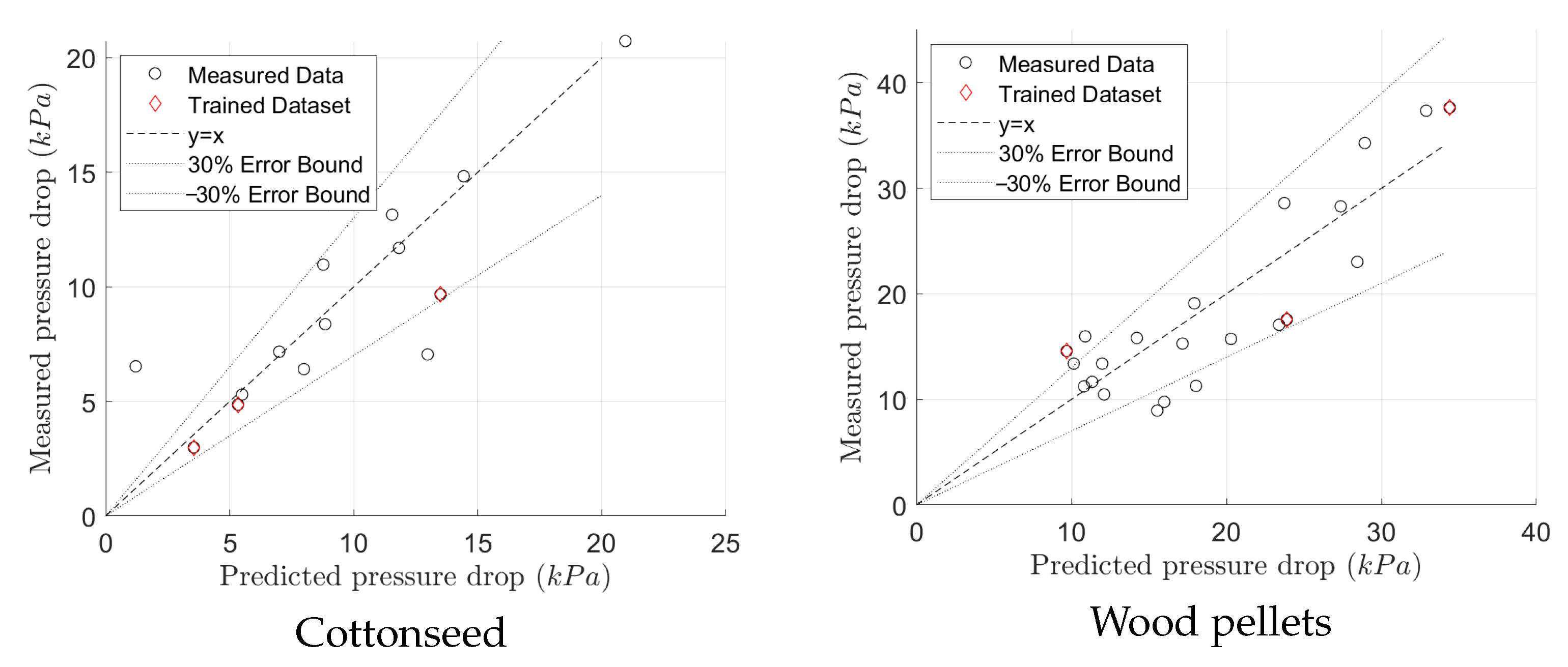
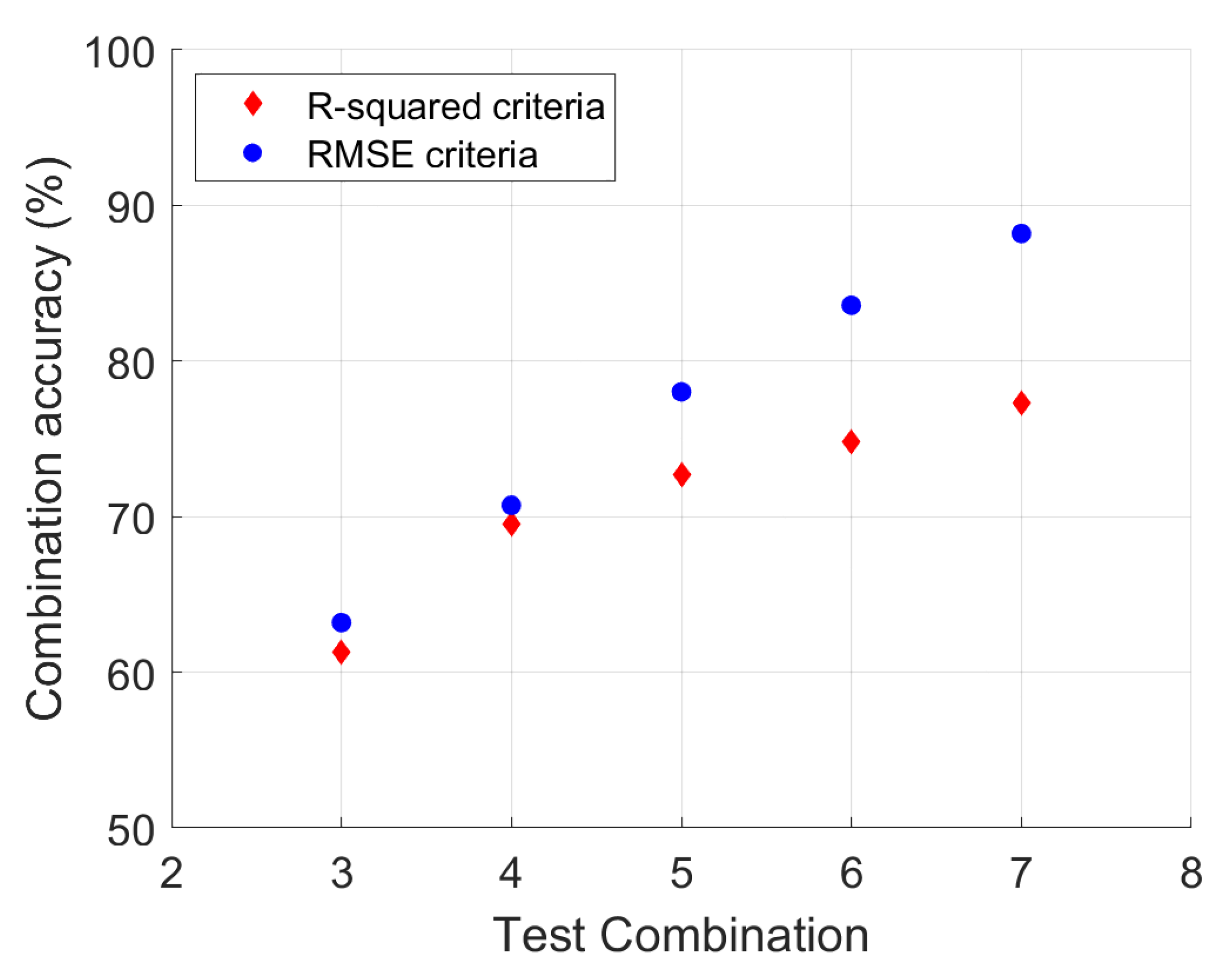
- Establish an R-squared value to evaluate the accuracy of the linear regression fit, and employ the Root Mean Square Error (RMSE) metric to gauge the precision of the predicted pressure.
- 4.
- Determine the proportion of outcomes that adhere to the acceptable error range.
- 5.
- Iterate through the preceding four steps to identify the appropriate value of n.
- 6.
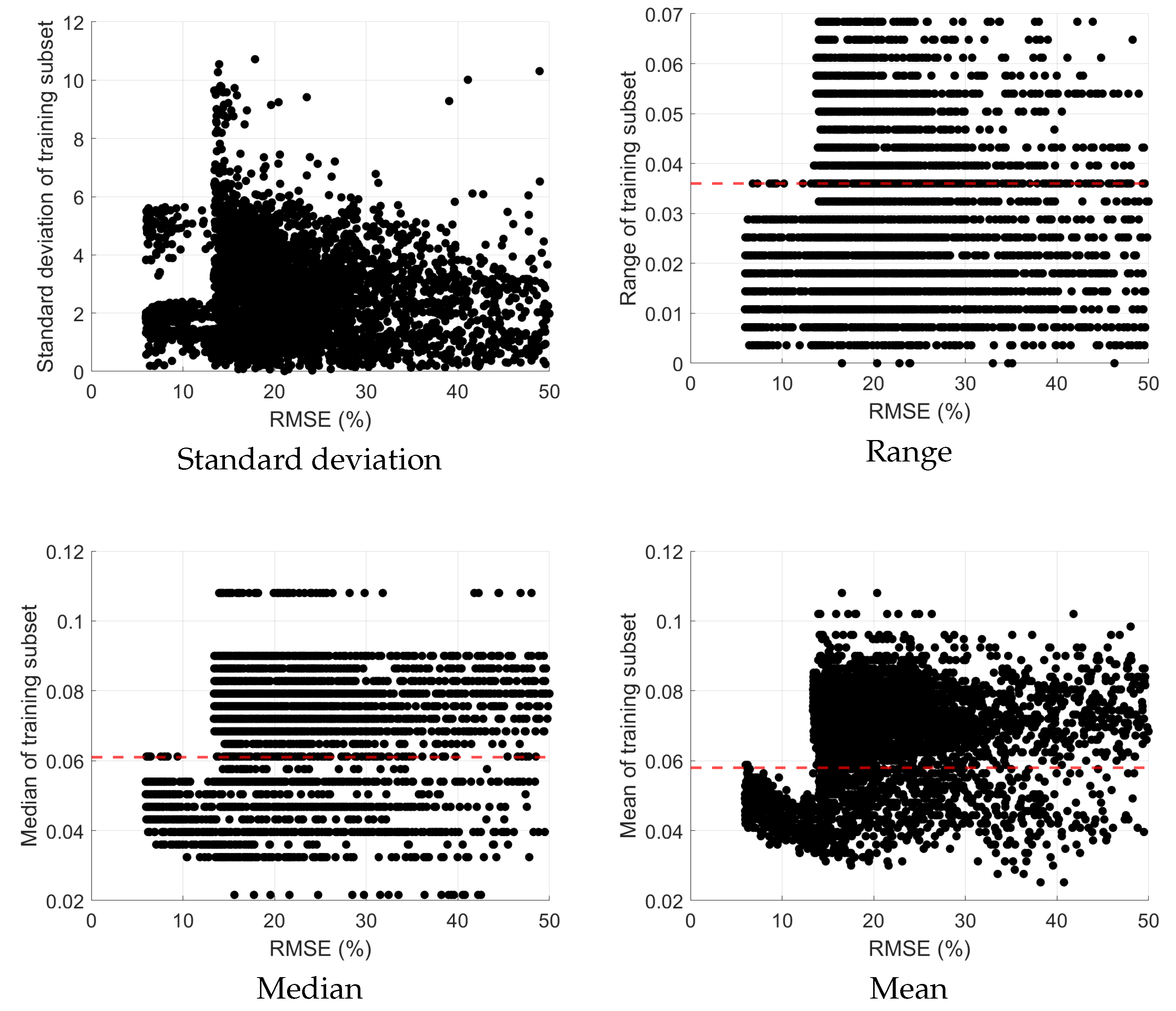
- Investigate potential correlations between the input parameters of the n tests and the corresponding error to identify meaningful patterns.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Klinzing, G.E.; Rizk, F.; Marcus, R.; Leung, L. Pneumatic Conveying of Solids: A Theoretical and Practical Approach; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2011; Volume 8. [Google Scholar]
- Mills, D. Pneumatic Conveying Design Guide; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- McGlinchey, D. Characterisation of Bulk Solids; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Geldart, D. Types of Gas Fluidization. Powder Technol. 1973, 7, 285–292. [Google Scholar] [CrossRef]
- Wypych, P.W.; Hastie, D.B. Theoretical Modelling of Rotary Valve Air Leakage for Pneumatic Conveying Systems; University of Wollongong: Wollongong, NSW, Australia, 2002. [Google Scholar]
- Dixon, G. The Impact of Powder Properties on Dense Phase Flow; University of Wollongong: Wollongong, NSW, Australia, 1979. [Google Scholar]
- Williams, K.; Jones, M. Bulk Material Classifications for the Design of Pneumatic Conveying Systems; University of Wollongong: Wollongong, NSW, Australia, 2002. [Google Scholar]
- Pan, R. Material Properties and Flow Modes in Pneumatic Conveying. Powder Technol. 1999, 104, 157–163. [Google Scholar] [CrossRef]
- Mainwaring, N.; Reed, A. Permeability and Air Retention Characteristics of Bulk Solid Materials in Relation to Modes of Dense Phase Pneumatic Conveying. Bulk Solids Handl. 1987, 7, 415–425. [Google Scholar]
- Jones, M.G. The Influence of Bulk Particulate Properties on Pneumatic Conveying Performance. Ph.D. Thesis, Thames Polytechnic, Thames, New Zealand, 1988. [Google Scholar]
- Sanchez, L.; Vasquez, N.; Klinzing, G.E.; Dhodapkar, S. Characterization of Bulk Solids to Assess Dense Phase Pneumatic Conveying. Powder Technol. 2003, 138, 93–117. [Google Scholar] [CrossRef]
- Borzone, L.A. A comparison of particle wear in pneumatic transport. Chem. Eng. Commun. 2010, 197, 1215–1224. [Google Scholar] [CrossRef]
- Rabinovich, E.; Kalman, H. Flow Regime Diagram for Vertical Pneumatic Conveying and Fluidized Bed Systems. Powder Technol. 2011, 207, 119–133. [Google Scholar] [CrossRef]
- Kalman, H.; Rawat, A. Flow Regime Chart for Pneumatic Conveying. Chem. Eng. Sci. 2020, 211, 115256. [Google Scholar] [CrossRef]
- Muschelknautz, E.; Krambrock, W. Vereinfachte Berechnung horizontaler pneumatischer Förderleitungen bei hoher Gutbeladung mit feinkörnigen Produkten. Chem. Ing. Tech. 1969, 41, 1164–1172. [Google Scholar] [CrossRef]
- Konrad, K. Dense Phase Pneumatic Conveying of Particles; University of Cambridge: Cambridge, UK, 1981. [Google Scholar]
- Kano, T.; Takeuchi, F.; Sugiyama, H.; Yamazaki, E. Study of the Optimum Conditions for Plug-Type Pneumatic Conveying of Granular Materials. Int. Chem. Eng. 1984, 24, 702–709. [Google Scholar] [CrossRef]
- Borzone, L.; Klinzing, G. Dense-Phase Transport: Vertical Plug Flow. Powder Technol. 1987, 53, 273–283. [Google Scholar] [CrossRef]
- Hong, G.; Klinzing, G. Vertical plug flow of cohesive coal in 2-and 4-inch pipes. Powder Technol. 1989, 57, 59–67. [Google Scholar] [CrossRef]
- Aziz, Z.B. Plug Flow Transport of Cohesive Powders: The Horizontal Flow; UMI: Bellflower, CA, USA, 1991. [Google Scholar]
- Mi, B.; Wypych, P. Pressure drop prediction in low-velocity pneumatic conveying. Powder Technol. 1994, 81, 125–137. [Google Scholar] [CrossRef]
- Sanchez, L.; Vasquez, N.A.; Klinzing, G.E.; Dhodapkar, S. Evaluation of models and correlations for pressure drop estimation in dense phase pneumatic conveying and an experimental analysis. Powder Technol. 2005, 153, 142–147. [Google Scholar] [CrossRef]
- Pan, R.; Wypych, P. Pressure Drop and Slug Velocity in Low-Velocity Pneumatic Conveying of Bulk Solids. Powder Technol. 1997, 94, 123–132. [Google Scholar] [CrossRef]
- Molerus, O. Prediction of pressure drop with steady state pneumatic conveying of solids in horizontal pipes. Chem. Eng. Sci. 1981, 36, 1977–1984. [Google Scholar] [CrossRef]
- Orozovic, O.; Lavrinec, A.; Georgiou, F.; Wensrich, C. A Continuum Mechanics Derivation of the Empirical 1 Expression Relating Slug and Particle Velocities. Powder Technol. 2020, 380, 598–601. [Google Scholar] [CrossRef]
- Orozovic, O.; Lavrinec, A.; Alkassar, Y.; Williams, K.; Jones, M.; Klinzing, G. On the kinematics of horizontal slug flow pneumatic conveying and the relationship between slug length, porosity, velocities and stationary layers. Powder Technol. 2019, 351, 84–91. [Google Scholar] [CrossRef]
- Shaul, S.; Kalman, H. Three Plugs Model. Powder Technol. 2015, 283, 579–592. [Google Scholar] [CrossRef]
- Konrad, K. Prediction of the pressure drop for horizontal dense phase pneumatic conveying of particles. In Proceedings of the 5th Conference BHRA Fluid Engineering, Elsinore, Denmark, 18–23 May 1986. [Google Scholar]
- Tan, S.; Williams, K.C.; Jones, M.G.; Krull, T. Determination of slug permeability factor for pressure drop prediction of slug flow pneumatic conveying. Particuology 2008, 6, 307–315. [Google Scholar] [CrossRef]
- Zenz, F.A. Two-phase fluid-solid flow. Ind. Eng. Chem. 1949, 41, 2801–2806. [Google Scholar] [CrossRef]
- Barth, W. Strömungsvorgänge beim Transport von Festteilchen und Flüssigkeitsteilchen in Gasen. mit besonderer Berücksichtigung der Vorgänge bei pneumatischer Förderung. Chem. Ing. Tech. 1958, 30, 171–180. [Google Scholar] [CrossRef]
- Darcy, H. Les fontaines publiques de la ville de Dijon, Victor Dalmont, Paris. The Flow of Homogeneous Fluids Through Porous Media. Soil Sci. 1856, 46, 169. [Google Scholar]
- Stegmaier, W. Zur Berechnung der Horizontalen Pneumatischen Foerderung Feinkoerniger Feststoffe; University of Wollongong: Wollongong, NSW, Australia, 1978. [Google Scholar]
- Chambers, A.; Marcus, R. Pneumatic conveying calculations. In Proceedings of the Second International Conference on Bulk Materials Storage, Handling and Transportation, Wollongong, Australia, 7–9 July 1986; Preprints of Papers; Institution of Engineers: Barton, ACT, Australia, 1986; pp. 49–52. [Google Scholar]
- Setia, G.; Mallick, S. Modelling fluidized dense-phase pneumatic conveying of fly ash. Powder Technol. 2015, 270, 39–45. [Google Scholar] [CrossRef]
- Sharma, K.; Mallick, S.; Mittal, A. An evaluation of testing and modeling procedure for solids friction factor for fluidized dense-phase pneumatic conveying of fine powders. Part. Sci. Technol. 2021, 39, 62–73. [Google Scholar] [CrossRef]
- Shijo, J.; Behera, N. Review and analysis of solids friction factor correlations in fluidized dense phase conveying. Tribol.-Mater. Surf. Interfaces 2021, 15, 1–9. [Google Scholar] [CrossRef]
- Ilic, D.; Williams, K.; Ellis, D. Assessment of Biomass Bulk Elastic Response to Consolidation. Chem. Eng. Res. Des. 2018, 135, 185–196. [Google Scholar] [CrossRef]
- Cheng, Z.; Leal, J.H.; Hartford, C.E.; Carson, J.W.; Donohoe, B.S.; Craig, D.A.; Xia, Y.; Daniel, R.C.; Ajayi, O.O.; Semelsberger, T.A. Flow behavior characterization of biomass Feedstocks. Powder Technol. 2021, 387, 156–180. [Google Scholar] [CrossRef]
- Cui, H.; Grace, J.R. Pneumatic Conveying of Biomass Particles: A Review. China Particuol. 2006, 4, 183–188. [Google Scholar] [CrossRef]
- Barbosa, R.; Pinho, C. Dilute phase vertical pneumatic conveying of cork stoppers. Rev. Eng. Térmica 2006, 5, 36–41. [Google Scholar] [CrossRef] [Green Version]
- Gomes, T.L.; Lourenço, G.A.; Ataíde, C.H.; Duarte, C.R. Biomass feeding in a dilute pneumatic conveying system. Powder Technol. 2021, 391, 321–333. [Google Scholar] [CrossRef]
- Rajabnia, H.; Orozovic, O.; Lavrinec, A.; Ilic, D.; Williams, K.; Jones, M.; Klinzing, G. An experimental investigation on plug formation using fuzzy cottonseeds. Powder Technol. 2022, 398, 117131. [Google Scholar] [CrossRef]
- Orozovic, O.; Rajabnia, H.; Lavrinec, A.; Alkassar, Y.; Meylan, M.; Williams, K.; Jones, M.; Klinzing, G. A phenomenological model for the pressure drop applicable across both dilute and dense phase pneumatic conveying. Chem. Eng. Sci. 2021, 246, 116992. [Google Scholar] [CrossRef]
- Lavrinec, A.; Orozovic, O.; Rajabnia, H.; Williams, K.; Jones, M.; Klinzing, G. An assessment of steady-state conditions in single slug horizontal pneumatic conveying. Particuology 2021, 58, 187–195. [Google Scholar] [CrossRef]
- Orozovic, O.; Lavrinec, A.; Rajabnia, H.; Williams, K.; Jones, M.; Klinzing, G. Transport Boundaries and Prediction of the Slug Velocity and Layer Fraction in Horizontal Slug Flow Pneumatic Conveying. Chem. Eng. Sci. 2020, 227, 115916. [Google Scholar] [CrossRef]
- Planning of the Biomass Heating Plant for the REW Regional Energie Wienerwald eGen|Energy Changes. Available online: https://energy-changes.com/en/projekt/planning-biomass-heating-plant-rew-regional-energie-wienerwald-egen (accessed on 1 January 2020).
- Bitra, V.S.; Womac, A.R.; Yang, Y.T.; Miu, P.I.; Igathinathane, C.; Chevanan, N.; Sokhansanj, S. Characterization of wheat straw particle size distributions as affected by knife mill operating factors. Biomass Bioenergy 2011, 35, 3674–3686. [Google Scholar] [CrossRef]
- Rezaei, H.; Lim, C.J.; Lau, A.; Sokhansanj, S. Size, shape and flow characterization of ground wood chip and ground wood pellet particles. Powder Technol. 2016, 301, 737–746. [Google Scholar] [CrossRef] [Green Version]
- Manimehalai, N.; Viswanathan, R. Physical properties of fuzzy cottonseeds. Biosyst. Eng. 2006, 95, 207–217. [Google Scholar] [CrossRef]
- Samuelsson, R.; Larsson, S.H.; Thyrel, M.; Lestander, T.A. Moisture content and storage time influence the binding mechanisms in biofuel wood pellets. Appl. Energy 2012, 99, 109–115. [Google Scholar] [CrossRef]
- Kennedy, O. Pneumatic Conveying Performance Characteristics of Bulk Solids; University of Wollongong: Wollongong, NSW, Australia, 1998. [Google Scholar]
- Wypych, P.W. Pneumatic Conveying of Bulk Solids; University of Wollongong: Wollongong, NSW, Australia, 1989. [Google Scholar]
- Tursi, A. A review on biomass: Importance, chemistry, classification, and conversion. Biofuel Res. J. 2019, 6, 962. [Google Scholar] [CrossRef]
- Vásquez, N.; Sánchez, L.; Klinzing, G.E.; Dhodapkar, S. Friction Measurement in Dense Phase Plug Flow Analysis. Powder Technol. 2003, 137, 167–183. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wood Pellets | Cottonseeds | Wood Chips | Wheat Straw | |
|---|---|---|---|---|
| Particle shape | Cylindrical | Ellipsoid | Rectangular | Fibrous |
| Bulk density (kg/m3) | 616 | 390 | 202 | 72 |
| Particle width (mm) | 6 | 3–5 | 8–22 | 1–5 |
| Particle length (mm) | 5–33 | 6–12 | 21–68 | 15–165 |
| Wheat Straw | Wood Pellets | Wood Chips | Cottonseeds | |||||
|---|---|---|---|---|---|---|---|---|
| Air Superficial Velocity (m/s) | 330 g | 660 g | 3000g | 4000 g | 3000 g | 4000 g | 3000 g | 4000 g |
| 2.56 | X | X | X | X | ||||
| 3.30 | X | X | X | X | ||||
| 3.60 | X | X | X | X | ||||
| 4.01 | X | X | X | X | ||||
| 4.34 | X | X | X | X | ||||
| 4.75 | X | X | X | X | X | X | ||
| 5.45 | X | X | X | X | X | X | ||
| 6.49 | X | X | X | X | X | X | ||
| 7.23 | X | X | X | X | X | |||
| 7.64 | X | X | X | X | X | |||
| 7.93 | X | X | X | X | X | X | ||
| 8.34 | X | X | X | X | X | X | ||
| 8.67 | X | X | X | X | X | X | ||
| 9.08 | X | X | X | X | X | X | ||
| 9.38 | X | X | X | X | X | X | ||
| Wood Pellets | Cottonseeds | |||||
|---|---|---|---|---|---|---|
| Frequency to Control the Rotary Valve’s Speed | ||||||
| Air Superficial Velocity (m/s) | 30 Hz | 40 Hz | 50 Hz | 30 Hz | 40 Hz | 50 Hz |
| 4.34 | X | |||||
| 4.75 | X | X | ||||
| 5.04 | X | X | X | |||
| 5.45 | X | X | X | X | ||
| 5.78 | X | |||||
| 6.49 | X | X | X | X | X | X |
| 6.90 | X | X | X | |||
| 7.23 | X | X | X | X | X | X |
| 7.64 | X | X | X | |||
| 8.34 | X | X | X | |||
| 9.38 | X | X | X | X | X | X |
| 11.23 | X | X | X | X | X | X |
| Material | Single Batch Test | Continuous Test | ||
|---|---|---|---|---|
| a | b | a | b | |
| Cottonseed | 421.88 | 0.16 | 245.11 | 2.83 |
| Wood pellets | 155.70 | 0.48 | 608.85 | 2.45 |
| Wheat straw | 81.47 | 0.34 | X | X |
| Wood chips | 0.00 | 1.41 | X | X |
| Single Batch, Percentage Accuracy | Continuous, Percentage Accuracy | |||||
|---|---|---|---|---|---|---|
| C (m, 3) | RMSE | R_SQUARED | C (m, 3) | RMSE | R_SQUARED | |
| Cottonseed | 1540 | 50.84 | 63.38 | 364 | 61.26 | 63.19 |
| Wood pellets | 455 | 52.09 | 59.34 | 1540 | 41.43 | 50 |
| Wheat straw | 680 | 81.62 | 42.79 | X | X | X |
| Wood chips | 680 | 7.65 | 19.41 | X | X | X |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajabnia, H.; Orozovic, O.; Williams, K.C.; Lavrinec, A.; Ilic, D.; Jones, M.G.; Klinzing, G. Optimizing Pressure Prediction Models for Pneumatic Conveying of Biomass: A Comprehensive Approach to Minimize Trial Tests and Enhance Accuracy. Processes 2023, 11, 1698. https://doi.org/10.3390/pr11061698
Rajabnia H, Orozovic O, Williams KC, Lavrinec A, Ilic D, Jones MG, Klinzing G. Optimizing Pressure Prediction Models for Pneumatic Conveying of Biomass: A Comprehensive Approach to Minimize Trial Tests and Enhance Accuracy. Processes. 2023; 11(6):1698. https://doi.org/10.3390/pr11061698
Chicago/Turabian StyleRajabnia, Hossein, Ognjen Orozovic, Kenneth Charles Williams, Aleksej Lavrinec, Dusan Ilic, Mark Glynne Jones, and George Klinzing. 2023. "Optimizing Pressure Prediction Models for Pneumatic Conveying of Biomass: A Comprehensive Approach to Minimize Trial Tests and Enhance Accuracy" Processes 11, no. 6: 1698. https://doi.org/10.3390/pr11061698